项目十九快餐盒模具的加工文档格式.docx
《项目十九快餐盒模具的加工文档格式.docx》由会员分享,可在线阅读,更多相关《项目十九快餐盒模具的加工文档格式.docx(15页珍藏版)》请在冰豆网上搜索。
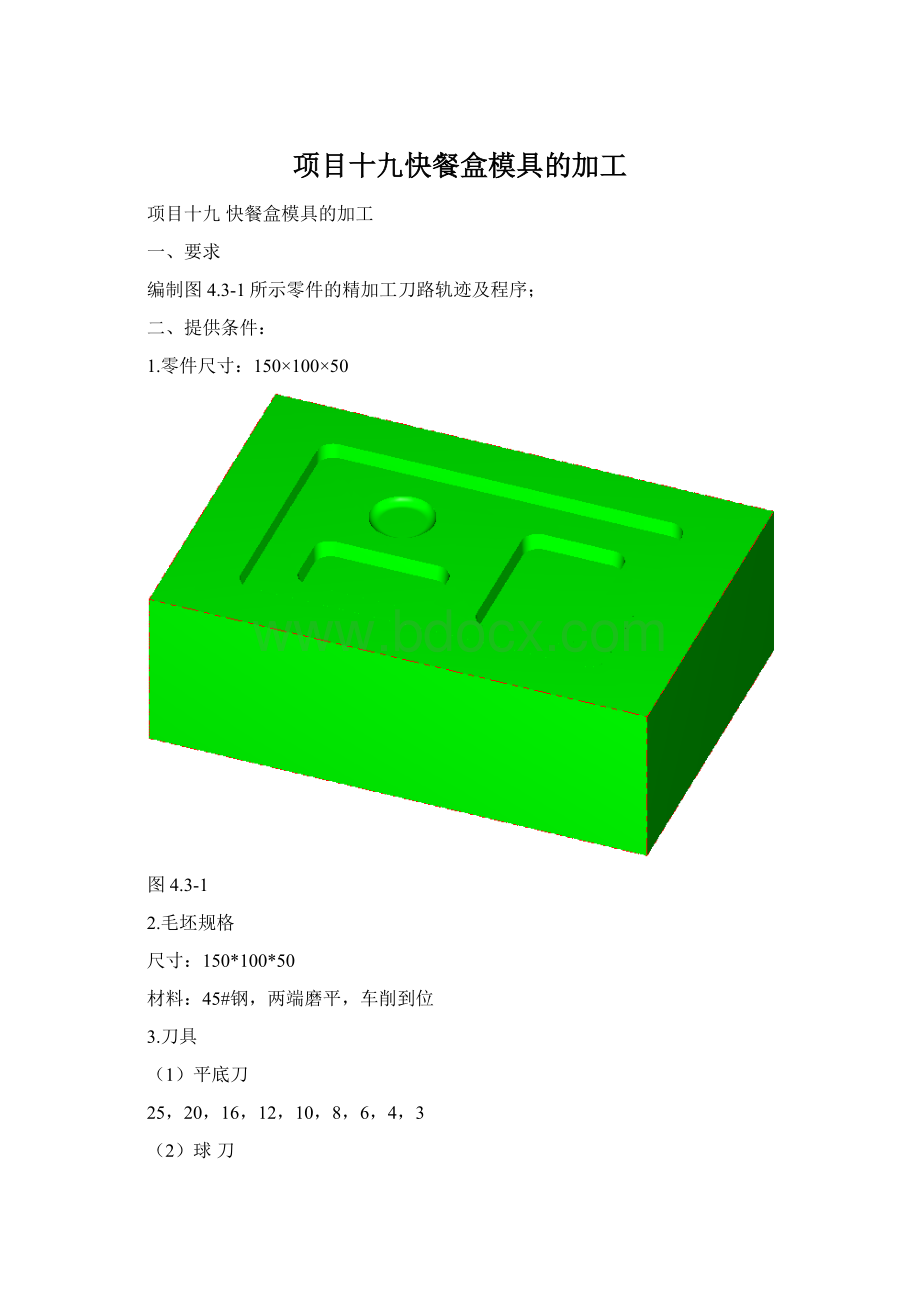
150*100*50
材料:
45#钢,两端磨平,车削到位
3.刀具
(1)平底刀
25,20,16,12,10,8,6,4,3
(2)球刀
25(R12.5),20(R10),16(R8),12(R6),10(R5),8(R4),6(R3),5(R2.5),4(R2),3(R1.5)
(3)圆刀
32(R6),30(R5),25(R1),20(R1),16(R1)
4.夹具
平口钳、三角爪
三、目的
1.掌握模具加工工序安排。
2.掌握精加工的基本工艺知识。
3.掌握如何判断刀具路径的优劣性,进行刀具路径优化;
四、过程与步骤
1.工作思路
(1)明确加工内容——精加工“型芯”;
(2)分析图形,熟悉图形尺寸及形状特点;
(3)确定编程原点——零件最高面正中央;
(4)确定加工工步——粗加工后,再进行精加工。
工序名称
目的意图
加工方法
刀具
铣削深度
加工余量
工步①(略)
粗加工零件
曲面挖槽
¢12平刀(合金刀)
Z0~Z-15
0.3
工步②
精加工2D区域
外形铣削加工/挖槽
¢12平刀(合金刀)
Z-15
工步③
精加工曲面区域
3D等距环绕
¢12R1飞刀
(合金刀)
Z-7
(5)确定加工方法——先采用曲面挖槽功能进行粗加工→用3D环绕等距对零件曲面进行半精加工、精加工
(6)刀路编制;
(7)后处理生成数控加工程序;
(8)填写程序清单;
2.刀路编制步骤
(1)打开文件4-3.mc9,按Alt+S着色,按F9键显示坐标系,通过相应的屏幕操作命令
调整好观察角度,如图4.3-2;
图4.3-2
(2)定义加工坐标系
参照前面讲过的方法完成坐标的定义,结果如图4.3-3所示。
图4.3-3加工坐标系
(3)将实体转化为曲面
将实体移动到100层,工作层为第1层,创建实体曲面。
图4.3-4
定义此线为加工边界
(4)应用曲面挖槽加工功能编制粗加工刀路(略),完成应如图4.2-5所示。
图4.3-5粗加工刀路
(5)应用3D环绕等距功能编制半精加工刀路
图4.3-6选择加工区域
图4.3-7设置刀具参数
图4.3-8设置曲面加工参数
(6)挖槽精加工
挖槽加工刀路
无需分层铣切
(7)曲面精加工,等高加工
模拟验证
3.程序生成
(略,请参考项目4.1)
4.填写程序清单
图纸编号
工件名称
编程人员
编程时间
文件存档位置及档名:
XXX
D:
\XXX\XX.NC
顺序号
程序名
刀具
理论加工时间
备注
类型
直径
刀角半径
装刀长度
1
H1.nc
平刀
Ø
12
35
0.3mm
粗加工
2
H2.nc
精加工
3
H3.nc
圆鼻刀
R1
装夹定位示意图:
说明:
1.装夹方式用平口钳装夹,工件高出钳口31mm以上;
2.XY方向加工原点四边分中为XY方向加工原点(如左图示);
Z向加工原点工件上表面为Z向加工原点
3.校表拉平水平定位面
 升级会员
升级会员 