塑料注射模具设计PPT推荐.ppt
《塑料注射模具设计PPT推荐.ppt》由会员分享,可在线阅读,更多相关《塑料注射模具设计PPT推荐.ppt(89页珍藏版)》请在冰豆网上搜索。
浇口开设部位应力求对称。
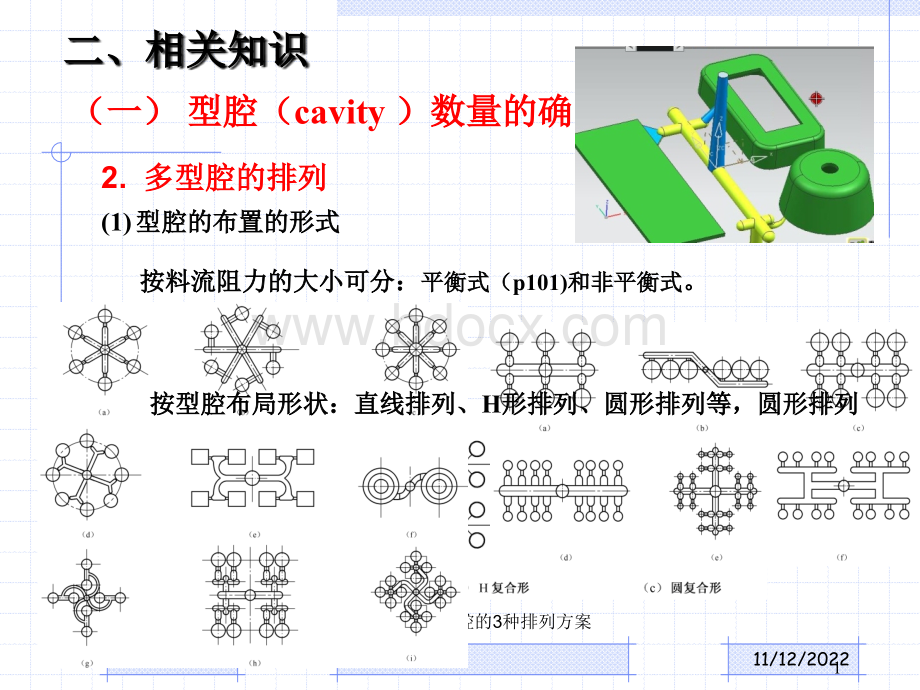
尽可能使型腔排列得紧凑,以减小模具的外形尺寸尽可能使型腔排列得紧凑,以减小模具的外形尺寸二、相关知识二、相关知识
(一)
(一)型腔(型腔(cavity)数量的确定及布局)数量的确定及布局2.多型腔的排列多型腔的排列(a)不合理(b)合理(a)不合理(b)合理图3-2型腔布置力求对称图3-3型腔布置力求紧凑11/12/2022第二节塑件在模具中的位置设计一、分型面的定义及表示方法模具上用以取出塑件和浇注系统凝料的可分离的接触表面称为分型面,也叫合模面。
分型面分型面图4-1分型面图4-1分型面11/12/2022二、分型面的形状(a)平面(b)斜面(c)阶梯面(d)曲面第二节塑件在模具中的位置设计图4-2分型面的形状11/12/2022三、分型面的选择原则11、有利于脱模、有利于脱模2.2.有利于保证塑件质量有利于保证塑件质量3.3.有利于简化模具结构有利于简化模具结构4.4.有利于模具成型零件的加工有利于模具成型零件的加工第二节塑件在模具中的位置设计11/12/2022三、分型面的选择原则有利于塑件脱模分型面要取在塑件的最大截面处分型面要取在塑件的最大截面处第二节塑件在模具中的位置设计图4-3分型面的选择11/12/2022三、分型面的选择原则有利于保证塑件质量分型面的选择要满足塑件表面质量的要求分型面的选择要满足塑件表面质量的要求第二节塑件在模具中的位置设计图4-4分型面的选择11/12/2022三、分型面的选择原则有利于保证塑件质量分型面的位置要有利于模具的排气分型面的位置要有利于模具的排气第二节塑件在模具中的位置设计图4-5分型面的选择11/12/2022三、分型面的选择原则有利于保证塑件质量尽量减少塑件在分型面上的投影面积尽量减少塑件在分型面上的投影面积第二节塑件在模具中的位置设计图4-6分型面的选择11/12/2022三、分型面的选择原则有利于保证塑件质量要满足塑件的精度要求,比如同心度、同轴度、平行度等等要满足塑件的精度要求,比如同心度、同轴度、平行度等等第二节塑件在模具中的位置设计图4-7分型面的选择11/12/2022三、分型面的选择原则有利于保证塑件质量分型面、哪个更能保证双联齿轮的同轴度要求?
第二节塑件在模具中的位置设计图4-8分型面的选择11/12/2022三、分型面的选择原则有利于保证塑件质量分型面的选择也要有利于保证塑件的尺寸精度分型面的选择也要有利于保证塑件的尺寸精度第二节塑件在模具中的位置设计图4-9分型面的选择11/12/2022三、分型面的选择原则有利于保证塑件质量要考虑飞边在塑件上的位置要考虑飞边在塑件上的位置第二节塑件在模具中的位置设计图4-11分型面的选择11/12/2022三、分型面的选择原则分型面的选择要有利于简化模具结构尽可能的避免侧向分型或者抽芯尽可能的避免侧向分型或者抽芯第二节塑件在模具中的位置设计图4-13分型面的选择11/12/2022三、分型面的选择原则尽量地把侧向分型抽芯机构留在动模一侧尽量地把侧向分型抽芯机构留在动模一侧分型面的选择要有利于简化模具结构第二节塑件在模具中的位置设计图4-14分型面的选择11/12/2022三、分型面的选择原则塑件不止有一个抽芯的时候,在选择分型面时要使较大的塑件不止有一个抽芯的时候,在选择分型面时要使较大的型芯与开模方向一致型芯与开模方向一致分型面的选择要有利于简化模具结构第二节塑件在模具中的位置设计图4-15分型面的选择11/12/2022三、分型面的选择原则使塑件尽量留在动模一侧使塑件尽量留在动模一侧分型面的选择要有利于简化模具结构第二节塑件在模具中的位置设计图4-16分型面的选择11/12/2022三、分型面的选择原则要有利于模具成型零件的加工斜分型面的型腔部分比平直分型面的型腔更容易加工斜分型面的型腔部分比平直分型面的型腔更容易加工第二节塑件在模具中的位置设计图4-17分型面的选择11/12/2022实例:
灯罩模具设计第二节塑件在模具中的位置设计图4-18灯罩模具设计11/12/202220082008年年33月月66日日5.35.3普通浇注系统设计普通浇注系统设计任务导入:
任务导入:
浇注系统浇注系统:
指由注射机喷嘴中喷出的塑料进入型腔的流动通道。
:
作用作用:
使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分:
使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分传递到各个部分,以获得组织紧密的塑件。
传递到各个部分,以获得组织紧密的塑件。
分析如图所示防护罩塑件,材料为分析如图所示防护罩塑件,材料为ABS,ABS,大批量生产,要求塑件外侧表面光滑,下大批量生产,要求塑件外侧表面光滑,下端外沿不允许有浇口痕迹。
试设计其浇注系统。
端外沿不允许有浇口痕迹。
20082008年年33月月66日日5.35.3普通浇注系统设计普通浇注系统设计一、系统组成一、系统组成二、浇注系统设计原则二、浇注系统设计原则三、主流道设计三、主流道设计四、分流道设计四、分流道设计五、浇口的设计五、浇口的设计五、浇口的设计五、浇口的设计六、冷料穴和拉料杆的设计六、冷料穴和拉料杆的设计六、冷料穴和拉料杆的设计六、冷料穴和拉料杆的设计七、排气与引气系统的设计七、排气与引气系统的设计七、排气与引气系统的设计七、排气与引气系统的设计20082008年年33月月66日日5.35.3普通浇注系统设计普通浇注系统设计普通浇注系统:
冷流道普通浇注系统:
冷流道无流道凝料浇注系统:
热流道、绝热流道无流道凝料浇注系统:
热流道、绝热流道普通浇注系统分为:
普通浇注系统分为:
直浇注系统:
主流道轴线直浇注系统:
主流道轴线分型面分型面卧式、立式卧式、立式注射机注射机横浇注系统:
主流道轴线横浇注系统:
主流道轴线分型面分型面角式注射机角式注射机(动画集)(动画集)一、系统组成:
一、系统组成:
主流道、分流道、浇口、冷料穴。
二、相关知识二、相关知识(三)浇注系统设计(三)浇注系统设计1.普通浇注系统的组成与设计原则普通浇注系统的组成与设计原则
(1)普通浇注系统的组成普通浇注系统的组成浇注系统是指模具中由浇注系统是指模具中由注射机喷嘴到型腔之间注射机喷嘴到型腔之间的进料通道。
的进料通道。
浇注系统的作用:
充满型腔充满型腔,压力传递压力传递。
普通浇注系统由普通浇注系统由主流道、分流道、浇口和冷料穴等主流道、分流道、浇口和冷料穴等部分组成部分组成11/12/202220082008年年33月月66日日塑料模具的浇注系统塑料模具的浇注系统20082008年年33月月66日日1.1.主流道:
把塑料熔体引入模具。
主流道:
2.2.分流道:
平稳地转向和分流分流道:
平稳地转向和分流3.3.浇口:
流道中最狭小的部分浇口:
流道中最狭小的部分作用:
作用:
调节、控制料流速度调节、控制料流速度调节、控制补缩时间调节、控制补缩时间防倒流防倒流4.4.冷料穴:
储存冷料,防止冷料进入型腔。
冷料穴:
堵塞浇口堵塞浇口影响塑件质量影响塑件质量浇注系统的设计是否适当,直接影响成型品的外观、物性、浇注系统的设计是否适当,直接影响成型品的外观、物性、尺寸精度和成型周期。
尺寸精度和成型周期。
20082008年年33月月66日日二、浇注系统设计原则二、浇注系统设计原则11.适应塑料的工艺性适应塑料的工艺性2.2.排气良好排气良好3.3.流程要短流程要短4.4.避免料流直冲型芯或嵌件避免料流直冲型芯或嵌件5.5.修整方便,保证制品外观质量修整方便,保证制品外观质量6.6.防止塑料制品变形防止塑料制品变形7.7.浇注系统在分型面上的投影面积应尽量小,容积也应尽量少浇注系统在分型面上的投影面积应尽量小,容积也应尽量少8.8.浇注系统的位置尽量与模具的轴线对称,浇注系统与型腔的浇注系统的位置尽量与模具的轴线对称,浇注系统与型腔的布置应尽量减小模具的尺寸。
布置应尽量减小模具的尺寸。
20082008年年33月月66日日三三主流道设计主流道设计作用作用:
是连接注射机喷嘴和模具的桥梁,是熔料进入型腔最先经过的部位。
设计要点设计要点:
(1)截面形状、锥度、孔径、长度、球面R、圆角r是注射机喷嘴与型腔或与分流道连接的这一段进料通道,它与注射机喷嘴在同一轴心线上。
20082008年年33月月66日日四、主流道设计与制造主浇道穿过两块模板时应呈阶梯状,或采用浇口套第三节浇注系统的设计图4-26主流道(a)(b)20082008年年33月月66日日四、主流道设计与制造定位环与浇口套的关系第三节浇注系统的设计图4-27定位环与浇口套20082008年年33月月66日日(44)浇口套常采用标准件,材料取)浇口套常采用标准件,材料取4545钢,装配后的加工。
钢,装配后的加工。
20082008年年33月月66日日四四分流道设计分流道设计作用:
使塑料熔体的流向得到平稳的转换并尽快地充满型腔。
分流道的截面形状分流道的截面形状分流道的尺寸分流道的尺寸分流道的布置分流道的布置分流道的设计要点分流道的设计要点20082008年年33月月66日日流道的截面形流道的截面形流道的截面形流道的截面形状会影响状会影响状会影响状会影响到塑料在到塑料在到塑料在到塑料在浇道浇道浇道浇道中的中的中的中的流动以流动以流动以流动以及流道及流道及流道及流道內部的熔融內部的熔融內部的熔融內部的熔融塑料塑料塑料塑料的的的的体积体积体积体积。
1.1.1.1.分流道的截面形状分流道的截面形状分流道的截面形状分流道的截面形状20082008年年33月月66日日圆形截面圆形截面圆形截面圆形截面优点优点优点优点:
阻力最小,热量阻力最小,热量阻力最小,热量阻力最小,热量损失最小,熔体降温也损失最小,熔体降温也损失最小,熔体降温也损失最小,熔体降温也最慢,热塑性塑料易用最慢,热塑性塑料易用最慢,热塑性塑料易用最慢,热塑性塑料易用缺点缺点缺点缺点:
制造较困难:
制造较困难矩形截面矩形截面矩形截面矩形截面流动阻力最大,传热最快,热量损失最大,热固性塑流动阻力最大,传热最快,热量损失最大,热固性塑流动阻力最大,传热最快,热量损失最大,热固性塑流动阻力最大,传热最快,热量损失最大,热固性塑料宜用。
料宜用。
20082008年年33月月66日日梯形截面梯形截面梯形截面梯形截面加工容易,且热量损失和流动阻力也不大加工容易,且热量损失和流动阻力也不大加工容易,且热量损失和流动阻力也不大加工容易,且热量损失和流动阻力也不大20082008年年33月月66日日六角形截面六角形截面其面积仅为圆形流道的其面积仅为圆形流道的其面积仅为圆形流道的其面积仅为圆形流道的82%82%82%82%,是最理想的浇道,但是,是最理想的浇道,但是,是最理想的浇道,但是,是最理想的浇道,但是制造不易,通常不考虑使制造不易,通常不考虑使制造不易,通常不考虑使制造不易,通常不考虑使用。
用。
UU形截面形截面加工容易,且热量损失和流加
 升级会员
升级会员 