熔体流动Word文档格式.docx
《熔体流动Word文档格式.docx》由会员分享,可在线阅读,更多相关《熔体流动Word文档格式.docx(7页珍藏版)》请在冰豆网上搜索。
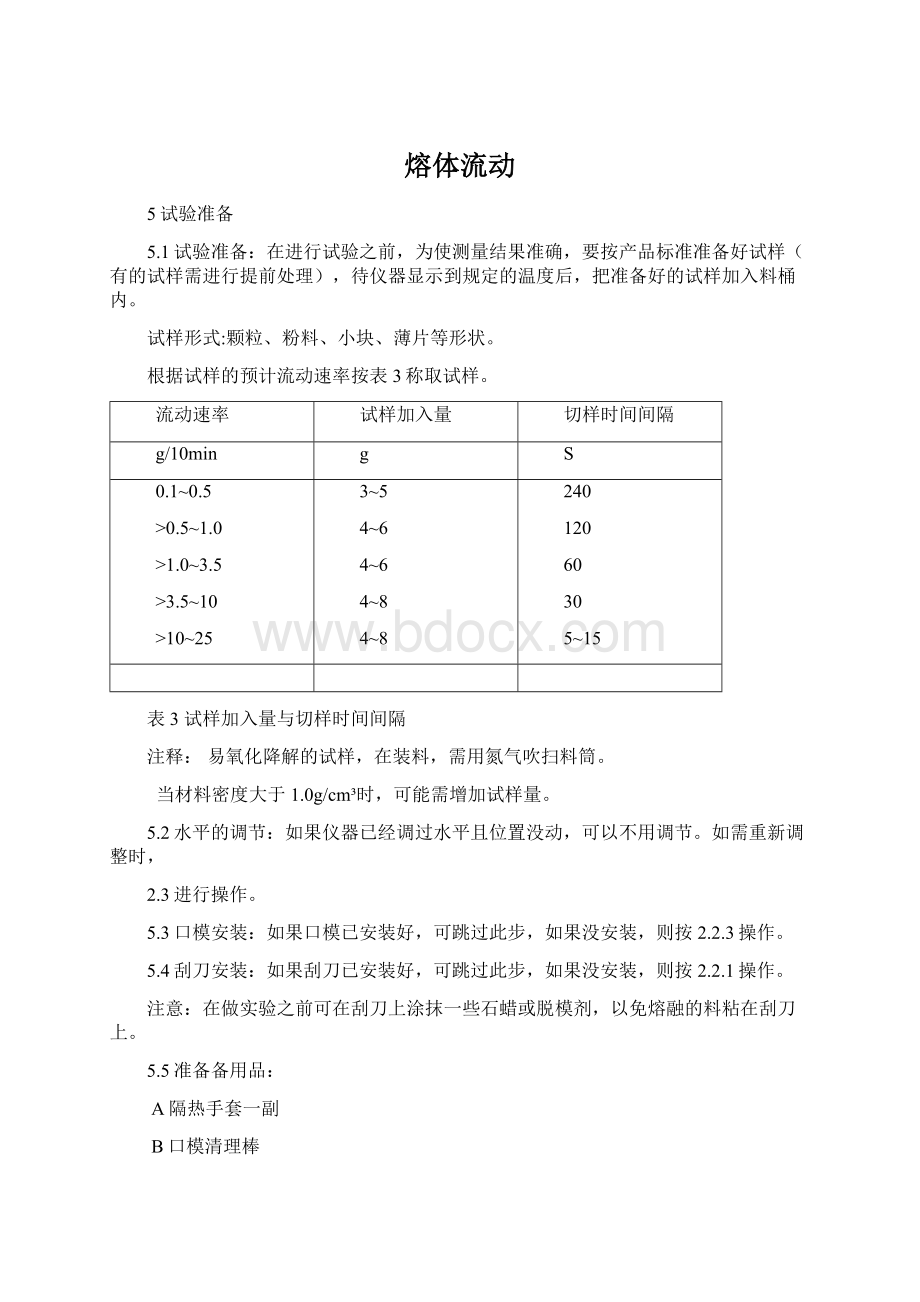
4~6
4~8
240
120
60
30
5~15
表3试样加入量与切样时间间隔
注释:
易氧化降解的试样,在装料,需用氮气吹扫料筒。
当材料密度大于1.0g/cm³
时,可能需增加试样量。
5.2水平的调节:
如果仪器已经调过水平且位置没动,可以不用调节。
如需重新调整时,
2.3进行操作。
5.3口模安装:
如果口模已安装好,可跳过此步,如果没安装,则按2.2.3操作。
5.4刮刀安装:
如果刮刀已安装好,可跳过此步,如果没安装,则按2.2.1操作。
注意:
在做实验之前可在刮刀上涂抹一些石蜡或脱模剂,以免熔融的料粘在刮刀上。
5.5准备备用品:
A隔热手套一副
B口模清理棒
C漏斗
D加料顶杆
E擦拭活塞、口模、料筒用的纱布或软布(最好是棉布)。
F将一条宽约50mm左右的纱布从清洗杆头部起,螺旋形缠绕在清洗杆上,缠绕后的清洗杆直径应能插入料筒内且松紧适宜。
6试验步骤
本仪器可进行自动操作方式试验和手动操作方式试验,下面分别对质量法和体积法两种试验操作方式进行介绍。
6.1体积法试验操作步骤:
通电开机后屏显如下所示:
操作者可进行试验人员的设定,设定后按“进入”按钮进入到试验界面。
空闲时间00:
00:
07MVREnglish
恒温温度:
190.0℃位移间隔:
6.35mm
测量次数:
4试验负荷:
5.000kg开始/停止
恒温温度测量次数间隔试验负荷计量
当前温度:
30.2℃开始控温设置
运行时间:
00:
00位移:
0.000mm
完成次数:
0切断测量
切段质量:
0.000g密度:
0.7636g/cm³
MFR0.000g/10min质量密度
第一步进行试验参数设定:
进行恒温温度、测量次数、位移间隔和试验负荷等参数设定,具体操作是按相应的设定按钮,屏幕出现数值输入对话框,输入试验相应的参数值即可。
也可按“设置”按钮进入到设定界面进行参数设定和实验操作方式的选择。
输入时可按屏幕提示进行操作(恒温温度精确到0.1℃,测量次数设定成整数,位移间隔精确到0.01mm,试验负荷精确到0.001kg,如果参数不变可不进行输入)。
在不知道试样流动速率的试验中,起初设定的次数和间隔在试验中不满足要求。
可以停止测量进行参数设定。
如果温度不变可在控温的情况下设定测量次数、位移间隔和试验负荷,此时正在控温,如要改变温度,应该停止控温,再进行设定温度,否则设定温度将不起作用。
在参数设定的过程中,温度最大值设定450℃,超过此值系统默认为450℃;
次数最大设定20次,超出默认20次;
位移间隔最大设定30.00mm,超出默认30.00mm;
试验负荷最大设定30.000kg,超出默认30.000kg,可根据实际重新设定。
第二步进行控温操作:
按“开始控温”按钮系统开始控温,同时计时部分将显示控温时间,屏幕左下角信息栏提示:
“系统正在进行恒温控制”。
若在控温期间可按“停止控温”按钮停止控温,但屏幕仍显示即时温度,屏幕左上角出现“空闲”字样,系统控温一段时间,炉筒温度恒定后,在采样温度到达恒温温度0.5之间4分钟后,屏幕左上角出现“恒温时间”的字样并显示恒温计时,此时蜂鸣器发出提示信号,恒温15分钟后可加料试验。
第三步加料操作:
把料加入料筒后用压料顶杆压实,把活塞杆重新放入料筒中,位移测量信号杆放入导向槽中,并使信号杆测量端在最高位置上。
第四步测量操作:
A手动操作方式试验:
加料后按“开始/停止”按钮启动定时器倒计时,当定时器设定时间到达后,系统将给出蜂鸣提示,进行预压,预压后按“切断”按钮切除挤出物,当活塞杆的下刻线与导向套基本平齐时,按“测量”按钮系统开始测量,在测量过程中,除此测量“停止”按钮可进行操作外,其他按钮不能进行操作,在测量过程中界面上将显示计时、位移、次数以及MVR各数值。
当测量完后,拿下可调节砝码。
B自动操作方式试验:
加料后按:
“测量”按钮启动自动试验,并且启动定时器倒计时,当定时器设定时间到达后,系统将给出蜂鸣提示,此时可加调节砝码,可调节砝码加载到基础砝码上后,进行预压,预压后按“切断”按钮切除挤出物,当活塞杆的下刻线与导向套基本平齐时,系统开始自动测量,在测量过程中,除此测量“停止”按钮可进行操作外,其他按钮不能进行操作,在测量过程中界面上将显示计时、位移、次数以及MVR各数值。
第五步仪器清洗:
按仪器要求进行清洗。
第六步试验结果处理:
样条冷却后,置于天平上,分别称重。
取质量平均值,输入到系统中,界面显示本次试验的平均质量流动速率和试样密度。
也可输入试样的密度,自动显示平均质量和平均质量流动速率。
如果继续进行体积法试验请按上述操作。
6.2质量法试验操作实例:
在体积法操作下可按屏幕上方的“MFR”按钮切换到质量方法操作界面,质量方法操作界面如下图所示:
190.0℃时间间隔:
60.0s
00
0.000g质量
MFR0.000g/10min打印查看
第一步进行试验参数设定:
输入时可按屏幕提示进行操作(恒温温度精确到0.1℃,时间间隔精确到0.1s,切料次数设成整数,试验负荷精确到0.001kg,如果参数不变可不进行输入)。
如果温度不变可在控温的情况下设定测量次数、位移间隔和试验负荷,此时正在控温,如要改变温度,则应该停止控温,再进行设定温度,否则设定温度将不起作用。
时间间隔不能大于36000秒,超出此值系统默认36000秒;
第二步进行控温操作:
第三步加料操作:
把料加入料筒后用压料顶杆压实,把活塞杆重新放入料筒中。
第四步测量操作:
加料后按“开始/停止”按钮启动定时器倒计时,当定时器设定时间到达后,系统将给出蜂鸣提示,此时可加调节砝码,调节砝码加载到基础砝码上后,进行预压,预压后按“切断”按钮切除挤出物,当活塞杆的下刻线与导向套基本平齐时,按“测量”按钮系统开始测量,在测量过程中,除此测量“停止”按钮可进行操作外,其他按钮不能进行操作,在测量过程中界面上将显示计时、次数。
加料后按“测量”按钮启动自动试验,并且启动定时器倒计时,当定时器设定时间到达后,系统将给出蜂鸣提示,此时可加调节砝码,可调节砝码加载到基础砝码上后,进行预压,预压后按“切断”按钮切除挤出物,当活塞杆的下刻线与导向套基本平齐时,系统开始自动测量,在测量过程中,除此测量“停止”按钮可进行操作外,其他按钮不能进行操作,在测量过程中界面上将显示计时、次数。
取质量平均值。
若所切样条的重量最大值和最小值之差超过其平均值的15%,则试验重做。
取质量平均值,按“质量”按钮输入到系统中,则显示本次试验的平均质量流动速率。
第七步每段试样熔体质量流动速率应按下式计算:
MFR(θ,m(nom))=t(ref)×
m/t
式中:
θ——试验温度,℃;
m(nom)——标称负荷,kg;
m——切断的平均质量,g;
t(ref)——参比时间(10min),s(600s);
t——切段的时间间隔,s;
MFR——熔体流动速率,g/10min。
试验结果取两位有效数字。
如果继续进行体积法试验请按照上述操作。
注意:
如果试样流动速率高于10g/min,则预热时试样会有较大损失,在这种情况下预热可以不加砝码或加较小的砝码,在4min预热结束后加上所需砝码。
7、计量操作:
在试验界面按“计量”按钮后,输入密码“5392”进入到计量操作界面,进行位移计量和时间计量时,按“清零”按钮位移测量值和时间计时值清零。
温度计量的具体操作:
若校正300℃的温度,则按“恒温温度”按钮设定温度为300℃,在按“开始控温”按钮,进行控温,当系统恒温后,则按“校准”按钮,出现校准输入值对话框,则可输入当前温度的实际值,按确认按钮后,当前温度会随实际的输入值改变。
如果校准一次不能把温度校正,则可等到恒温后再次进行校准。
“恢复”按钮,点击此按钮后出现恢复参数确认对话框,点击“是”后温度恢复到出厂前状态。
1在输入的校准数据时,必须保证所输入校准数据的准确性。
2在计量界面下,未经本公司技术人员同意,实验人员不要擅自对“调零”“调幅”“校准”,以及“恢复”按钮进行操作,否则造成不可逆转的错误。
8仪器清洗
每次试验完成后,对仪器的及时清洗是十分必要的。
(1)活塞清洗:
由于熔融料的粘附,活塞在直接提起的时候,阻力可能很大,此时可一边顺时针转动基础砝码,一边渐渐向上提起。
不能逆时针转动,否则,活塞会与砝码盖脱开,料筒因基础砝码逆时针转动而松动,在提起活塞时,可能会将料筒一并提出炉膛,给后续清洗工作造成很大的麻烦。
(2)口模的清洗:
把炉体外手柄向左拉出,用加料顶杆把口模从熔体下方顶出,同时,带着隔热手套在炉体下方接住口模。
迅速用口模清理棒将口模孔内残余热料顶出,然后用纱布或软布把口模外表面擦拭干净。
(3)料筒清洗:
用缠绕带纱布的清洗杆插入料筒内迅速上下擦拭,到干净为止。
清洗和实验操作中应带隔热手套,以免烫伤。
上述操作都要趁热进行,对一些难清洗的试样可适当加些润滑物(如硅油、石蜡或其他化学试剂)辅助清洗。
禁止使用可能损坏活塞、料筒或口模表面的磨料或材料。
附录B
(提示的附录)
热塑性材料的试验条件
表B1列出的是已规定在有关标准中的试验条件,如有必要,对某些特殊材料可使用不被列出的其他试验条件。
表B1
材料
条件(字母代号)
试验温度θ,℃
标称负荷(组合)Mmon,kg
PS
H
200
5.00
PE
D
190
2.16
E
0.325
G
T
PP
M
230
ABS
U
220
10.00
PS-1
E/VAC
B
150
Z
125
SAN
ASA、ACS、AES
PC
W
300
1.20
PMMA
N
3.80
PB
F
POM
MABS
 升级会员
升级会员 