Cr12MoV热处理工艺文档格式.doc
《Cr12MoV热处理工艺文档格式.doc》由会员分享,可在线阅读,更多相关《Cr12MoV热处理工艺文档格式.doc(4页珍藏版)》请在冰豆网上搜索。
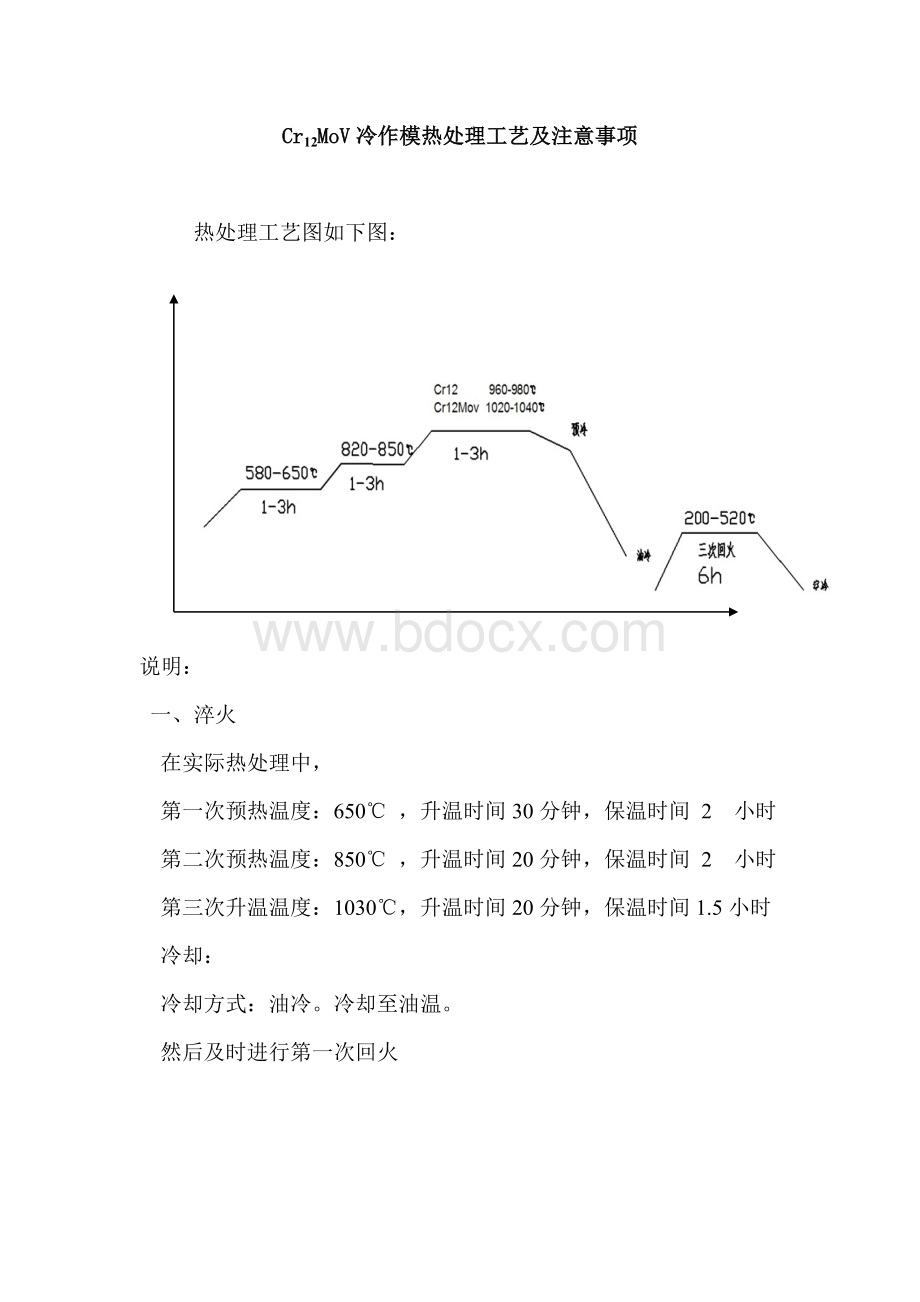
一、淬火
在实际热处理中,
第一次预热温度:
650℃,升温时间30分钟,保温时间2小时
第二次预热温度:
850℃,升温时间20分钟,保温时间2小时
第三次升温温度:
1030℃,升温时间20分钟,保温时间1.5小时
冷却:
冷却方式:
油冷。
冷却至油温。
然后及时进行第一次回火
二、回火
根据所要求的硬度,来确定回火温度。
50-55HRC回火温度530℃
55-60HRC回火温度520℃
>60HRC回火温度<180℃
回火后空冷(加风扇)至室温即可。
回火一次后,出炉冷却,然后继续回火。
重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经讨论后适量微调回火温度及回火次数。
保温时间一般为每次回火保温6个小时,可视工件大小来做具体调整。
以上热处理过程均在真空热处理炉内进行。
三、注意事项:
1、具体预热温度,保温时间要根据工件的大小、厚度、形状复杂程度等稍作调整,不宜有过大的跨度。
2、装炉前清洁工件各个部位。
3、工件上的一些容易变形的型面、内孔应尽量加固、填充或用其它合适的方法做优化。
如凹模两侧面在热处理后容易产生变形,应焊接固定板固定,一些螺孔拧入螺丝等。
4、工件的摆放要科学合理,工件之间应避开相互大面积的接触,小工件用铁丝相互固定在一起。
大工件如不可避免接触,应用特制工具隔离开叠加放置。
5、注意炉筐重量的平衡性,如两侧的重量不一致,务必重量更大的一侧朝向炉口,防止出炉时因模具重量过大导致的支架不能抬起炉筐,而无法出炉的情况。
6、在合理的一炉最大重量内,应尽量装入多的待加工工件,合理摆放,充分利用空间,节省资源。
 升级会员
升级会员 