数控铣床典型零件加工实例Word下载.docx
《数控铣床典型零件加工实例Word下载.docx》由会员分享,可在线阅读,更多相关《数控铣床典型零件加工实例Word下载.docx(10页珍藏版)》请在冰豆网上搜索。
Z2.
S800
T01
M03;
N0020
X15.
Y0
M08;
N0030
G01Z-2.F80;
N0040
M98P0010;
调一次子程序,槽深为2㎜
N0050
G01
Z-4.
F80;
N0060
再调一次子程序,槽深为4mm
N0070
G00Z2.
N0080G00
X0
Y0
Z150.M09;
N0090
M02
主程序结束
O0010子程序N0010
G03
I-15.
J0;
X20.;
G03
X20.
YO
I-20.
G41
X25.
Y15.;
左刀补铣四角倒圆的正方形
Y25.
I-10.
G01
X-15.;
X-25.
Y15.
I0
J-10.;
N0080
Y-15.
X-15.
Y-25.
I10.
J0;
N0100
X15.;
N0110
Y-15.
J10.;
N0120
Y0;
N0130
G40
左刀补取消
N0140M99;
子程序结束
7.程序的输入(参见模块四具体操作步骤)
8.试运行(参见模块四具体操作步骤)
9.对刀(参见模块四具体操作步骤)
10.加工
选择“自动方式”,按“启动”开始加工。
二、数控铣床加工实例2——平面轮廓类零件
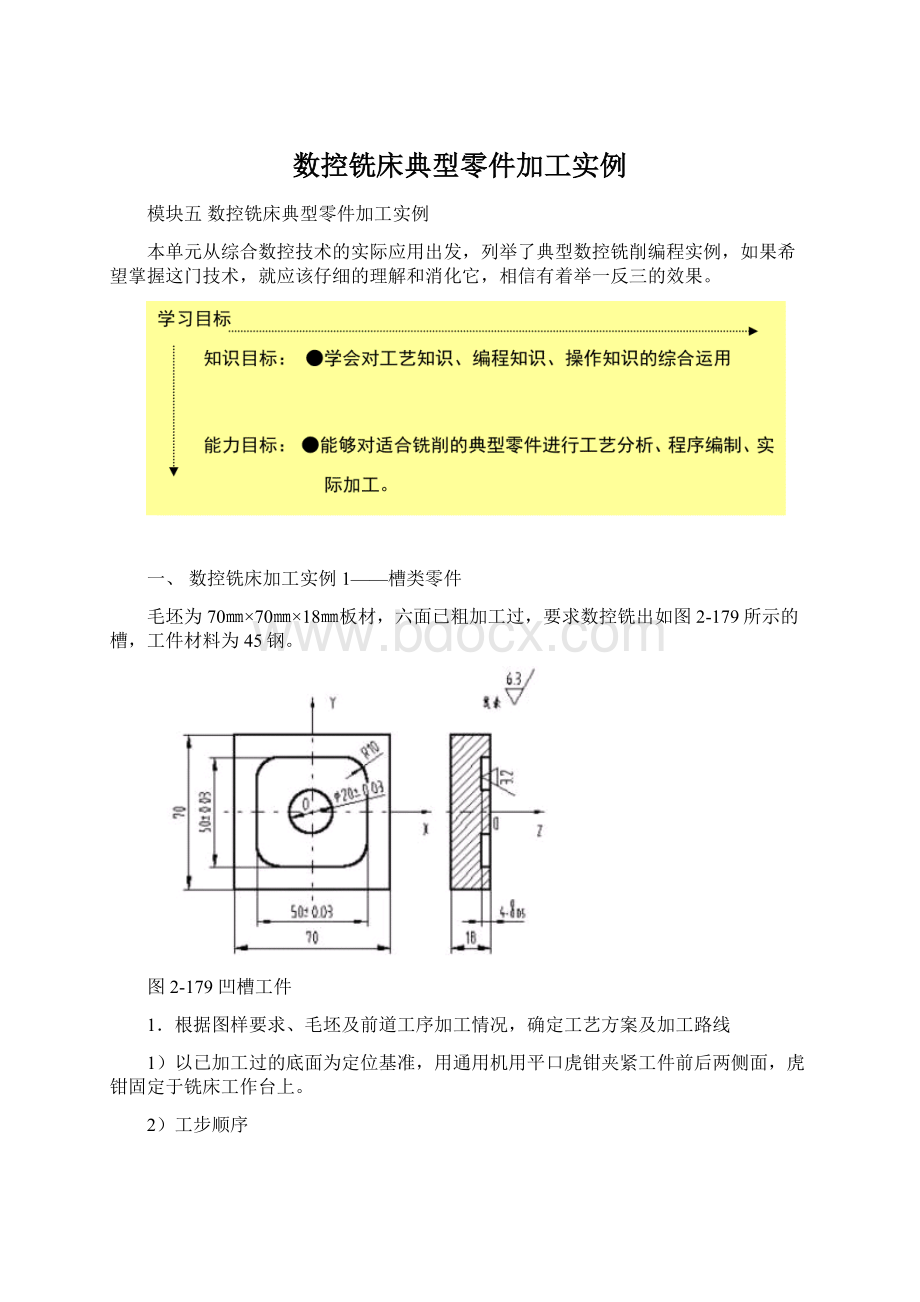
毛坯为120㎜×
60㎜×
10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图2-180所示的外轮廓及φ20㎜的孔。
工件材料为铝。
图2-180平面轮廓工件
1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上。
①钻孔φ20㎜。
②按O’ABCDEFG线路铣削轮廓。
根据零件图样要求,选用经济型数控铣床即可达到要求。
现采用φ20㎜的钻头,定义为T02,φ5㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
由于普通数控钻铣床没有自动换刀功能,按照零件加工要求,只能手动换刀。
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
在XOY平面内确定以0点为工件原点,Z方向以工件下表面为工件原点,建立工件坐标系,如图2-119所示。
采用手动对刀方法把0点作为对刀点。
O0002;
N0010
G92X5.
Y5.
Z50.;
设置对刀点(手工安装好φ20mm的钻头)
G90G17
G00
X40.
Y30.;
在XOY平面内加工
G98
G81
Y30.
Z-5.
R15.
F150;
钻孔循环
X5.
Z50.;
M05;
M00;
程序暂停,手动换ф5㎜立铣刀
G90
X-20.
Y-10.
D01;
Y-10.F150;
Y35.
G91
X10.
Y10.;
G02
Y-5.
R20.;
N0140
N0150
N0160
Y-25.;
N0170
X-90.
N0180
G90
G00X5
Y5
Z50;
N0190
G40;
N0200
M05;
N0210
M30;
三、数控铣床加工实例3——孔类零件
对图2-220所示的工件进行不同要求孔的加工,工件外形尺寸与表面粗糙度已达到图纸要求,材料为45钢。
1.加工方案的确定
1)工件选用机用平口钳装夹,校正平口钳固定钳口与工作台X轴方向平行,将160×
25侧面贴近固定钳口后压紧,并校正工件上表面的平行度。
2)加工方法与刀具选择如表2-13所示。
表2-13孔加工方案
加工内容
加工方法
选用刀具(mm)
孔1、孔2
点孔-钻孔-扩孔
φ3中心钻,φ10麻花钻,φ12麻花钻
孔3、孔4
点孔-钻孔-扩孔-铰孔
φ3中心钻,φ10麻花钻,φ麻花钻,φ16机用铰刀
孔5、孔6
钻孔-扩孔-粗镗-精镗加工
φ20、φ35麻花钻,φ粗镗刀,φ38精镗刀
根据零件图样要求,选用加工中心加工此零件,可利用加工中心自动换刀的优势,缩短加工时间。
3.确定切削用量
各刀具切削参数与长度补偿值如表2-14所示。
表2-14刀具切削参数与长度补偿选用表
刀具
参数
φ3
中心钻
φ10
麻花钻
φ20
φ35
φ12
φ麻花钻
φ16
机用铰刀
φ粗镗刀
φ38
精镗刀
主轴转速(r/min)
1200
650
350
150
550
400
250
850
1000
进给率(mm/min)
120
100
40
20
80
50
30
刀具补偿
H1/T1
H2/T2
H3/T3
H4/T4
H5/T5
H6/T6
H7/T7
H8/T8
H9/T9
在XOY平面内确定以0点为工件原点,Z方向以工件上表面为工件原点,建立工件坐标系,如图2-181所示。
图2-181孔的加工
6.编写程序
O0003
N0010G54G90G17G21G49G40;
程序初始化
N0020M03S1200T1;
主轴正转,转速1200r/min,调用1号刀
N0030G00G43Z150.H1;
Z轴快速定位,调用刀具1号长度补偿
N0040X0Y0;
X、Y轴快速定位
N0050G81G99X-60.Y25.Z-2.R2.F120;
点孔加工孔1,进给率120mm/min
N0060Y-25.;
点孔加工孔2
N0070X60.;
点孔加工孔3
N0080;
点孔加工孔4
N0090G49G00Z150.;
取消固定循环,取消1号长度补偿,Z轴快速定位
N0100M05;
主轴停转
N0110M06T2;
调用2号刀
N0120M03S650;
主轴正转,转速650r/min
N0130G43G00Z100.H2M08;
Z轴快速定位,调用2号长度补偿,切削液开
N0140G83G99X-60.Y25.Z-30.R2.Q6.F100;
钻孔加工孔1,进给率100mm/min
N0150Y-25.;
钻孔加工孔2
N0160X60.;
钻孔加工孔3
N0170;
钻孔加工孔4
N0180G49G00Z150.M09;
取消固定循环,取消2号长度补偿,Z轴快速定位,切削液关
N0190M05;
N0200M06T3;
调用3号刀
N0210M03S350;
主轴正转,转速350r/min
N0220G43G00Z100.H3M08;
Z轴快速定位,调用3号长度补偿,切削液开
N0230G83G99X-28.Y0Z-35.R2.Q5.F40;
钻孔加工孔5,进给率40mm/min
N0240X28.钻孔加工孔6
N0250G49G00Z150.M09;
取消固定循环,取消3号长度补偿,Z轴快速定位,切削液关
N0260M05;
N0270M06T4;
调用4号刀
N0280M03S150;
主轴正转,转速150r/min
N0290G43G00Z100H4M08;
Z轴快速定位,调用4号长度补偿,切削液开
N0300G83G99X-28.Y0Z-42.R2.Q8.F20;
扩孔加工孔5,进给率40mm/min
N0310X28.扩孔加工孔6
N0320G49G00Z150.M09;
取消固定循环,取消4号长度补偿,Z轴快速定位,切削液关
N0330M05;
N0340M06T5;
调用5号刀
N0350M03S550;
N0360G43G00Z100H5M08;
N0370G83G99X-60.Y25Z-31.R2.Q8.F80;
N0380Y-25.
N0390G49G00Z150.M09;
N0400M05;
N0410M06T6;
N0420M03S400;
N0430G43G00Z100.H6M08;
N0440G83G99X60.Z-33.R2.Q8.F50;
 升级会员
升级会员 