V法铸造Word文档下载推荐.docx
《V法铸造Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《V法铸造Word文档下载推荐.docx(14页珍藏版)》请在冰豆网上搜索。
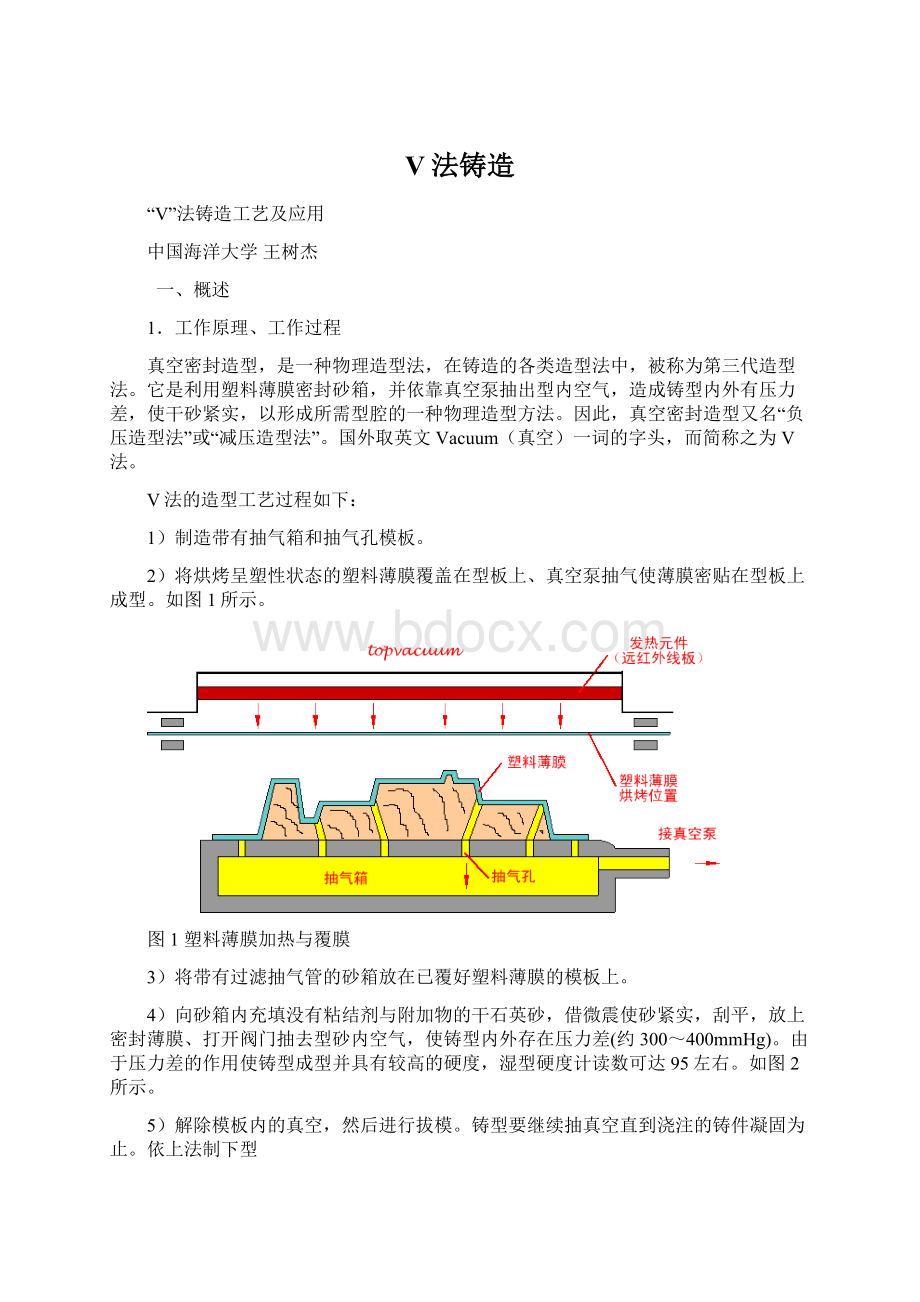
图1塑料薄膜加热与覆膜
3)将带有过滤抽气管的砂箱放在已覆好塑料薄膜的模板上。
4)向砂箱内充填没有粘结剂与附加物的干石英砂,借微震使砂紧实,刮平,放上密封薄膜、打开阀门抽去型砂内空气,使铸型内外存在压力差(约300~400mmHg)。
由于压力差的作用使铸型成型并具有较高的硬度,湿型硬度计读数可达95左右。
如图2所示。
5)解除模板内的真空,然后进行拔模。
铸型要继续抽真空直到浇注的铸件凝固为止。
依上法制下型
6)下芯、合箱、浇注。
如图3所示。
7)待金属凝固后,停止对铸型抽气,型内压力接近大气压时,铸型就自行溃散。
图2造型
图3下芯、合箱
2.V法造型的特点
(1)优点
①提高铸件质量。
表面光洁、轮廓清晰、尺寸准确。
铸型硬度高且均匀,拔模容易。
②简化设备、节约投资、减少运行各维修费用。
省去有关粘合剂、附加物及混砂设备。
旧砂回用率在95%以上,设备投资减少30%,设备动力为湿型的60%,劳动力减少35%。
③模具及砂箱使用寿命长。
④金属利用率高。
V法造型中,金属流动性好,充填能力强,可以铸出3mm的薄壁件。
铸型硬度高、冷却慢,利用补缩,减少冒口的尺寸。
工艺出品率提高,减少了加工余量。
⑤有利于环境保护。
由于采用无粘结剂的干砂,省去了其它铸造工艺中型砂的粘结剂、附加物或烘干工序,减少了环境污染,是绿色铸造工艺。
(2)缺点
①造型操作较复杂,小铸件生产率不易提高。
②从始至终需抽真空,实现机械化有困难。
③因塑料薄膜的延伸性和成型性的限制,影响该工艺方法扩大应用范围。
④需要考虑砂子的粉尘去除及冷却问题。
二、V法工艺主要装备及设备
1.真空抽气系统
V法造型用的真空抽气系统,包括真空泵、真空罐、滤气罐、分配罐以及连接管路等。
真空抽气系统示意图如图4所示。
1—汽水分离器2—真空泵3—真空罐4—滤气罐
5—真空管路6—真空分配罐7—真空软管
图4真空抽气系统示意图
真空抽气系统的设计要防止粉尘或细砂侵入真空泵,因为粉尘或细砂进入真空泵后,将加速机件的磨损,缩短机件的寿命,甚至影响真空泵的使用性能。
为此系统中设置水浴滤气罐,余气经水浴滤气罐进一步净化后进入真空泵,含尘浓度小于0.5mg/m3,通过真空泵排入大气。
(1)真空泵的选择
真空泵分干式和湿式两种,干式真空泵可获得真空度高,但结构复杂易出故障,维修不便,尤其是抽气量低。
湿式真空泵真空度不高,但抽气量大,使用可靠、故障率低。
V法造型时,不需要过高的真空度,一般在―0.04~―0.06MPa范围内即可,一般湿式真空泵可满足V法造型时所需的真空度,尤其是其抽气量大适合V法造型的需要,一般选用水环式真空泵,选用时应注意抽气量与真空度之间的关系。
一般说来,形成的真空度愈大,抽气量就愈小。
真空泵的抽气量可根据砂箱尺寸、同时抽真空的砂箱数、浇铸时薄膜烧失造成的漏气量以及真空系统除砂箱外的漏气量决定。
(2)滤气罐
滤气罐的作用是防止从砂箱内抽吸来的细砂或粉尘进入泵内,影响泵的正常工作;
并能防止细砂或粉尘进入泵内磨损机件。
滤气罐内设置挡尘罩、滤网、液位指示和排尘阀,从砂箱内抽吸来的细纱和粉尘经挡尘罩的阻挡、水浴和滤网的过滤,靠自重而下沉,落到罐体底部,定期打开排尘阀,清除沉落下来的细纱和粉尘。
为提高过滤效果,应考虑增加过滤面积降低过滤速度,尽量增大滤气罐截面积。
(3)真空罐
真空罐为一密封容器,其作用主要用于稳定真空系统压力,缓冲系统压力波动对造型浇铸工作的影响,真空罐的容积过小,稳压效果差;
反之,系统从启动到可进行造型的时间过长,动力和材料消耗大,占地面积也大。
一般选择在半分钟内真空度小于0.05MPa,从避免砂型塌箱现象考虑,应尽量加大真空罐的容积。
(4)滤砂与分配罐
滤砂与分配罐的作用是将从砂箱内抽吸来的细砂和粉尘进行初步过滤,微粒砂因自重而下降,落到罐体底部,定期打开排尘阀,可以清除沉落下来的细纱和粉尘。
在罐体上设置几个进气管,可根据实际需要,用软管与砂箱连接。
在各进气管和吸气管上都装有截止阀,可以开闭气路。
罐体上装有真空表,用以观察和控制真空度的大小。
2.造型系统
造型系统包括振实台、塑料薄膜烘烤器、模板和砂箱等。
(1)振实台
型砂的充填密度对铸件有很大影响,为了提高型砂的抗压强度和硬度,必须提高充填密度,为此需要在填砂时予以振动。
此外振动还有利于因自然堆积角影响,在填砂时不易达到的一些局部位置的充填,当薄膜局部搭桥或皱褶垂直于填砂方向时,也会影响砂子在其下方填满,在减压成型后,此褶合的双层薄膜便会向其未填实的方向拉开,使铸型表面形成开口状态。
紧实度不够时还会造成铸件因胀砂而增大壁厚的危险,也会增大分型面的披缝。
所以填砂时进行必要的振动,使流动性本来大的干砂获得足够的紧实度是非常重要的,而影响紧实度的主要参数是激振力的大小和方向,在零件横向凸凹部位和垂直于填砂方向的薄膜局部搭桥或皱褶处,仅靠垂直方向的单向激振力往往不能满足局部充填和紧实度的要求,最理想是对型砂施加三维振动使其呈无规则的三维流动,实现最佳的充填和紧实效果,提高充填和紧实效率。
对于形状简单无横向凹凸部位的铸件,可采用普通的振实台;
但当铸件比较复杂,有水平孔或横向凹凸变化时,最好采用三维振实台,它可以满足各种铸件不同的振动形式和激振力的造型要求,有效地避免砂子填充不良和提高充填紧实效率。
(2)塑料薄膜烘烤器
为了使塑料薄膜均匀地贴附在模型上,必须将塑料薄膜加热,可供采用的加热方法很多,主要有电加热,气加热,水加热等。
在日本有采用气加热的,但由于电热器简单易行,使用方便,故在国内得到广泛的采用。
采用远红外线辐射板的电热设备,整个加热器是一个矩形的罩子,在罩子下边装有若干块远红外线辐射板,也可以采用远红外辐射石英玻璃管加热,被加热的薄膜,置于此辐射板组下边150~300mm处,由于加热器的四角及周边热量损失较大,但中心部分热量较集中,这样烘烤会使薄膜受热不匀,为了使加热器各处的烘烤温度较均匀,一般将远红外线辐射板分成几组,利用调节各组远红外线辐射板所供电压的大小,来使整个加热器各处发出的热量达到均匀,塑料薄膜加热到60~80℃。
加热所需的时间,可根据薄膜种类和厚度通过试验确定,一般达到薄膜出现镜面开始下垂即可。
塑料薄膜烘烤器的结构形式主要有悬挂升降式、移动式和与生产线配套的薄膜自动输送式。
(3)模板
V法造型用模板包括模型和放置模型的底板,在长度方向沿中心线两侧端部设有与砂箱配合的定位销套,在模板下面设有抽气室。
模板的结构采用木质装配式。
在V法造型中,模型不与型砂接触(隔着一层薄膜)且不需要特别加以震击、压实或高温加热,所以模型的磨损和变形很小,使用寿命长,通常用经济、易于施工制作的木模制造。
但在木模结构上要相应考虑V法的特殊要求:
①模型做成空心的,使之形成抽气室,较大的模型内部设置加强筋,以保证在抽气负压作用下,模型不致破裂或变形。
②模型尽量避免尖锐的棱角,以免覆膜吸不到位或吸破薄膜。
③模型拔模斜度可以很小,甚至可以不要拔模斜度,这是因为V法造型时薄膜和模型之间较光滑,摩擦力很小,所需的拔模力较小。
④模型表面需要开设抽气孔,抽气孔一般为Ф1.5~2.5mm,开设的部位随模型的轮廓形状而异,但必须特别注意开在模型的凸凹、折边、拐角等不易覆好薄膜之处。
对于线条曲折、轮廓复杂的模型,抽气孔的间距应小些;
对于外形简单、线条平直的模型抽气孔的间距应留大些。
对于无凹陷部位的顶面和立面,可不必钻抽气孔。
⑤木模表面不宜涂刷干漆片溶液,也不宜涂刷耐温低于60~70℃的其他油漆,否则将烘热的塑料薄膜覆上后会出现粘模现象,影响拔模。
一般可在木模表面涂刷银粉来保护模型面。
(4)砂箱
V法造型的砂箱除四壁要密封外,砂箱内部必须装设抽气、过滤装置。
V法砂箱按抽气方式可分为侧面抽气、管式抽气、金属软管抽气式三种基本型式和复合抽气式砂箱。
①侧面抽气砂箱。
它的四壁是用钢板焊成的密封夹层,夹层之间形成连通的抽气室。
在砂箱端部的外壁上,焊有一根管接头,可利用橡胶软管将此管接头与真空系统接通。
在砂箱的内侧四壁面有抽气孔,并在该处装有多孔滤气板,为了防止细砂吸入真空泵中,在多孔滤气板之间夹装有两层110目的金属丝网,但这种滤网经常容易被凝集的油砂芯挥发物及粉尘所堵塞,砂内气体不易排出,造成达不到必要的真空度。
侧面抽气砂箱的顶面无横挡,所以造型时对浇冒系统的设置,以及浇注后铸件的落砂都较方便。
但由于这种砂箱的抽气孔是设在四个内壁面上,所以在靠近内壁面处的真空度较大,愈向砂箱中心处,则因砂粒间阻力的作用,真空度将愈小,因此侧面抽气砂箱一般只能用于面积不超过1m2的小型砂箱,若砂箱过大,往往会使砂型中心处真空度过小,以致强度不够而塌型。
②管式抽气砂箱。
这种砂箱的端壁是用钢板焊成的密封夹层,夹层中的中空部分形成抽气室,而侧壁是实体的,抽气孔设在焊于两端壁的数根抽气管上,并于抽气室连通。
孔的间距一般为25mm左右,孔径Ф4~5mm,也可钻成交错密排大孔的;
在钢管外面包裹两层110目的金属网,以防止细砂及粉尘被吸入抽气室。
由于这种砂箱利用每根钢管上的抽气孔抽气,可使砂型各处得到较为均匀的真空度。
钢管上的抽气孔径及根数以及间距的分布,可根据砂箱大小及铸型特征来定,一般钢管的间距为200~300mm左右。
由于焊有数根钢管,砂箱的刚度及强度都较好,适用于面积超过1m2的大、中型砂箱,但由于箱体内焊有数根抽气管,给任意设置浇冒口和取出铸件带来不便,从而影响了砂箱的通用性。
另外,外裹的细目金属丝网,在使用中也较易损坏或堵塞。
③金属软管抽气砂箱。
在采用V法铸造的实践中,针对上述两种砂箱存在的问题,国内创造了另一种抽气砂箱——金属软管(蛇皮管)抽气砂箱。
这种砂箱的结构很简单,是由单层壁构成的,可制作尺寸较大的砂箱,为避免塌箱、铸型沉降和变形,设置较密的钢板箱带,在与模型相邻侧与模型表面留有30~50mm的间隙。
为便于金属软管的安装固定,在相应的位置切割出通过式安装固定孔。
金属软管两端与固定在箱壁上的真空接头相连,当抽气时,通过软管各活动节间的缝隙来抽吸砂粒间的空气,同时又能阻止细砂及粉尘被吸入,软管挂在砂箱内壁和固定在箱带的安装固定孔内,软管位置距型腔表面的距离应≥50mm,否则靠型腔表面太近金属凝固潜热易损坏软管。
这种软管因间隙较大,易吸入砂粒和粉尘,因此,真空管路系统必须配置滤砂和水浴装置,以防止砂粒、粉尘进入真空泵。
砂箱结构采用钢板焊接,箱筋可用来固定金属软管,软管一般多选用直径为25mm及32mm的两种,但由于软管质量问题非常容易造成软管破损。
金属软管抽气式砂箱的结构简单、制造方便,抽气管布置灵活,比较适合于较大型的砂箱,主要应用于V法地面造型和简易V法造型生产线的砂箱,对于自动化V法造型生产线砂箱制作要求很高,且多为复合抽气式砂箱,最常用的是侧面抽气+管式抽气复合式砂箱,砂箱四壁是用钢板焊成的密封夹层,夹层之间形成连通的抽气室,砂箱内侧设置敷设金属滤网的抽气板,砂箱顶面设置包覆金属滤网的抽气管,若砂箱尺寸较大需要设置箱带,那么抽气管与箱带相间布置。
3.砂处理系统
V法造型用型砂在反复使用过程中,要突出解决以下问题:
(1)控制粉尘及杂物。
随着使用次数的增多,旧砂
 升级会员
升级会员 