锅炉焊接工艺卡Word格式文档下载.docx
《锅炉焊接工艺卡Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《锅炉焊接工艺卡Word格式文档下载.docx(151页珍藏版)》请在冰豆网上搜索。
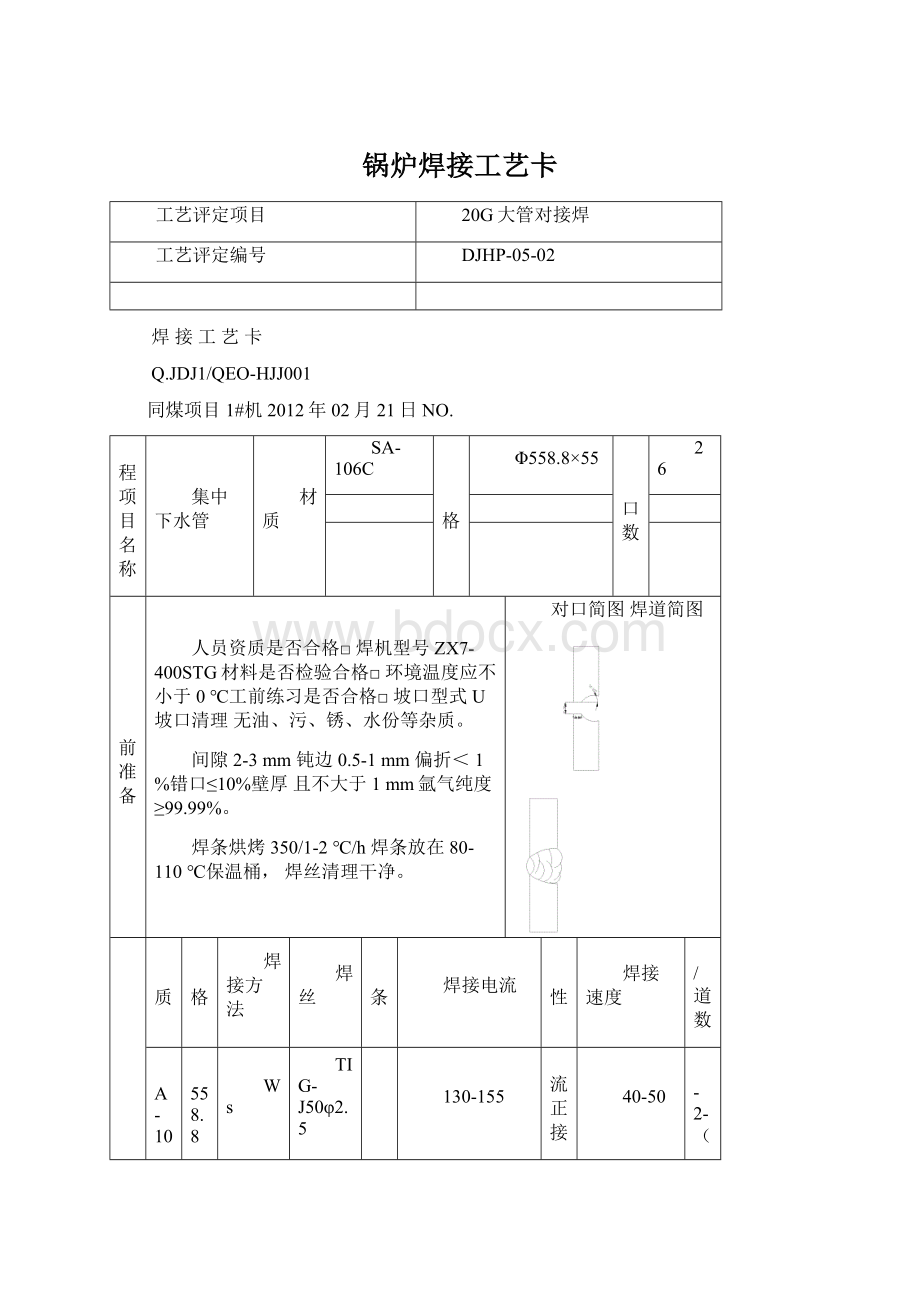
Φ558.8×
55
焊口数
26
焊前准备
人员资质是否合格□焊机型号ZX7-400STG材料是否检验合格□环境温度应不小于0℃工前练习是否合格□坡口型式U坡口清理无油、污、锈、水份等杂质。
间隙2-3mm钝边0.5-1mm偏折<1%错口≤10%壁厚且不大于1mm氩气纯度≥99.99%。
焊条烘烤350/1-2℃/h焊条放在80-110℃保温桶,焊丝清理干净。
对口简图焊道简图
焊
接
工
艺
焊接方法
焊丝
焊条
焊接电流
极性
焊接速度
层/道数
Ws
TIG-J50φ2.5
/
130-155
直流正接
40-50
1-2-
(1)
Ds
J507
φ3.2
100-125
直流反接
60-80
3-(1-2)
φ4.0
150-180
4-15(1-4)
操作方法:
氩气流量正面8-10l/min背面/l/min保护方式正面。
管材预热方式电加热温度100-200℃层间温度<400℃消氢温度及时间/℃/h。
热处理方式远红外热处理仪。
温度600-650℃升降温速113℃/h,恒温时间2.25h层间清理干净,接头打磨干净,弧坑填满,接头错开,热处理中间不得停电。
焊后清理干净并打上本人钢印号。
质
量
标
准
外观:
过渡园滑,接头平直,成型美观。
宽度差2-3mm。
咬边深度不大于0.5mm长度小于焊缝全长的10%且不大于40mm偏折小于1%错口不大于10%壁厚且不大于1mm每道焊缝宽度不大于焊条直径4倍。
无表面气孔、夹渣、裂纹、未焊透等缺陷。
无损检验:
RT/%(中间焊后)UT100%MT/%PT/%,硬度/%,光谱/%。
严密性试验水压□风压□渗油□/%,其他外观检验100%。
其它技术注意事项
焊接顺序:
对于此管材采用多层多道焊。
焊后返修措施:
挖补去除缺陷,后返修,合格后再进行热处理。
其它:
/
签
字
记
录
(包括:
日期、编号及人员)
班组负责人:
审核:
编制:
20#小管对接焊
DJHP-04-10
同煤项目1#机2012年03月01日NO.
右侧水冷壁
SA210C
Φ57×
6.5
560
人员资质是否合格□焊机型号ZX7-400STG材料是否检验合格□环境温度应不小于-10℃工前练习是否合格□坡口型式V坡口清理无油、污、锈、水份等杂质。
间隙2-3mm钝边0-1mm偏折<1%错口≤10%壁厚且不大于1mm氩气纯度≥99.99%。
焊条烘烤/℃/h焊条放在/℃保温桶,焊丝清理干净。
110-130
50-65
1-1
J507φ2.5
65-70
80-120
2-1
3-1
氩气流量正面9-12l/min背面/l/min保护方式正面。
预热方式/温度/℃层间温度/℃消氢温度及时间/℃/h。
热处理方式/。
温度/℃升降温速/℃/h,恒温时间/h层间清理干净,接头打磨干净,弧坑填满,接头错开。
咬边深度不大于0.5mm长度小于焊缝全长的10%且不大于40mm偏折小于1%错口不大于10%壁厚且不大于1mm每道焊缝宽度不大于焊条直径/倍无表面气孔、夹渣、裂纹、未焊透等缺陷。
RT100%(中间焊后)UT/%MT/%PT/%,硬度/%,光谱/%。
成排焊口从中间向两边焊接,先焊接间隙小的焊口。
挖补去除缺陷,后返修。
所有横焊口面均应盖三道或三道以上。
同煤项目1#机2012年03月03日NO.
左侧水冷壁
同煤项目1#机2012年03月05日NO.
前侧水冷壁
1909
后侧水冷壁
1625
同煤项目1#机2012年06月01日NO.
顶部水冷壁
650
焊接工艺卡
同煤项目1#机2012年03月13日NO.
后竖井前包墙
7
204
SA210C+15CrMoG
102
后竖井后包墙
后竖井左包墙
Φ63.5×
130
65
80-12
 升级会员
升级会员 