焊工技能考核实施细则文档格式.docx
《焊工技能考核实施细则文档格式.docx》由会员分享,可在线阅读,更多相关《焊工技能考核实施细则文档格式.docx(17页珍藏版)》请在冰豆网上搜索。
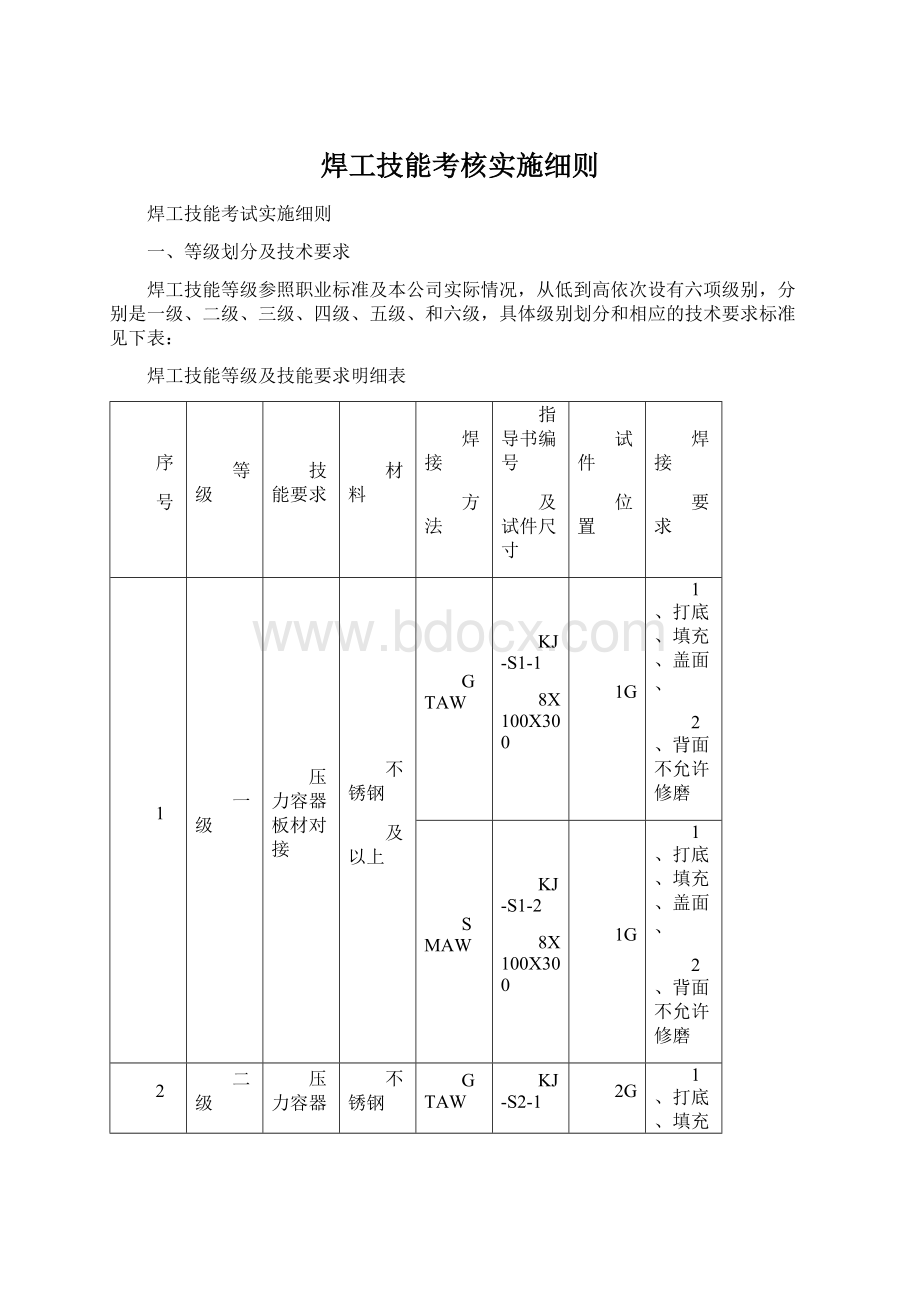
1、打底、填充、盖面、
2、背面不允许修磨
SMAW
KJ-S1-2
2
二级
压力容器
板材对接
KJ-S2-1
2G
KJ-S2-2
压力容器板材角接头/搭接
GMAW
KJ-S2-3
1F
3
三级
管材对接
KJ-S3-1
管φ25X3
6G
管板角接头
KJ-S3-2
板8X100X100
管φ60X4
6FG
1、打底、填充、盖面
4
四级
KJ-S4-1
3G
KJ-S4-2
KJ-S4-3
1、打底、熔化极气体保护焊填充、盖面、
5
五级
KJ-S5-1
背面不允许修磨
KJ-S5-2
1、钨极氩弧焊打底,焊条电弧焊填充盖面2、背面不允许修磨
6
六级
KJ-S6-1
KJ-S6-2
注:
(1)本表各技能等级中所列出的焊接方法,要求申报该级别的焊工必须具有可独立
操作并合格的能力。
(2)各个级别焊工均应具备根据焊接作业指导书独立领取焊接材料的能力。
(3)焊工技能定级需要掌握本级及所有低于本级的技能。
(4)等级评定过程中的试件图样及焊接工艺要求详见《焊接评级焊接作业指导书》。
(5)上表中“试件尺寸”为参考尺寸,以实际库存料为准。
二、实际操作考试要求
1、考试者应在正式考试前15分钟到场签到,根据申报级别的不同,抽签分配相应考核
工位,且不得私自更换。
2、考试组对、焊接时间为30分钟;
考试中如遇机具故障,应向监考人员提出,可更换
机具并适当延长考试时间。
3、参加考试的焊工领取材料后要进行自检,焊前准备好,进入考试后概不退换。
4、考试者试电流只能在废料上进行,不准在夹具上、试件上试电流,违者按违纪处理,
实操考试为0分。
5、考试者应单独完成各项考核,他人不得在旁指导,更不允许替焊,违者按违纪处理,
6、试件已经施焊,不得任意更换或变动焊位;
试件未焊完不准从焊接支架上取下,不
得在试件上作任何标记,包括电弧划伤违者按违纪处理,实操考试为0分。
7、施焊过程中,若试件焊废不予补发,但允许操作者在考核时间自行手工修复,焊
缝的正、反表面不准修复补焊。
8、考试完毕,操作者应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始
成形,清理好的试件应交监考人员检查,监考人员如发现操作者对试件未清理干净,
有权督促操作者返工,清理好的试件由监考人员收好待评分,并做好相关记录。
9、考试完成后应清理考试现场,注意关闭焊接电源,整理焊接把线,清扫本工位及周
围场地的卫生。
10、考试期间需爱护考试设备;
禁止替焊,补焊;
禁止在试件附近母材上起弧;
焊后禁
止打磨焊缝表面缺陷;
若有上述情况,以违纪论处,实操考试为0分。
11、考试期间需遵守考试纪律,注意人身安全。
注意手砂轮的正确使用,严禁打磨方向
朝向他人;
禁止焊把、焊条等随意乱放;
注意导线的绝缘;
取下试件时要注意安全
等。
三、日常表现评分要求:
评委会依据日常巡检结果、重大质量事故记录、出勤、工作态度等对考试人员进行
综合评分,对有重大事故的考试者评分最低可为0分。
四、具体评分标准
详见附表1、2、3、4、5
附:
考试相关各表格
XXXX公司股份有限公司
二O一九年五月
附表1:
手工焊板状试件外观检查项目及评分标准
焊工编号
评分员签名
合计分
检查项目
标准、分数
焊缝等级
实际得分
I
II
III
IV
焊缝余高
标准(mm)
0~1
1~2
2~3
>
分数
焊缝余高差
0~0.5(平焊)
0.5~1(平焊)
1~2(平焊)
2(平焊)
0~1(其他)
1~2(其他)
2~3(其他)
3(其他)
焊缝宽度
(比坡口每侧增宽)
0.5~1
1~1.5
1.5~2.5
2.5
焊缝宽度差
≤1.5
1.5,≤2
2,≤3
焊缝边缘直线度
0~0.5
咬边
深度≤0.5
且长度≤15
长度>
15,
≤30
深度>
0.5或长度>
30
背面凹坑
深度≤1..5
15,≤30
1.5或长度>
错边量
≤0.4
0.4,≤0.8
0.8
角变形
标准(°
)
焊缝外表成形
优
良
一般
差
成形美观,鱼
鳞均匀细密,高低宽窄一致
成形美观,鱼鳞均匀,焊缝平整
成形尚可,焊缝平直
焊缝弯曲,高低宽窄明显,有表面焊接缺陷
其他扣分项
(1)焊缝未盖面、焊缝表面及根部修补或试件做舞弊标记,则该单项
作0分处理。
(2)凡焊缝表面有裂纹、夹渣、未熔合、未焊透、气孔、焊瘤等缺陷
之一的,该试件外观为0分。
附表2:
管状试件外观检查项目及评分标准
≤1
1.5,<
≤0.5
0.5,≤1
1,≤2
1,≤1.5
1.5,≤3
深度≤0.3
长度≤焊缝长度10%
0.5或
长度>焊缝长度10%
根部凸出
通球
=0.85d(径)
6(通过),0(通不过)
成形美观,鱼鳞均匀细密,高低宽窄一致
成形美观,鱼鳞均匀,焊缝平整
(1)焊缝未盖面、焊缝表面及根部修补或试件做舞弊标记,
则该单项作0分处理。
(2)凡焊缝表面有裂纹、夹渣、未熔合、未焊透、气孔、
焊瘤等缺陷之一的,该试件外观为0分。
附表3:
管板角接头试件外观检查项目及评分标准
背面焊缝余高
≤2
≤3
焊缝宽窄差
且长度≤10
10,≤20
20
管侧焊脚
0.5T~1T(T管厚)
<0.5T或>1T(T管厚)
角焊缝凸凹度
1.5
(2)凡焊缝表面有裂纹、夹渣、未熔合、未焊透、气孔、焊
瘤等缺陷之一的,该试件外观为0分。
附表4:
无损检测评分表
序号
试件编号
焊工姓名
评分员
射线检测
II级片以上
III级片及以下
30分
0分
渗透检测
I级合格
II级合格
附表5:
操作过程评分表
编号
焊工
姓名
焊前准备及焊后清理(总分15)
独立领取正确焊材
(3分)
正确使用电流电压(5分)
劳保用品佩戴
焊后清理
(4分)
小计
备注
单项
得分
 升级会员
升级会员 