雕铣机常见故障排除1Word文档格式.docx
《雕铣机常见故障排除1Word文档格式.docx》由会员分享,可在线阅读,更多相关《雕铣机常见故障排除1Word文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
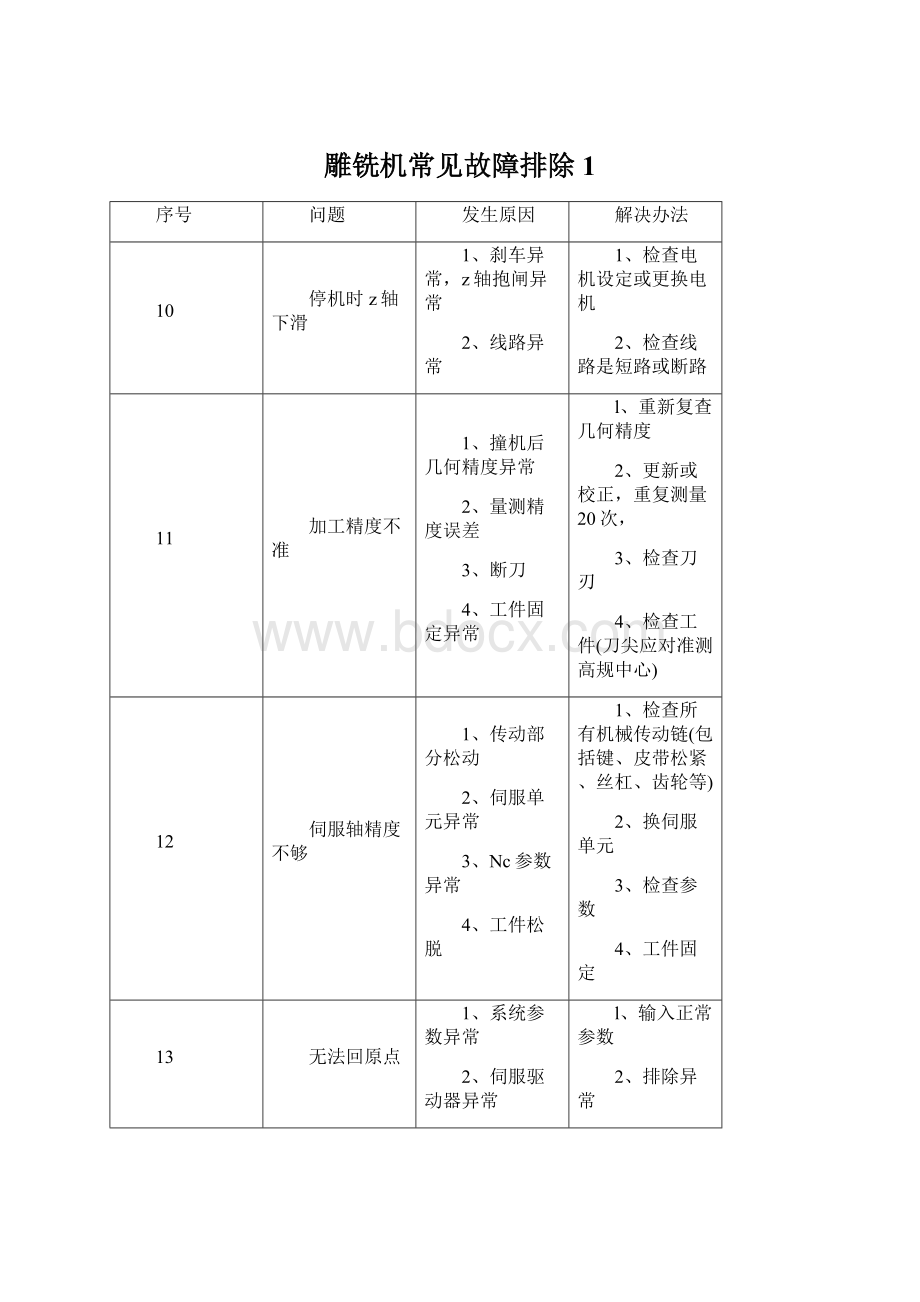
原点不准
1、原点开位于临界点
2、编码器异常
3、极限开关品质异常
ON-OFF误差太大
1、调整碰块或开关
2、编码器零位没有讯号(更换电机)
3、更换开关
l5
RS232传输异常
l、RS232线断
2、RS232接头异常
3、计算机参数设定异常
4、数控系统参数设定异常
5、程序格式不对
6、系统RS232部分损坏
7、计算机COM异常
8、干扰
1、更换新线
2、更换接头
3、重新检查CNC设定参数
4、检查数控系统参数
s、检查程序
6、PC送修
7、接地排除干扰
16
换刀异常
1、换刀程序异常或不见r
2、刀柄不良
3、Y轴偏差
4、x轴偏差
5、z轴偏差
1、检查程序
2、更换刀柄
3、更换主轴拉杆
4、校正Y轴坐标
5、校正x轴坐标
6、校正z轴坐标
17
极限无效
1、DC24V故障
2、开关故障
1、查明原因
2、换开关
18
切削水不动作
l、I/O损坏
2、电磁开关不动作
3、电机反转
4、电机烧毁5管路阻塞
1、M08不输出
2、RELAY不动作
3、换线
4、换电机5、清理
序号
问题
发生原因
19
面板按键损坏
1、接触不良
2、接头脱落
3、系统异常
1、更换面板
2、锁紧接头
3、请系统维修人员维修系统
20
变频器报臀
1、参数异常
2、变频器故障
3、接线异常
I、检查变频器参数
2、更换变频器
3、检查接线
4、拆下数控系统及输出是否异常
21
机床漏油
1、护套防漏不良
2、防油管防漏不良
3、钣金防漏不良
1、找出漏油点防漏
22
无法传输
1、NC故障
2、线路脱落
3、计算机故障
1、正确的通讯,输入正确的NC参数
2、正确的接线
3、换计算机,换一条传输线路
第6章附录
6.1雕刻刀
6.1.1雕刻刀材料的选购
1.高速钢圆棒:
·
价格便宜、制作快捷。
只适合非金属切削,不适合金属切削。
2.超微粒钨钢圆捧:
美国产:
“PSI”是雕刻专用超微粒钨钢圆棒,有较好的耐磨性及相当高的刀刃强度,极轻微的冲击性,广泛的使用性。
例如可用于雕刻钢、铜、铝,以及非金属制料等。
瑞士产:
“ETM”特点同上。
6.1.2磨刀机的选购
1.OSL.PP一600&50E万能R型铣刀&雕刻刀磨床
·
研磨能力:
φ6~25mm(直柄或锥度)
研磨刀具:
铣刀刀口,铣刀刀刃,R型铣刀,R型车刀,雕刻刀及各式锥度铣刀。
双头马达,双边砂轮,马达可360°
旋转。
采用进口高精度线性滚珠滑轨,床台平稳,操作轻巧。
采用高强度FC30铸铁,长久保持机械精度。
工作台左右行程
185mm
工作台前后行程
120mm
工作台面积
120×
520mm
砂轮头升降距离
140mm
砂轮头旋转角度
360°
砂轮尺寸
125×
50×
31.75mm
砂轮速度
3600RPM
马达电压、马力
110V/220V/380V,0.5HP
净重/毛重
150kg/190kg
包装尺寸
750×
700×
800mm
2OSL.PP-U2雕刻刀研磨机
由于不断更新与特殊设计U2型雕刻刀研磨机之万能分度头除推拔角、离
隙角之设置外亦能做360°
或180°
之旋转。
活动式拉梢设置使负推拔角之研
磨更为方便。
无论研磨各种圆、半圆、正斜度、倒锥角之单锋成型刀具,或
各种直角、三角、四角、多角、菱形之刀具冲予等皆非常方便,勿需繁复之
设定。
此外分度头亦可做每隔15°
之设定。
最大夹持能力
φ18mm
最大研磨能力
φ25mm
推拔角度
0°
~180°
负推角度
~45°
离隙角
~25°
主轴速度
5000RPM
M型砂轮直径
100×
50×
20mm
马达
l/3HP,220V,50/60HZ
净重,毛重
45kg/60kg
550×
450×
470mm
6.1.3磨刀和测量的方法
1目前用来雕刻的刀具主要是“单刃半边刀”,即圆棒的一端剖开一半,磨出一
条切削刃的成型刀。
单边角度根据需要而定。
2使用显微镜时须做到:
·
调焦距,直到观看最清晰为止。
做好夹具,使被看刀具与显微镜里的“+”游标垂直(一个很简单的方法是做个“v”字型的槽块)。
为了减小误差,请多次测量,取平均值。
6.1.4断刀问题原因(从刀具方面考虑)
1选择的刀具材料不适当。
2超负荷工作。
走刀速度过快
吃刀量过深
3、刀具磨制的几何参数不正确,主要是后刀面的余量大于切削刃。
6.2加工软件功能比较
Type3
优点
Type3软件最具特色的功能是TypeArt(浮雕模块),它可以制作非常规则的曲面,但是浮雕的修改比较困难,使得制作复杂的浮雕时就比较麻烦,这是其中一不足之处。
如果与其他的CAD\CAM软件的绘图功能相比较,Type3只能构建简单的三维图形。
然而Type3可以直接输入BMP图档.通过自由曲线描图,而后用节点编辑的功能修改图形以确保符合样品要求,同时具有多种排版功能。
缺点
Type3软件最主要的不足是其加工功能.虽然Type3提供了多种加工方式,但是这些加工方式基本相同,使用户感到多而无用,同时每产生一个路径就产生一个附属文档,这样保存文档时庞大而繁杂。
,如果采用数据转换后,在其他的软件中加工,而将浮雕转换为通用的IGES格式的图形效果又不理想。
AlphaCAM
作为模具加工的入门软件,提供了完善的绘图和加工功能,同时在绘制规则的图形线框以构筑三维曲面以及加工参数的设置方面,其思路简单明了,所以被业内人士广泛采用。
在A1phaCAM的加工中清角功能是一种很有特色的加工方式,它可以采用提升z轴的方式清除拐角处的材料.同叫也可以使用投影清角的方式加工三维工件。
由于AlphaCAM简单易学,所以它的曲而的功能和三维加工都有许多不足。
总体来讲,AlphaCAM和Type3一样主要适合二维图形的加工。
在他们下刀方式没有螺旋下刀,这样在加工钢件时刀具磨损严重。
MasterCAM
作为模具加工的入门软件,MasterCAM提供了完善的绘图和加工功能,同时在绘制规则的图形线框以构筑三维曲面以及加工参数的设置方面,其思路简单明了,所以MastercAM被业内人广泛采用。
在制作复杂曲面和对复杂曲面进行修改和编辑时,MasterCAM的功能就可不够。
Cimatron
Cimatron是通往高速加工的阶梯,它的鼠标设置非常有特点,在熟练掌握之后,通过鼠标调取功能菜单非常方便。
当进行复杂曲面的构建,尤其是复杂曲面的修改和编辑cimatron都具有非常出色的功能。
然而cimatron的绘图方式不是参数化,同时残料加工倒回功能每次只能实现一次,所以,发生错误时的修改很麻烦,在绘图中需要进行多次存盘。
Cimatron具有很完善的加工功能,且刀具路径参数设置又没有像UG一类的大软件那样复杂,所以,许多编程人员采用cimatron产生刀具路径。
Cimatron毛坯残留知识,使得加工时刀具所承受的切削力非常均匀,同时提供高效的高速切削加工方式。
Unigraphics
UG是当前世界上最先进,面向制造行业的高端软件,广泛应用于飞机、汽车、机械、模具等行业的设计制造。
UG的绘图功能极强大,建模方法灵活,可采用参数化和非参数化构图,应用其众多的曲面、曲线及其编辑功能,能方便地绘制出相当复杂的图形。
比Cimatron更强。
其加工方式非常完善,对各种加工方式、加工细节都能分别进行控制,甚至许多参数的|设计都超出了普通用户的使用需要,因而足以很好地应付各种复杂的加工情况。
使用方便性差:
绘图方面,由于功能太多,各图素的绘制和编辑所需要的步骤也相应较繁琐,且图素不会自动隐藏,屏幕上的图素太多的图素容易造成选择的困难;
加工方面,众多的参数需要设置也让初学者头疼。
不支持中文:
文件名、文件夹均不能以中文命名,软件中不能输入中文。
KS—650切削参数表
钢
粗
加
工
刀具直径
(毫米)
步进距离
每层下深
进给速率
(毫米/分)
主轴转速
(转/分)
φ2~φ4
1~2.5
0.10
1500~2500
13000~15000
φ4~φ5
2
0.1~0.15
2000~3000
10000~13000
φ5~φ8
2~3
3000~3500
6000~10000
精
φ1以下
1500以下
18000以上
φ1R0.5~φ2R1
0.07~0.1
13000~16000
φ2R1~φ6R3
0.1~0.2
1500~3500
铜
0.2~0.3
2000~2500
13000~17000
0.3~0.4
2500~3000
12000~15000
2~3
0.5
3000~4000
10000~12000
1000以下
15000~20000
1500~2000
FAGOR8055操机步骤
第一阶段:
准务阶段
5、按下“开机”(左边绿色键)开关,等待数秒后机床启动完成:
6、按下“F4”键(对应软键“手动”),再按下“回零”(左边白色键),机器自动完成回零步骤:
7、装刀,夹紧:
8、按下“mainmenu”键+两次“F4”键(此操作后即进入“MDI”界面),从字母键盘输入T并执行(按面板右边的绿色键)。
机器会自动完成对刀步骤。
第二阶段:
设置加工原点
9、将刀具中心移到工件原点上方;
在“MDI”界面下,(进入“MDI”界面的方法见第2步)输入M54行执行;
(当加工原点处于毛坯中心且定位要求比较高时,改为采用附1的方法)
10、将刀尖下降至,距工件加工原点的ZO位置,一定的高度。
按“F2”(“预置”软键)、“F3”(“Z”软键)输入此高度值,并按“enter”键(比如预置的值为6,则刀尖往下6mm处被设为工原点G54的ZO);
之后在“MDI”界面下执行M56
附1:
工件原点一般在毛坯中心,此时对中的方法为:
a:
按“F2”过入手动界面,移动X轴使刀具或分中棒与工件平行于Y轴的边相触:
b:
进得“MDI”界面,输入M66并进行:
c:
按“ESC”退回到“手动”界面,提刀同样移动X轴与另一平行于Y轴的边相触;
d:
重复b的步骤,但输入的命令M77;
e:
用a—d的步骤.同样定出工件Y方向的中点,所不同的是输入的命令先后为M88和M99;
f:
按“ESC”退回“手动”界面.将刀尖升至高于工件最高点的高度。
附2:
如果加工至一半时.需要进行其它工件的加工而要转换原点,可输入M100并执行,G54的×
、Y、z值将分刖与G55的x,Y、z值互换。
再次执行M100,将再次进行此互换,即恢复G54的值。
以此类推,M101、M102也有分别将G54与G56、G57互换的作用。
附3:
若需要改动加工坐标,按“mainmenu”键返回主菜单,先后按下“F5”键(对应屏幕底部显示的“表”的软键)、“FI”(对应软键“零点偏置”)键、“F2”(对应软键“修改”)。
之后屏幕底部显示一包含XYZ的坐标值,修改相应的坐标后按“ENTER”键输入。
附4:
若要参考于工作台的位置来设定加工坐标的ZO(即G54的ZO比工作台面高多少毫米),可先预Z值修改,除采用附3的方法外,还可先将Z预置为一定值(如希望将Z提高1mm,则预置为1)再执行M57。
附5:
对于G54的z修改,除采用附3的方法外,还可以将Z预置为一定值(如希望将Z提高lmm,则预置为1),再执M57。
注:
附4、附5的Z值预置,机床Z轴可入于任何位置,这点与M56预置前一定要将Z轴动到距工件一定位置不同。
第三阶段:
执行程序
11、按“mainmenu”)返回主菜单,按“F1”(“执行”软键)、“F4”(“串口2”软键)、输入程序名后按“enter”键,进行程序加载:
加载完成后按执行键,程序开始执行。
第四价段:
换刀程序
12、进行3、4步所进行的操作:
l3、执行下一个程序,步骤同7。
第五阶段:
重新装夹工作:
14,装夹工作:
15、进行第二阶段至第四阶段的操作。
最后阶段:
关机
16、将轴升至最高,按“关机”键后扳下电源开关。
扫面程序000008,PIM说明
扫面时先修改000008,PIM中的参数。
再执行程序即可
编辑步骤为:
主菜单…按F2(编辑)输入程序名000008…一按执行
键
000008.PIM
%,MX.
(P200=40)工件的x方向长度
(P201=55)工件的Y方向长度
(P204=4.5)步进距离
(P208=2)每刀切深
(P2lO=10)总切深
(P202=P200/2)
(P203-P20l/2)
(P209=10)进刀距离
…………
以上带说明的程序行为扫面程序000008。
PIM中需要改动的参数,其它程序行无需改动故省略。
有几点需要说明:
a)扫面时X方向为切削方向,Y方向为步进方向。
b)第一层的加工深度为0,以此程序为例,第二层的加工深度将为——2,
第三层为—4……,最后一层为一10。
若加工总深度不能被每刀加工深
度整除,则不能达到加工总深度,比如在以上的程序中,若总加工总深
度为11.5,程序仍是只加工至z一10的位置。
c)如果仅需要加工一层.将加工总深度(第5行)设为0即可,而每刀加深度则任意,即无论设为任何数值,程序都将在扫完ZO面后停止.
d)为增加灵活性,此程序没有激活G54。
其加工原点将为预置的坐标值。
若有必要,可以手动执行G54将其激活。
也可编辑此程序,修改带“:
G54”的行,将“:
”去掉即可。
e)作为高级语言编程,此程序一定要拷贝至内存才能执行和编辑。
若通过串口或卡执行将会
出现错误提示,程序不能执行。
切换加工原点的注意事项
需要注意的是,除主对刀程序外,所有方便操作的子程序都是针对G54的操作,而对G55至G57则无影响。
这是因为后处理得到的加工文件,本身就自动激活了G54。
也就是|说若不将加工文件中的G54修改成G55、G56或G57.能够使用的加工原点将只有G54。
实际使用中原点的切换应该全部由操作者完成,而不需要编程员参与。
这样既可省却繁琐的操作,更能避免操作者和编程员因协调不够而出现问题。
因此原点问的切换也就十分重要。
原则应该把其它原点(G54、G56、G57)切换至G54,以利用各子程序进行操作;
操作完成后再切换回原先的位置。
也就是最好是将M100、MlOl、M102执行偶数次。
比如执行M100之后,进行设定加工原点的操作,之后应再执行一遍M100才执行M10l或M102。
这样可以避免原点切换次数一次,各原点位置错乱的情况。
 升级会员
升级会员 