焊接作业指导说明书完整版Word格式文档下载.docx
《焊接作业指导说明书完整版Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《焊接作业指导说明书完整版Word格式文档下载.docx(10页珍藏版)》请在冰豆网上搜索。
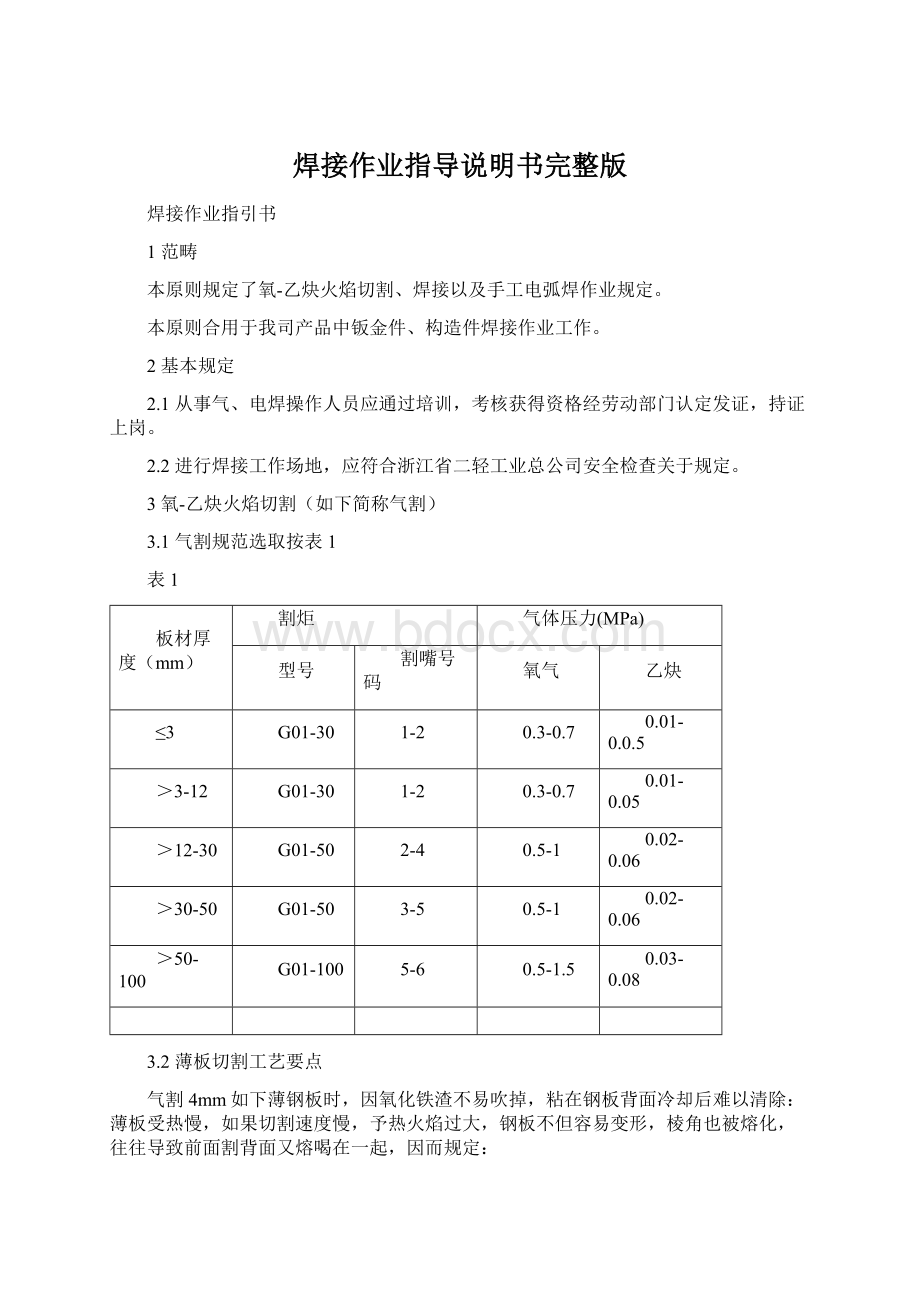
>30-50
3-5
>50-100
G01-100
5-6
0.5-1.5
0.03-0.08
3.2薄板切割工艺要点
气割4mm如下薄钢板时,因氧化铁渣不易吹掉,粘在钢板背面冷却后难以清除:
薄板受热慢,如果切割速度慢,予热火焰过大,钢板不但容易变形,棱角也被熔化,往往导致前面割背面又熔喝在一起,因而规定:
a)预热火焰要小;
b)割嘴应向迈进反方向倾斜与钢板成25°
-40°
角;
c)割嘴与工件表面距离为10—15mm;
d)切割速度尽量快;
e)按表1选用割炬和割嘴。
3.3中厚度钢板切割工艺要点
气割4—25mm中厚板时,割嘴可向后倾斜20°
—30°
角,割嘴与工件表面距离大体等于焰心长度加上2—4mm。
左右,应注意风线长度最佳超过切割板厚1/3。
3.4大厚度钢板切割工艺要点
a)预热火焰能要大,一方面从工件边沿棱角处开始加热;
b)工件达到切割温度后逐渐开大氧气,并将割嘴倾斜于工件,待边沿所有切透后加大氧气:
c)切割中,嘴头垂直于工件,切割速度要慢,割嘴可作横向月牙形摆动:
d)按表1选用割炬和割嘴,氧气压力和供应量要充分。
3.5气割质量规定
3.5.1切割扳材和型材零件普通线性尺寸偏差按表2规定。
表2mm
公称尺寸
零件厚度
≤10
>10~20
>20~30
≤10000
±
1.5
2.0
2.5
>1000~2500
3.0
>2500~4000
3.5
>4000
4.0
3.5.2板材切割边垂直度不不不大于边长1/1000mm。
且不不不大于3mm。
3.5.3板材、型材切割边梭与材料表面垂直度不不不大于表3中规定值
表3mm
板材厚度δ
不垂直厚度h
示意图
1.0
>10-20
>20-30
3.5.4气割边棱不应有裂纹,应清除熔渣及氧化皮,其刻痕深度不不不大于表4中规定值。
表4mm
板材厚度
刻痕深度
手工气割
半自动气割
≤25
0.5
>25
注:
气割圆形、弧形板时,刻痕深度容许在表4值上加大0.5mm。
4氧-乙炔气焊
4.1焊丝及焊剂选取按表5
表5
母材
焊丝
焊剂
低碳构造钢Q235、10#-25#
H08或渡锌铅丝
—
铜
H62、HS221
CBK(75%硼酸25%硼砂)
焊丝也可以采用与母材材质相似或相近(B丝,但在使用前项经工艺性实验.
4.2焊前准备工作
4.2.1零件和焊丝在焊前应清除油污和锈蚀,零件在焊缝两边15-25mm范畴内不得容许有油污\锈蚀和杂质;
4.2.2零件组对(装配)间隙应保持在0.5-1.5mm,错边量应控制在1/3板范畴内;
4.2.3按气焊安全操作规程安顿氧气瓶、乙炔、焊炬和辅助工具。
4.3焊接规范选取
4.3.1低碳钢氧-乙炔焊接规范见表6。
表6mm
焊接厚度(mm)
>2-3
>3-4
>4-5
>5-6
焊丝直径(mm)
1-3
2-3
3
焊嘴号码
1-5
氧气压力(Mpa)
0.1-0.5
乙炔压力(Mpa)
焊炬倾斜角(度)
20-30
30-40
50
4.3.2惯用产品氧-乙炔铜焊规范见表7。
表7mm
焊接名称
油箱油面
油管、油管接头
油底壳塞座
滤盖网油管
焊炬号码
2
氧气压力(MPa)
4.4焊缝尺寸按表8规定。
表8mm
材料厚度
焊缝型式
a
b
c
0-1.5
5-7
1-1.5
0-0.5
0-1
3-6
7-10
4-6
6-8
3-4
0.5-2
10-12
8-10
4.5焊接质量规定
4.5.1焊缝外观
4.5.1.1焊缝咬边:
普通焊缝咬边深度不得超过母材厚度5%;
咬边长度不得超过焊缝全长10%。
4.5.1.2普通焊缝存在气孔、夹渣和未焊透,在焊缝长度200mm范畴内,容许直径和深度不得超过2mm,数量不多于二个,且间距不不大于50mm,焊缝不容许存在裂纹。
(当有特殊规定期,可对气孔、夹渣和未焊透缺陷处进行修磨和补焊)。
4.5.2焊缝气密性:
(当有致密性要进行检查)对无压力规定容器、箱体、槽体零件,焊后进行煤油渗入实验:
在试件外表面涂上白粉,内表面盛装或涂刷煤油,通过5分钟以上时间,涂白粉面未浮现油斑为合格。
5手工电弧焊
5.1焊条选取
惯用钢条推荐选用焊接材料列于表9
表9
母材钢号
手弧焊
焊条
相应牌号示例
Q235-A、F、Q235-A、10#、20#、25#
E4303
J422(结422)
20R,20g
E4316E4303
J426J422
16Mn
E5003
J502
16MnR
E5016
J506
Q235-A,45#
E5015E5016
J507J506
1Cr18Ni9Ti
E0-19-10n6-16
A132(奥132)
0Cr19Ti9
E0-19-10-16
A102
0Cr13,1Cr13
E1-13-15
G207
Q235-A+1Cr18Ni9Ti
E1-23-13-16
E1-23-13M02-16
A302A312
5.2焊接接头型式及坡口尺寸选取
5.2.1手工电弧焊及气体保护焊接碳钢、底合金钢焊缝坡口型式和尺寸按表10规定。
表10
续表10
5.2.2焊接坡口可用机械加工、砂轮磨制或碳弧气刨后磨光,焊接前应将坡口表面油、锈、赃物清除干净,坡口两侧10-20~范畴内氧化铁要打磨干净.
5.2.3点固焊缝:
用以固定各焊接件之间互相位置,以保证整个零件得到对的几何形状和尺寸。
点固焊缝尺寸按表11选取.
表11mm
焊接厚度
焊缝高度
焊缝长度
间距
≤4
<4
5-10
50-100
>4-12
10-20
100-200
>12
6
15-30
100-300
5.3焊接前准备工作
5.3.1零件在焊接前应清除油污和锈蚀,在焊缝两边15-25mm范畴内不容许有油污、锈蚀和杂质;
5.3.2轮唐削,表面保持清洁,不准有油污和锈蚀;
5.3.3焊条应符合有关技术原则并有出厂合格证明书.焊条应存储在干燥通风地方,不得受潮和破损落皮。
硷性焊条(如J507)使用前按阐明书规定进行干燥,存储在干燥箱内或保温筒内。
5.4焊接规范选取
5.4.1电源和极性选取
普通普通钢构造,可采用酸性焊条,用交流电即可,也可采用直流电;
重要构造和中碳钢母材选用硷性焊条采用直流电源正接极。
5.4.2焊条直径选取按表12
表12
焊件厚度
焊条直径
≤44
1.6—3.2
>4—12
3.2—4
≥54
开坡口厚钢板焊接第一遍时,应采用小直径焊条
5.4.3焊接电流选取按表13
表13
焊条直径(mm)
焊接电流(A)
2.5
70—90
3.2
90-130
160-210
同样直径焊条,焊板越厚,电流就会愈大,立仰横焊时,电流比平焊小10%左右。
5.5焊缝质量规定
5.5.1焊缝外观
5.5.1.1焊缝不容许有未溶合和裂纹。
焊渣和飞溅应清除干净;
5.5.1.2焊缝咬肉:
咬肉长度不得超过焊缝长度15%,咬肉深度,当母材厚度≤10mm,不得不不大于0.5mm,当母材厚度≥lO-40mm时,不得不不大于lmm;
5.5.1.3对无特定技术规定掉转表面存在气孔,夹渣在焊缝200mm长度内,当直径和深度不不不大于2mm,数量不多于2个,间距不不大于50mm时,容许不补焊;
5.5.1.4烽缝不得低于母材,焊缝余高Δh,当母材厚度≤4mm时,Δh≤0.5mm;
母材厚度≥4~10mm时,Δh≤1.5mm;
母材厚度≥10~20mm,Δh≤2mm,焊缝应为均匀鳞状波纹表面,宽度沿焊缝全长应均匀一致。
6气体保护焊
6.1焊接用气
6.1.1焊接用气纯度规定按表14
表14
焊接用气
纯度规定(按体积计≥)
CO2
99.5%
氩(Ar)
99.96%(焊接不锈钢及台金钢)
氦(He)
99.6%
6.1.2依照不同材料选取详细气体按表15
表15
普通钢
不锈钢
厚度0.8mm-1mm,混合气Ar+He+CO2
厚度1mm以上,混合气Ar98%-99%+CO21%-2%
铝
Ar或Ar+He
6.2焊丝选取按表16
表16
母材厚度
选取焊丝直径
低碳构造钢Q235,10#-20#
XH506
≤8mm
0.81.01.2
6.3气、电调节范畴
6.3.1设定气体流量为12l/min-30l/min,压力为O.04-0.15Mpa。
6.3.2输出电流范畴35—300(A)。
 升级会员
升级会员 