To students影响塑料制品质量的因素Word文档下载推荐.docx
《To students影响塑料制品质量的因素Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《To students影响塑料制品质量的因素Word文档下载推荐.docx(10页珍藏版)》请在冰豆网上搜索。
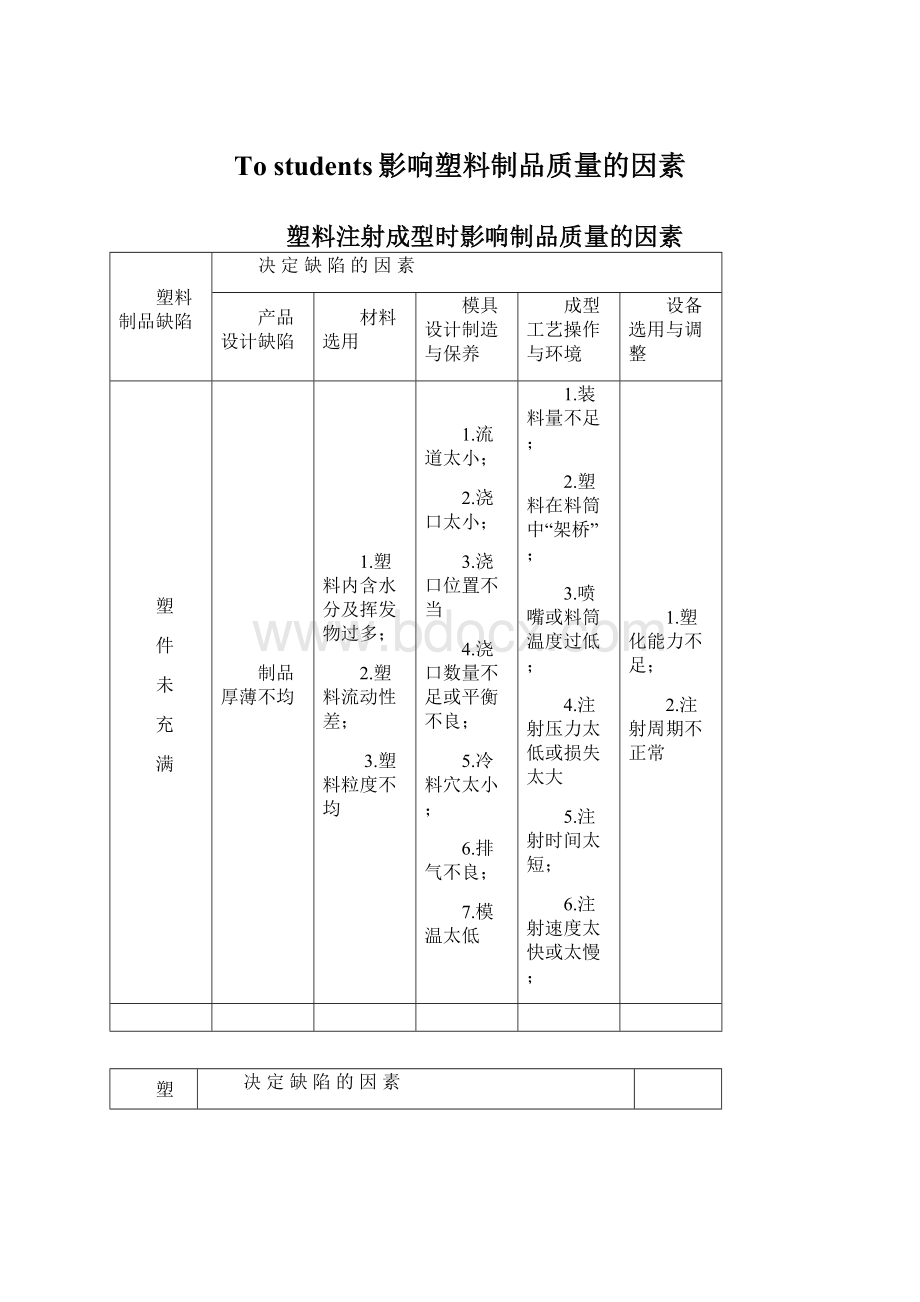
4.浇口数量不足或平衡不良;
5.冷料穴太小;
6.排气不良;
7.模温太低
1.装料量不足;
2.塑料在料筒中“架桥”;
3.喷嘴或料筒温度过低;
4.注射压力太低或损失太大
5.注射时间太短;
6.注射速度太快或太慢;
1.塑化能力不足;
2.注射周期不正常
产品设计缺陷
飞
边
过
大
制品壁厚不均
塑料流动性过大
1.模具强度或刚性不足,变形;
2.模板不平行;
3.分型面贴合不良;
4.型腔与型芯偏移;
5.模温太高。
1.模具分型面落入异物;
2.注射压力太大,注射速度过快;
3.装料量过多;
4.喷嘴或料筒温度太高;
5.料温过高。
1.工作台不平行;
2.锁模力不足、锁模机构不良;
3.模具安装时没压紧、单边受力;
4.塑料投影面积超过注射机允许最大面积。
麻点
凹痕
气泡
塑料含水分及挥发物过多
1.浇注系统尺寸太小;
3.排气不良;
4.浇口位置不当;
5.模温太高;
6.模具有局部过热。
1.注射量不足、供料不足;
2.注射压力不足;
3.注射时间太短;
4.保压时间太短;
5.注射速度太慢;
6.料温太高或太低
2.喷嘴孔太小。
熔结痕
明显
1.制品壁厚不均。
2.壁太薄。
1.塑料污染;
2.塑料流动性太差。
1.排气不良;
2.分流道太小;
3.浇口位置不当;
4.冷却系统不当;
5.模温低。
1.料温低;
2.注射速度慢,注射压力小;
3.有冷料;
4.脱模剂过多;
5.嵌件预热不良。
2.料筒中压力损失太大。
变
色
制品壁厚不匀
2.水分及挥发物过多;
3.塑料或颜料分解;
4.塑料和颜色拌合不均匀。
2.浇口尺寸过小。
1.料温太高;
2.注射压力太高;
3.注射速度太快。
1.设备未清洗干净;
2.热电偶失灵;
3.背压不稳定;
4.塑化不均。
脆
性
增
1.制品壁厚太薄,有锐角缺口;
2.包敷嵌件的塑料层太薄。
1.塑料污染或性能不强;
2.塑料中水分及挥发物过多;
3.回头料太多或回用次数太多;
4.粒料过大或不均。
1.浇注系统尺寸不当;
2.模温低。
1.成型温度低;
2.嵌件清洗预热不当;
3.脱模剂不当;
4.模具未清理干净;
5.注射与保压时间短。
1.背压不稳定;
2.塑化能力不足。
银
丝
或
斑
迹
2.塑料未经干燥;
3.塑料颗粒不均;
4.润滑剂过量。
1.冷料穴太小;
2.浇注系统表面粗糙度不当;
3.浇口尺寸太小;
4.排气不良;
5.型腔表面粗糙度不当。
1.料温太高或太低;
2.注射压力太低;
5.脱模剂过多。
1.设备塑化能力不足;
2.熔料在喷嘴处有流延或拉丝现象。
翘曲
变形
1.制品壁厚不均;
2.制品太薄。
塑料大分子定向作用太大;
1.浇口数量不足;
2.浇口位置不当;
3.推杆位置不当,制品受力不均;
4.模温太高或不均;
5.磨损、变形、模具强度不足。
1.保压时间不足;
2.嵌件预热不良。
尺寸
不
稳定
塑件刚性不足
1.塑料性能不稳定;
2.塑件壁厚不均
1.模具强度不足,磨损、变形;
2.模具精度不良,塑腔尺寸不精确;
3.浇口太小或浇口平衡不良;
4.模温不均。
1.成型条件不稳定,成型周期不一致;
3.供料量不稳定。
1.液压系统不稳定;
2.温控系统不正常;
粘模
2.水分含量过大;
3.脱模剂不当。
1.浇口尺寸不当;
2.脱模斜度太小;
3.型腔表面粗糙不当;
4.推出机构不当;
1.料温过高;
3.保压时间太长;
4.模具成型表面润滑不良。
有冷块
硬块
1.塑料混入杂质;
2.颗粒不均或过大。
1.冷料穴位置不当;
2.模温太低。
喷嘴温度太低。
1.塑化能力低;
2.塑化不均匀。
局部
焦灼
制品壁厚不匀
1.塑料污染不洁;
2.塑料、颜料分解、变质。
2.流道流程太长;
4.模温过高或不均。
1.脱模剂涂拭不当;
2.注射速度太快。
1.锁模力过大;
2.料筒未清洗干净。
分层
脱皮
1.塑料混、染;
2.塑料污染或有异物
1.模温太低;
2.冷料穴太小
料温低
塑化不均匀
表面
光泽
不足
1.塑料含水分或挥发物过多;
1.型腔表面粗糙度不当;
2.模温低;
3.排气不良。
1.脱模剂涂拭过多;
2.料温低、塑花不良;
3.注射速度慢。
有深棕色或
黑色线条
2.塑料污染不洁
2.浇口尺寸过小,位置不当。
料筒不洁、喷嘴封闭。
 升级会员
升级会员 