可行性报告计算报告Word文档格式.docx
《可行性报告计算报告Word文档格式.docx》由会员分享,可在线阅读,更多相关《可行性报告计算报告Word文档格式.docx(14页珍藏版)》请在冰豆网上搜索。
产量:
年产5万吨(90%)
预处理损失:
1.5%
离子交换:
洗脱:
可洗脱掉95%
一次浓缩损失:
1%,从
一次脱色损失:
4%(2%),我们取4%
二次脱色损失:
1%
二次浓缩损失:
0.1%,从45%浓缩到90%
成品浓度:
88~90%,我们取90%
提取阶段的总损失:
1-(1-1.5%)*(1-5%)*(1-1%)+(1-4%)+(1-1%)+(1-0.1%)=12.04%
二,进行物料衡算:
1,按年产5万吨计算
二次浓缩前
V1=50000*90%/((1-0.1%)*45%)=100100.100吨
50000为90%的乳酸
90%为最终乳酸浓度
0.1%为二次浓缩损失
45%为二次浓缩前乳酸浓度
二次脱色前
V2=100100.100/(1-1%)=101111.212吨
1%为二次脱色损失
一次脱色前
V3=101111.212/(1-4%)=105324.179吨
4%为一次脱色损失
一次浓缩前及发酵液量
V4=105324.179*45%/((1-1%)*10.5%*95%*(1-1.5%)*(1-0.1%))=487742.701吨
45%为二次浓缩前乳酸浓度
1%为一次脱色损失
10.5%为发酵成熟液酸浓度
95%为离子交换得率
1.5%为预处理损失
0.1%为倒罐率
所需发酵罐个数
487742.701/(500*300/60/24)=487742.701*60/(500*300*24)=8.13≈9个
500为发酵罐体积
60为发酵周期
300为发酵天数
24为一天24小时
总罐数
9+1=10个
2,按一天产量计算
V1=166.667*90%/((1-0.1%)*45%)=333.668吨
166.667为一天的生产量
V2=333.668/(1-1%)=337.038吨
1%为二次脱色损失
V3=337.038/(1-4%)=351.081吨
4%为一次脱色损失
V4=351.081*45%/((1-1%)*10.5%*95%*(1-1.5%)*(1-0.1%)=1625.811吨
0.1%为倒罐率
1625.811*60/(500*24)=8.13≈9个
9+1=10个
总物料衡算
1,生产1000Kg乳酸(100%)理论淀粉消耗量
1000x162/(2x90)=900Kg
2,生产1000Kg90%乳酸理论淀粉消耗量
900x90%=810kg
3,生产1000Kg90%乳酸需淀粉量(实际)
(1),提取阶段的损失率12.04%
生产1000kg乳酸发酵产量应为
1000*(1+12.04%)=1120.4kg
(2),理论上生产1120.4kg90%乳酸需糖量为
1120.4*90%*180/(2*90)=1008.36kg
(3),实际需糖量(发酵转化率为95%)
1008.36/95%=1061.43kg
(4)理论上生产1061.43kg葡萄糖需淀粉量为
1061.43*162/180=955.287kg
(5)实际需淀粉量(淀粉损失率2%)
955.287*(1+2%)=974.393kg
生产1000kg乳酸需83.3%玉米粉为
974.393/83.3%=1169.74kg
166.667吨实际发酵液量
955.287*166.667/(1000*11.15%)=1427.936吨
用罐数
1427.936*60/(500*24)=7.14≈8
8+1=9个
填入下表
指标名称
单位
指标数
生产规模
T/a
50000
生产方式
干酪乳杆菌厌氧分批发酵
年生产天数
d/a
300
生产日产量
t/d
166.667
产品质量
90%
发酵液酸浓度
%
10.5
倒罐率
1.0
发酵周期
H
60
糖酸转化率
95
1.5
0.5
可洗脱掉
1
一次浓缩度
45
4
0.1
二次浓缩度
90
预处理损失
发酵液总量
吨
503943.440
个
18
二次浓缩前发酵液量
吨/a
100100.100
吨/d
333.668
二次脱色前发酵液量
101111.212
337.038
一次脱色前发酵液量
105324.179
351.081
487742.701
1625.811
9
每天发酵需糖量:
1624.185*10.5%/95%+0.1%*1624.185=181.139
既10.5%/95%+0.1%=0.1115=11.15%
初糖浓度
181.139/1624.185=11.15%
三,糖化阶段物料与热量衡算
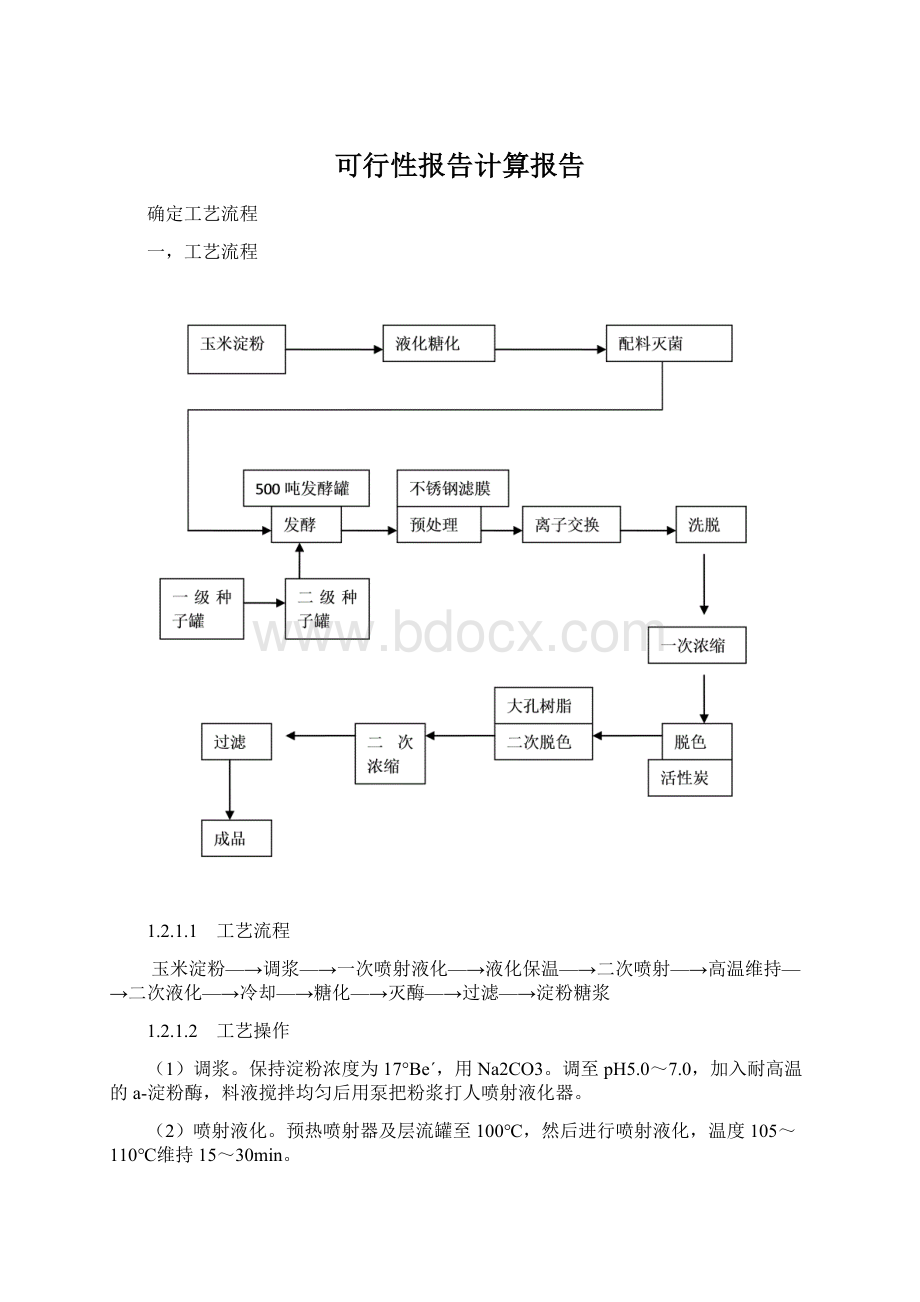
工艺流程
1,调浆
加水比1:
2.3(调至Be’17)
调浆水用量1169.74*2.3=2690.402kg
粉浆量2690.402+1169.74=3860.142kg
查《味精工业手册》得
波美Be
相对密度
淀粉(干基%)
17
1.1330
30.2
341.63
设:
混合后粉浆温度为50oC,调浆用50oC热水调浆,自来水平均温度取18oC
所以耗热量
Q=GC(t2-t1)=2690.402*(50-18)=86092.864kg
2,耐高温a-淀粉酶量
0.6L/t淀粉*(974.393/1000)=0.58L
3,CaCL2用量
0.2%*3860.142=7.72kg
4,干物质含量B=85%
玉米淀粉比热容为Co=4.18*(1-0.7*0.85)=1.69kj/kg.k
液化醪比热容为C1=B1C0+(1.0-B1)Cw
=30.2%*1.69+(1-30.2%)*4.18
=3.43kj/kg.k
30.2%为淀粉的干基含量
5,经喷射液化器后液化醪量
3860.142+3860.142*3.43*(100-50)/(2646-100*4.18)=4157.276kg
1646——喷射液化器加热蒸汽焓(0.05Mpa)
喷射器所需蒸汽量为
4157.276-3860.142=297.134kg
6,经液化层流罐出来的液化醪量
4157.276-4157.276*3.43*(100-95)/2270=4125.868kg
2270为95oC饱和蒸汽汽化潜热
7,经第二次喷射后液化醪量
4125.868+4125.868*3.43*(130-95)/(2646-130*4.18)=4361.438kg
2646为喷射液化器加热蒸汽焓(0.05Mpa)
所需蒸汽量为
4361.438-4125.868=235.57kg
8,经维持罐后液化醪量
4361.438-4361.438*3.43*(130-128)/2180=4347.713kg
2180为128oC饱和蒸汽汽化潜热
9,经闪急真空冷却后液化醪量
4347.713-4347.713*3.43*(128-60)/2357.6=3917.589kg
2357.6为60oC时饱和蒸汽汽化潜热
所以:
经闪急真空冷却器出来的二次蒸汽量为
4347.713-3917.589=430.124kg
10,糖化
糖化醪量
糖化时间
Ph
温度
3917.589kg
30h
4.2~4.5
60+-2oC
糖化酶用量
150u/g淀粉*974.393*10=146158950=1.462*108u
糖转化率为95%
糖化后还原糖量
974.393*180/(162*95%)=1028.526kg
发酵初糖浓度为
1028.526/3917.589=0.263
查得相对密度1.101
故糖化醪体积为
3917.589/1101=3.558m3
热量衡算部分:
糖化后灭酶,灭菌20分钟
糖液流量为3917.589*166.67/(24*3600)=7.557kg/s
取100oC热水加热糖化醪由60oC升温至80oC,设热水由100oC降温至80oC
Q糖=mcst=7.557*3.43*(80-60)=518.410kj/s
升温后经维持罐维持20min灭酶灭菌,经维持罐后进入喷淋冷却器冷却至发酵温度50oC80——50oC
Q=GC(t2-t1)=3917.589*166.67/24*(3.43*(80-50))=27.995*105kj/h=777.64kj/s
使用自来水喷淋冷却,自来水平均温度取18oC。
设喷淋冷却后温度升至25oC
冷却用水m=Q/(ó
t)=27.995*105/(4.187*(25-18))=95516.728kg/h=26.53kg/s
四,发酵阶段物料衡算
1,发酵液量
1169.74/11.6%=10083.966kg
2,米糠麸皮用量
10083.966*0.5%=50.42kg
3,酵液体积查得相对密度1.004
V=10083.966/1004=10.044m3
4,接种量10%
10.044*10%=1004.4L
1004.4*1.004=1008.42kg
5,需加水量
10083.966-50.42*2-3917.589=6065.537kg
6发酵中用NH4OH作为乳酸中和剂,控制PH在发酵过程中
 升级会员
升级会员 