精品隧道衬砌台车方案受力计算Word文档格式.docx
《精品隧道衬砌台车方案受力计算Word文档格式.docx》由会员分享,可在线阅读,更多相关《精品隧道衬砌台车方案受力计算Word文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
)
2。
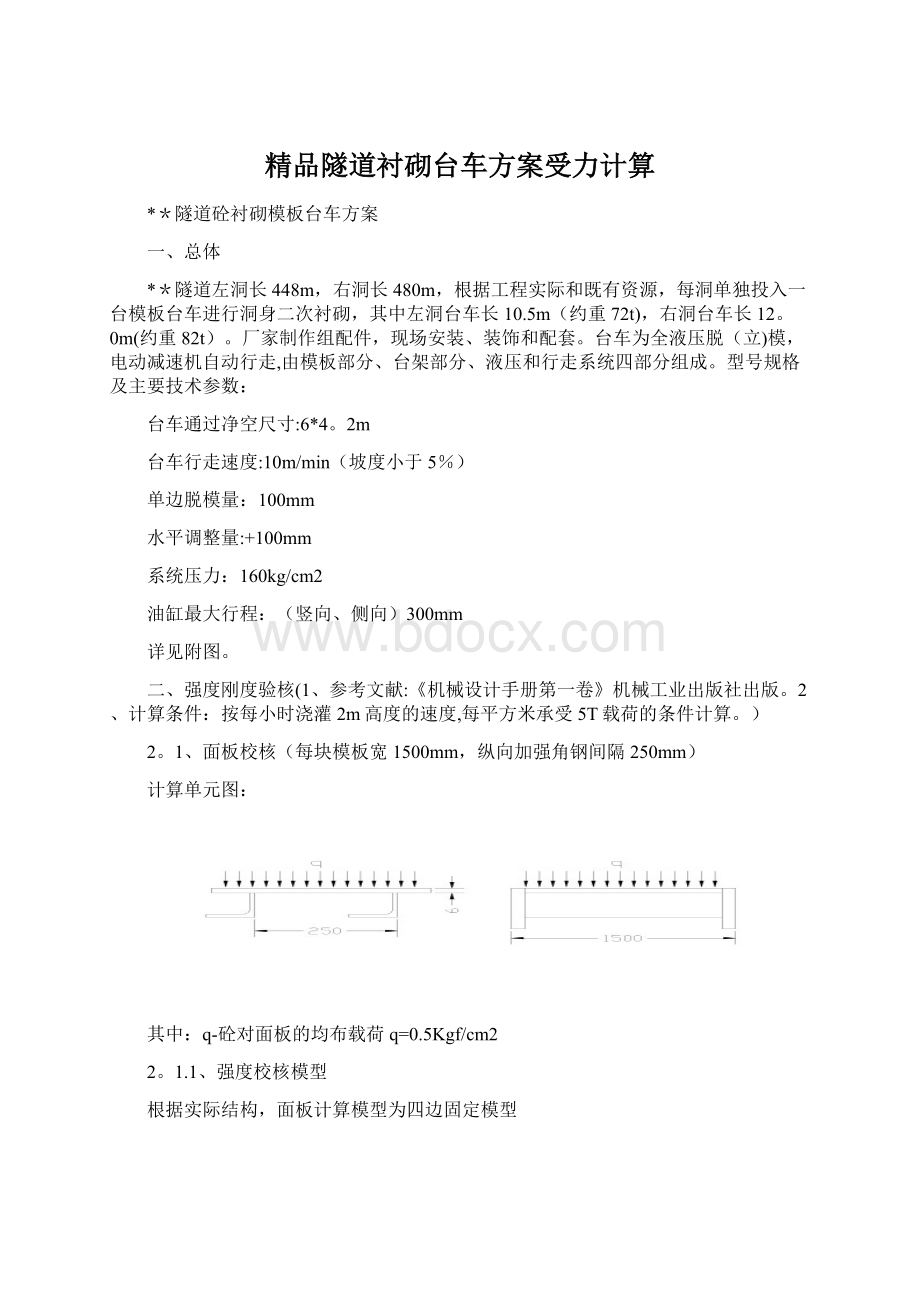
1、面板校核(每块模板宽1500mm,纵向加强角钢间隔250mm)
计算单元图:
其中:
q-砼对面板的均布载荷q=0.5Kgf/cm2
1.1、强度校核模型
根据实际结构,面板计算模型为四边固定模型
公式:
其中α——比例系数。
当a/b=150/25=6α取0.5
t—-面板厚t=0.6cm
b——角钢间隔宽度b=25cm
σmax——中心点最大应力
得σmax=0。
5x(25/0。
6)^2x0。
5=434Kgf/cm2<
[σ]=1300Kgf/cm2。
合格。
2.1。
2、刚度校核
见强度校核模型
式中:
β——比例系数。
由a/b=150/25=6β取0。
0284
E——弹性模量A3钢板E=1。
96x106kgf/cm2
ωmax-—中点法向最大位移。
得:
中点法向位移ωmax=0.0055cm<
0.035cm。
2、面板角钢校核.
2.2.1、计算单元
2.2。
2、强度校核
1、计算模型
根据实际结构,角钢计算模型为两端固定。
2.2。
2.2、强度校核
[x=L,最大弯矩在两端处]
=23437kgfcm
[x=L/2角钢中点弯矩]
得:
=11718kgfcm
由
如图:
=
=30.66cm3
所以两端
=764kgf/cm2<
1300kgf/cm2
中点
=382kgf/cm2<
1300kgf/cm2。
2.2.2.3、刚度校核。
见强度校核模型。
(中点挠度)
=108.87cm4
得
=0.077cm
中点位移ymax=0.77mm。
2.3、模板总成强度刚度校核:
强度校核:
2.3。
1、计算单元:
q=75kgf/cm
2、计算模型:
按简支梁计算。
结果偏于安全。
3、公式:
=210937kgfcm
=21699cm4
=4.48
=25—4.48=20.52
=4843cm3
=1057cm3
故:
面板端应力:
=43.5kgf/cm2<
腹板端力:
=199。
5kgf/cm2<
由于实际应力小于许用应力。
故不用再校核刚度。
2.4、门架强度校核:
4.1、计算单元:
F=0.5x0.5x900(模板长)x385(有效受力高度)/5(门架)=17325kgf
4.2、计算模型:
门架中。
A—A截面(正中间)为门架整体抗弯受力的最大集中点,故只校核A截面抗弯能力.
B-B截面为门架立柱的抗弯受力的最大集中点,故还需要校核B—B截面的抗弯能力。
2.4。
3、公式:
门架横梁A-A截面如上图
=(30x90^3-16x87。
6^3)/(6x90)
=20582cm3
M=425F=425x17325=7363125kgfcm
故:
=7363125/20582=358kgf/cm2<
1300kgf/cm2.合格
门架立柱B-B截面如上图
=(30x65^3-16x62.6^3)/(6x65)=11060cm3
M=210F=210x17325=3638250kgfcm
=3638250/11060=329kgf/cm2〈1300kgf/cm2。
合格
三、主要组成部分及材料
3.1、模板部分:
模板面板的材质及型号采用Q235δ10;
模板腹板的材质及型号采用Q235δ14;
模板连接板的材质及型号采用Q235δ12;
模板支撑角钢的材质及型号采用L75X50X6;
模板槽钢连接梁的材质及型号采用[180#对扣组焊。
3.2、上部台架部分:
上纵梁的材质及型号采用Q235δ12、δ16的板材组焊;
连接横梁的材质及型号采用H钢250X175;
立柱的材质及型号采用槽钢200#、工钢200#;
横撑的材质及型号采用槽钢160#.
3。
3、门架部分:
横梁的材质及型号采用Q235δ10、δ12、δ16的板材组焊;
立柱的材质及型号采用Q235δ10、δ12、δ
16的板材组焊;
下纵梁的材质及型号采用Q235δ12的板材组焊;
门架斜撑的材质及型号采用槽钢200#对扣组焊及工钢200#;
门架连接梁的材质及型号采用H钢250X175;
门架水平及侧向剪刀架的材质及型号采用槽钢120#.
4、平移机架:
平移小车以组焊件及机加工件组成;
平移架的材质及型号采用槽钢160#组焊件.
5、行走系统:
行走电机Y10L-62台,减速器ZSY200—502台等。
3.6、液压系统:
油泵CB202S/16Mpa1台,油泵电机Y12S41台,电磁制动器MSZD1-2001台等。
7、附件:
侧向及顶地千斤的材质及型号采用无缝管φ102X6及机加工件组成;
顶升及基础千斤的材质及型号采用无缝管φ110X6及机加工件组成;
行走系统的材质及型号采用Q235δ12、δ16的板材组焊;
使用过程中增加附着式振捣器、楼梯和木板通道,安装防护网和照明设施.
四、钢结构加工工艺
4.1、下料、矫正和弯曲。
4。
1.1、下料:
1、≤10mm厚的钢板均采用剪板机进行剪切,剪切后用手砂轮对板边毛刺进行修整.
2、>10mm厚的钢板,采用自动气割机切割,切割后用手砂轮对板边毛刺进行修整。
3、若对精密组焊件,切割后仍不能达到组焊精度,则需刨边,焊接坡口用气割或刨边成形。
4、容许偏差:
钢板长度及宽度的偏差不超过2mm,型钢长度偏差不超过2mm。
4.1。
2、矫正:
钢模板矫正后允许偏差:
1、钢模板横向不平整度在1m范围内不超过1mm。
2、型钢不直度在1m范围内不超过1mm,无论多长最大不超过3mm。
3弯曲:
模板面板用10mm钢板冷弯成形.其容许偏差为与构件组焊后,采用和构件等弧长的样板进行检查,其任何一点间隙不大于2mm.
2、部件组焊
2.1为保证组焊后的部件尺寸要求,须:
1、焊前进行拼装检查,复核组焊尺寸;
2、单个零件上适当留出焊接收缩余量;
3、组焊时为确保部件精度要求,采用了必要的台卡具;
4、焊接时根据不同的焊接件,适当控制电流,并采用合理的焊接顺序,尽量减少焊接变形;
5、必要时,进行组焊实验,调整焊接工艺,修整卡具,然后进行正式组焊。
6、模板和门架各部件中,除不连续焊和缀板焊接外,均为主要受力焊缝,必须保证焊缝尺寸及焊接质量,为此:
(1)采用结构钢焊条T42型各种焊条。
焊条使用前在适当的温度下进行烘干.
(2)焊前仔细清除焊接部位的铁锈、油污、污泥及气割熔渣,对焊接坡口不符合要求的进行适当处理。
(3)对焊接缝和模板拼接出的贴角焊缝必须有一定深度的熔透性,对不符合要求的清除重焊。
(4)对焊后不要求回火处理的焊件,进行矫正处理,矫正处理时不得损伤原材料和焊缝。
4.2.2、组焊矫正后,允许偏差:
1、模板部分
1、每拼装一块模板,相邻两块模板间距偏差不大于1mm;
2、每拼装一块模板后,宽度、长度偏差均不大于1mm;
3、工作窗宽度、长度偏差均不大于2mm;
4、每拼装一块模板,均在组合卡具内进行组焊,待冷却后脱卡,不得有任何变形。
4.2.2。
2、门架部分
1、对互换性比较多的杆件,均采用模具进行加工.
2、为确保立柱、横梁、纵梁的焊接质量,防止漏焊、少焊,应严格控制焊接顺序。
3、钻孔
钻孔必须有严格的工艺要求,确保钻孔精度,对钻空工艺要求如下:
1、各部组焊件上的孔,一般情况下在组焊后进行钻孔。
2、对有互换性要求的构件,其钻孔采用样板模具进行.样板模具上的孔采用精密划线方式划出,样板上的孔位误差不得超出下列限度:
(1)、相邻钻孔套中心间距±
0。
25mm;
(2)、板边钻孔套中心间距±
0.35mm;
(3)、对角线钻孔套中心间距±
0.3mm;
3、钻孔光洁度:
钻孔后孔面光洁度确保为25μm,清除孔面的飞边和毛刺.
4、试拼装
为对设计性能和加工尺寸进行检查,在钢模台车加工完毕后,即进行试拼装。
试拼装时,按使用状态装齐全部零部件、螺栓、丝杆、液压及行走系统。
试拼装时,不得使用重锤敲打,螺孔或销孔不用过冲,不扩孔。
如发现孔或销位不对时,应慎重研究,妥善处理.
4.1、模板拼装允许误差为:
:
1、模板直径(任何部位)±
8mm,长度±
14mm.
2、模板两端托梁内侧构成的对角线长度±
15mm。
3、模板所有接缝与模板工作窗的接缝均应密贴,允许缝隙不超过2mm,且不允许有凹凸不平现象.
4、板纵向的铰耳均在同一轴线上,以保证转动自如.
4.2、台车门架允许的拼装误为:
1、门架净跨度±
4mm。
2、两端门架间距±
7mm。
3、门架立柱中心线构成的对角线误差为±
10mm。
4、门架立柱中心线和垂直油缸的同轴度为1/1000。
5、沿纵向排列的侧向油缸和侧向丝杆千斤在同一平面内。
6、垂直油缸收缩到最低位置时的顶面应在同一水平面内。
5、台车组装完毕后就进入产品出厂前的综合检验。
首先,检测模板的外表面轮廓,平面度误差在5mm以内,每块模板之间的接合缝在2mm以内,局部接合缝允许在3mm内,模板与模板之间的错台在2mm以内,局部错台允许在3mm内。
其次,检测液压系统的运转是否正常。
用调压阀将系统压力调整到的额定压力16Mpa,重复油缸的伸缩动作100次,监测各个动作油缸伸缩是否正常,是否有漏油、发热的情况。
在动作时并监测模板动作时,台车各部位是否有干涉.
最后,检测电器系统的运转是否正常。
将电机开启后,检测其起动电流和运转电流是否正常,各元件的接触是否正常,运转120分钟后,电器系统是否过热。
在出厂检验的各项中,如有任何一项检测不合格台车都不允许出厂,质检部门不得发给出厂合格证。
6、涂漆和编号
在钢模台车试拼装达到设计要求后,再进行除锈、涂(喷)漆、编号。
涂漆前,先行除锈,清除焊渣、污垢,在干燥的情况下涂漆.
4.6.1、涂漆:
1、与混凝土直接接触的模板表面涂清漆一遍。
2、不与混凝土直接接触的模板内表面,以及幅板、纵梁上部台架等先涂一层防锈漆,待干后再涂一遍红色油漆。
3、门架的横梁、立柱、纵梁等先涂一层防锈漆,待干后再涂一遍红色油漆。
4、台车的楼梯,走道,平台,脚手架等只涂一遍防锈漆。
5、油缸涂蓝漆。
6、行走机构先涂一层防锈漆,待干后再涂一遍黑色油漆。
4.6。
2、编号:
为便于零部件的识别,保证现场顺利组装,加快现场组装速度,台车主要零部件在试拼装后进行编号.编号采用深蓝色油漆在零部件的醒目位置,整齐、有规律、美观、清楚。
五、质量检验
1、各部件连接牢靠,无松动;
2、钢模板横向不平整度在1m范围内不超过1mm,外表面轮廓,平面度误差在5mm以内;
3、模板间接缝在2mm以内,局部结合缝允许在
 升级会员
升级会员 