过程审核检查表Word文件下载.docx
《过程审核检查表Word文件下载.docx》由会员分享,可在线阅读,更多相关《过程审核检查表Word文件下载.docx(38页珍藏版)》请在冰豆网上搜索。
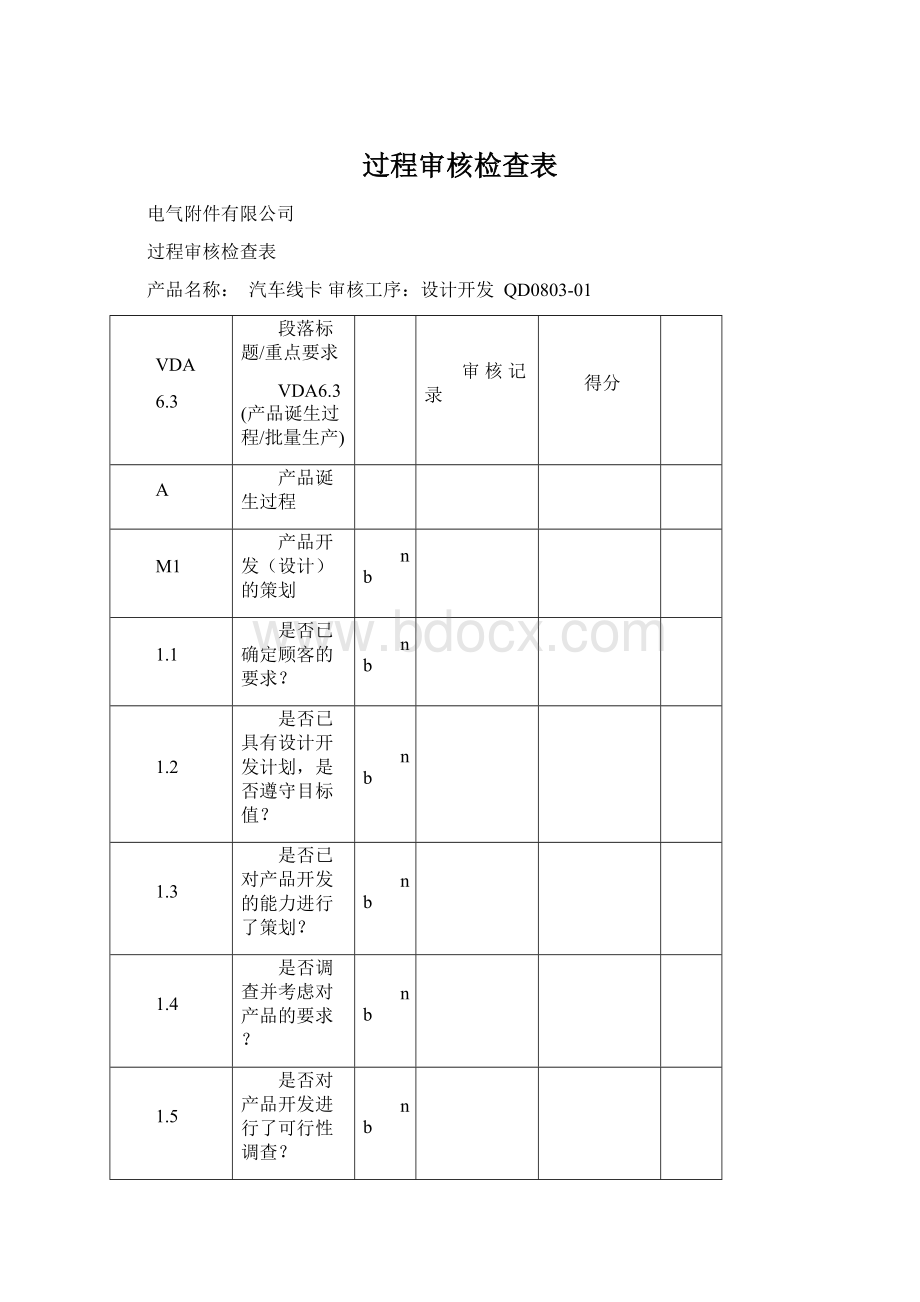
是否已具有设计开发计划,是否遵守目标值?
1.3
是否已对产品开发的能力进行了策划?
1.4
是否调查并考虑对产品的要求?
1.5
是否对产品开发进行了可行性调查?
1.6
是否已对人员及技术上必备条件进行了策划?
M2
产品开发(设计)的落实
2.1
设计D-FMEA是否在项目过程中补充更新?
已确定的措施是否已落实?
2.2
是否制订了质量计划?
2.3
是否已具备各阶段所要求的认可/合格证明?
2.4
是否已具备所要求的产品开发能力?
过程开发QD0803-01
B
批量生产
M3
过程开发的策划
3.1
是否已具有对产品的要求?
3.2
是否已具有过程开发计划,是否遵守目标值?
3.3
是否已策划了落实批量生产的资源?
3.4
是否了解并考虑到了对生产过程的要求?
3.5
是否已计划/已具备项目开展所需的人员与技术的必要条件?
3.6
是否已做了过程P-FMEA,并确定了改进措施?
M4
过程开发的落实
4.1
过程P-FMEA是否在项目过程中补充更新?
4.2
4.3
4.4
是否为了进行批量生产认可而进行在批量生产条件下的试生产?
4.5
生产文件和检验文件是否具备且齐全?
4.6
是否已具备所要求的批量生产能力?
M5
供方、原材料
5.1
是否仅允许已认可的且有质量能力的供方供货?
公司的供方都经过认可
10
5.2
是否确保供方所供产品的质量达到供货协议要求?
有2家供方的供货质量协议未签订
6
5.3
是否评价供货实物质量?
与要求有偏差时是否采取措施?
通过进货检验来评价实物质量
5.4
是否与供方就产品与过程的持续改进商定质量目标,并付诸落实?
与供方制定产品和过程的持续改进目标
5.5
对已批量供货的产品是否具有所要求的批量生产认可,并落实了所要求的改进措施?
对批量供货的产品进行了批量生产认可
5.6
是否对顾客提供的产品执行了与顾客商定的方法?
无顾客提供的产品
5.7
原材料库存(量)状况是否适合于生产要求?
原材料仓库未能做到先进先出
5.8
原材料/内部剩余材料是否有合适的进料和贮存方法?
原材料仓库材料的标识不全
5.9
员工是否具有相应的岗位培训?
员工进行了相应的岗位培训
汽车线卡审核工序:
供方/原材料QD0803-01
分条工序QD0803-01
M6
生产
6.1
人员/素质
6.1.1
是否对员工委以监控产品质量/过程质量的职责和权限?
规定了员工监控产品质量的职责和权限
6.1.2
是否对员工委以负责生产设备/生产环境的职责和权限?
未对生产员工规定生产完成后进行设备保养
8
6.1.3
员工是否适合于完成所交付的任务并保持其素质?
检验员未进行资格授权
6.1.4
是否有包括顶岗规定的人员配备计划?
关键工序人员的顶岗计划未制定
6.1.5
是否有效地使用了提高员工工作积极性的方法?
公司无相应的提高员工积极性的措施
6.2
生产设备/工装
6.2.1
生产设备/工装模具是否能保证满足产品特定的质量要求?
生产设备/工装模具能保证满足产品特定要求
6.2.2
在批量生产中使用的检测、试验设备是否能有效地监控质量要求?
车间有一把编号为LS150-08的游标卡尺无校准证明标识
6.2.3
生产工位、检验工位是否符合要求?
车间产品和原材料堆放混乱
6.2.4
生产文件和检验文件中是否标出所有的重要技术要求并坚持执行?
生产工位无相应的检验文件
6.2.5
对产品调整/更换是否有必备的辅助器具?
有必备的辅助器具
6.2.6
是否进行批量生产起始认可,并记录调整参数及偏差情况?
对批量生产进行了认可
6.2.7
要求的纠正措施是否按时落实并检查其有效性?
对要求的纠正措施落实情况进行了检查
运输/搬运/贮存/包装
6.3.1
产品数量/生产批次的大小是否按需求而定?
是否有目的地运往下道工序?
未制定产品的最低库存指标
6.3.2
产品/零件是否按要求贮存?
运输器具/包装方法是否按产品/零件的特性而定?
产品未按先进先出进行控制
6.3.3
废品、返修件和调整件以及车间内的剩余料是否坚持分别贮存与并标识?
车间返工件无相应的标识
6.3.4
整个物流是否能确保不混批、不混料并保证可追溯性?
无混料现象
6.3.5
模具/工具,工装,检验,测量和试验设备是否按要求存放?
模具/工装、测量设备按要求进行了存放
6.4
缺陷分析,纠正措施,持续改进(KVP)
6.4.1
是否完整地记录质量数据/过程数据,并具有可评定性?
对质量数据进行了记录
6.4.2
是否用统计技术分析质量数据/过程数据,并由此制订改进措施?
未对车间的不合格缺陷进行统计分析,并制定纠正措施
6.4.3
在与产品要求/过程要求有偏差时,是否分析原因并检查纠正措施的有效性?
当与产品和过程要求有偏差时,有原因分析
6.4.4
对过程和产品是否定期进行审核?
定期对过程和产品进行了审核
6.4.5
产品和过程是否进行持续改进?
未编制产品和过程的持续改进计划
6.4.6
对产品和过程是否有确定的目标值,并监控是否达到目标?
对产品质量未进行统计
冲压工序
特殊工序人员的顶岗计划未制定
检测、试验设备能有效地监控质量要求
按要求贮存、运输和检验
模具/工装、测量设备未按要求进行了存放
特殊过程的参数未定期进行记录
拉伸工序
VDA6.3
 升级会员
升级会员 