数控加工参数表Word文档格式.docx
《数控加工参数表Word文档格式.docx》由会员分享,可在线阅读,更多相关《数控加工参数表Word文档格式.docx(9页珍藏版)》请在冰豆网上搜索。
15~20
40~60
铸铁(软)
10~12
18~25
75~100
铸铁(硬)
45~60
冷硬铸铁
30~60
可锻铸铁
20~30
25~40
75~110
钢(低碳)
10~14
18~28
45~70
钢(中碳)
15~25
钢(高碳)
12~20
30~45
合金钢
35~80
合金钢(硬)
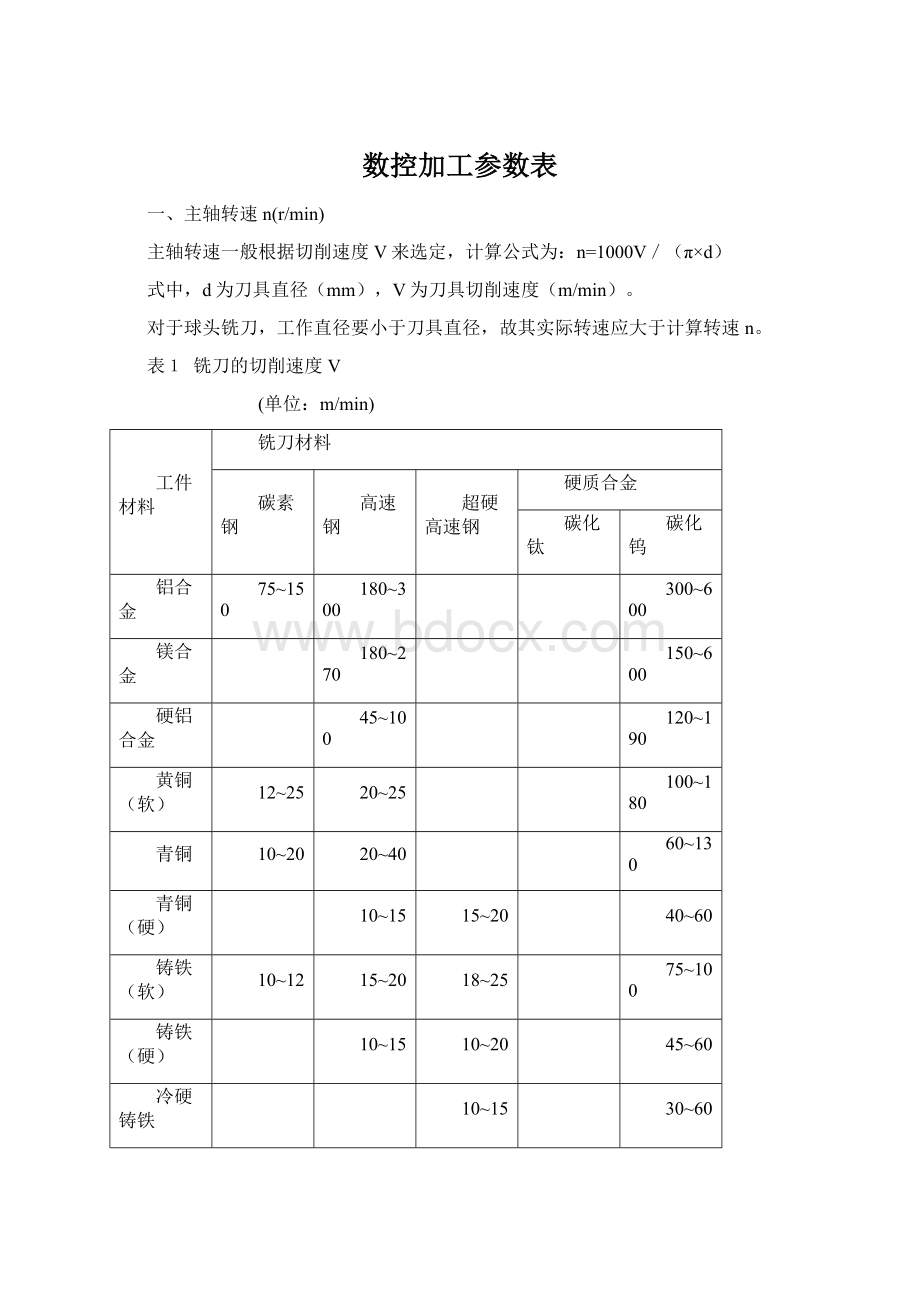
二、进给速度Vf(mm/min)
Vf=fz×
z×
n式中n为主轴转速,z为铣刀齿数,fz为每齿进给量(mm/齿).
每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,fz越小;
反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,fz就越小。
1、铣削加工
表2
铣刀每齿进给量fz
mm/齿)
铣刀
面铣刀
立铣刀
成形铣刀
镶刃刀
铸铁
0.2
0.05
0.04
0.3
0.1
0.15
0.09
低碳钢
中高碳钢
0.03
0.08
铸钢
镍铬钢
0.02
0.06
高镍铬钢
黄铜
0.21
铝
Al-Si合金
0.18
Mg-Al-Zn
Al-Cu-Mg
Al-Cu-Si
2、镗削加工
表3
镗孔切削用量
工序
钢
铝及铝合金
V
(m/min)
f
(mm/r)
粗镗
0.2~0.6
25~30
100~150
0.5~1.5
30~35
1~1.5
35~55
100~250
0.8~1.5
半精镗
20~35
0.15~0.45
25~35
0.1~0.5
100~200
0.2~0.5
50~70
55~85
0.15~0.55
120~300
0.3~0.6
精镗
22~40
0.08~0.35
25~37
0.1~0.35
120~250
0.1~0.4
70~90
0.12~0.35
60~80
0.15~0.35
150~400
3、攻螺纹
攻螺纹前底孔直径的确定:
攻米制螺纹
螺距P<
1mm:
d0=d-P
P>
d0=d-(1.04~1.06)P
式中
P—螺距(mm)
d0—钻头直径(mm)
d—螺纹公称直径(mm)
攻不通孔螺纹
钻孔深度=所需螺孔深度-0.7d
表4
攻普通螺纹前的底孔直径
螺纹公称直径d
螺距P
钻头直径d0
铸铁、青铜
黄铜、铝及铝合金
钢、紫铜
2
0.4
0.25
1.6
1.75
2.5
0.45
0.35
2.05
2.15
3
0.5
2.65
4
0.7
3.3
3.5
5
0.8
4.1
4.5
4.2
6
1
0.75
4.9
5.2
8
1.25
6.6
6.9
7.1
6.7
7
7.2
10
1.5
8.4
8.6
8.9
9.1
8.5
8.7
9
9.2
12
10.1
10.4
10.6
10.9
10.2
10.5
10.7
11
14
11.8
12.4
12.9
12.5
13
16
13.8
14.4
14.9
14.5
15
18
15.3
15.8
16.4
16.9
15.5
16.5
17
20
17.3
17.8
18.4
18.9
17.5
18.5
19
22
19.3
19.8
20.4
20.9
19.5
20.5
21
24
20.7
21.8
22.4
22.9
22.5
23
表5
攻英制螺纹前的底孔直径
公称直
径/㎜
非螺纹密封管螺纹
英制锥管螺纹
英制锥螺纹
每25.4㎜的牙数
钻头直
1/8
28
8.8
27
1/4
11.7
11.2
11.1
3/8
15.2
14.7
1/2
18.3
17.9
3/4
24.4
23.6
23.2
30.6
29.7
29.2
11∕4
39.2
38.3
37.9
13∕8
41.6
11∕2
45.1
44.1
43.9
55.8
56
表6
攻螺纹切削速度
(单位:
钢及合金钢
切削速度V
2.5~5
1.5~5
5~15
4、钻孔加工
表7
用高速钢钻头钻孔切削用量
(f单位:
mm/r)
牌号或硬度
切削用量
钻头直径
1~6
6~12
12~22
22~50
HB160-200
16~24
0.07~0.12
0.12~0.2
0.2~0.4
0.4~0.8
HB200-241
10~18
0.05~0.1
0.1~0.180
0.18~0.25
0.25~0.4
HB300-400
5~12
0.03~0.08
0.08~0.15
0.15~0.2
0.2~0.3
35、45
8~25
0.1~0.2
0.3~0.45
15Cr、40Cr
12~30
8~18
0.15~0.25
0.25~0.35
纯铝
20~50
0.02~0.15
0.05~0.3
0.08~0.5
0.15~0.8
0.02~0.1
0.04~0.2
0.08~0.4
0.1~0.7
铜
60~90
0.2~0.25
0.25~0.75
硬青铜
25~45
0.03~0.05
0.05~0.15
0.12~0.25
0.25~0.5
(用合金钻头进行孔加工时,可适当提高转速和进给量。
)
5、铰孔加工
铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为0.1~0.2mm
底孔直径=铰刀直径-(0.1~0.2)mm
铰削加工时切削速度V取3~15m/min
进给量f取0.05~0.5mm/r
注意:
在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择
加工材料
切
削
液
10%~20%的乳化液;
铰孔要求高时可采用30%菜油加70%肥皂水;
铰孔的精度要求更高时,可采用菜油、柴油、猪油等
煤油(注意煤油可能会引起孔径缩,最大收缩量可达0.02~0.04mm)
低浓度乳化液
煤油
乳化液
注:
以上各表是加工中心和数控铣床常用的加工参数,供参考。
 升级会员
升级会员 