成品粘模的成因以及解决办法Word下载.docx
《成品粘模的成因以及解决办法Word下载.docx》由会员分享,可在线阅读,更多相关《成品粘模的成因以及解决办法Word下载.docx(31页珍藏版)》请在冰豆网上搜索。
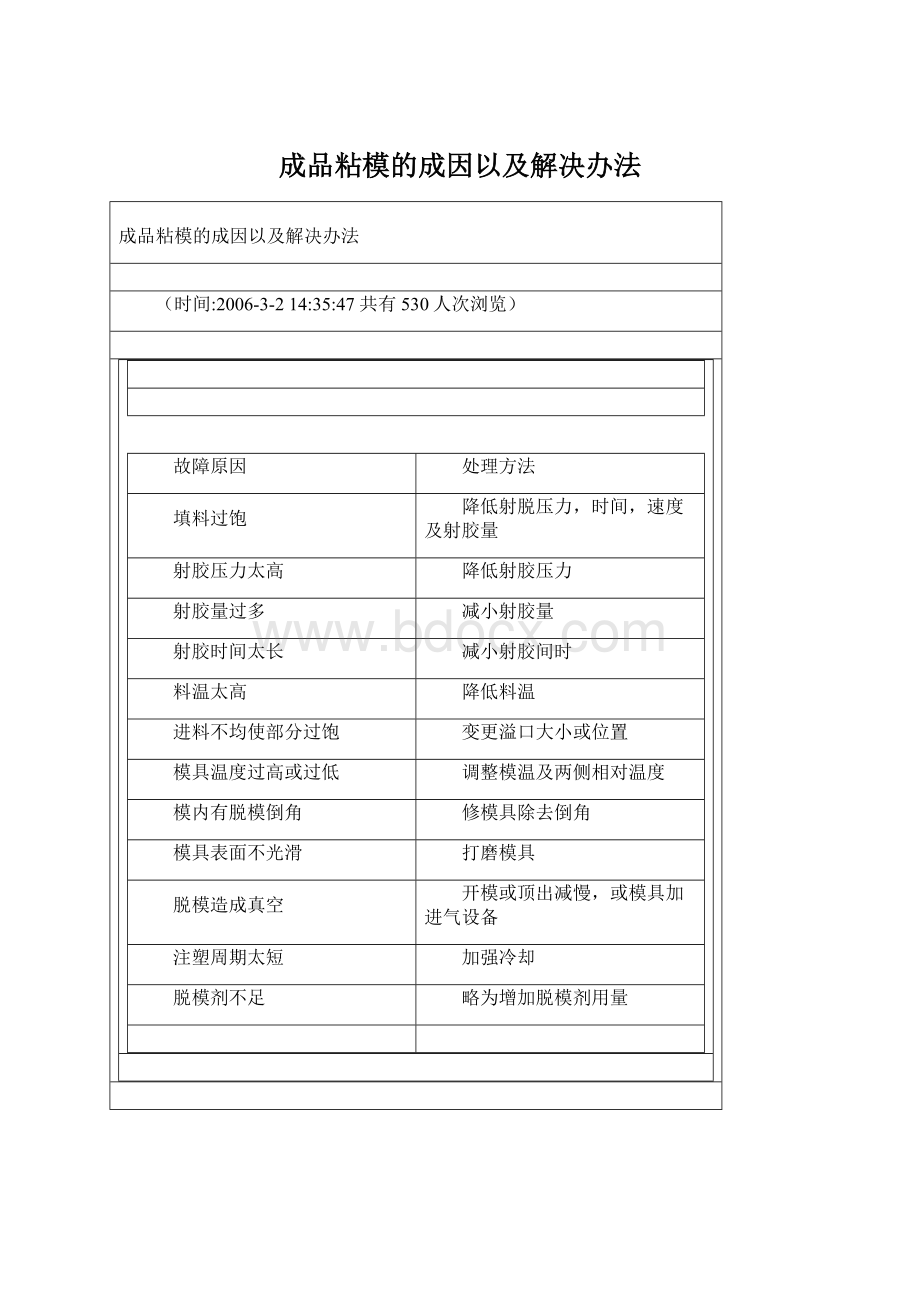
降低料温
进料不均使部分过饱
变更溢口大小或位置
模具温度过高或过低
调整模温及两侧相对温度
模内有脱模倒角
修模具除去倒角
模具表面不光滑
打磨模具
脱模造成真空
开模或顶出减慢,或模具加进气设备
注塑周期太短
加强冷却
脱模剂不足
略为增加脱模剂用量
制品收缩的成因以及解决方法
39:
11共有474人次浏览)
浅析塑料制品的翘曲变形
2006-3-216:
23:
59共有437人次浏览)
一、前言
翘曲变形是指注塑制品的形状偏离了模具型腔的形状,它是塑料制品常见的缺陷之一。
出现翘曲变形的原因很多,单靠工艺参数解决往往力不从心。
结合相关资料和实际工作经验,下面对影响注塑制品翘曲变形的因素作简要分析。
二、模具的结构对注塑制品翘曲变形的影响。
在模具方面,影响塑件变形的因素主要有浇注系统、冷却系统与顶出系统等。
1.浇注系统
注塑模具浇口的位置、形式和浇口的数量将影响塑料在模具型腔内的填充状态,从而导致塑件产生变形。
流动距离越长,由冻结层与中心流动层之间流动和补缩引起的内应力越大;
反之,流动距离越短,从浇口到制件流动末端的流动时间越短,充模时冻结层厚度减薄,内应力降低,翘曲变形也会因此大为减少。
一些平板形塑件,如果只使用一个中心浇口,因直径方向上的收缩率大于圆周方向上的收缩率,成型后的塑件会产生扭曲变形;
若改用多个点浇口或薄膜型浇口,则可有效地防止翘曲变形。
当采用点浇口进行成型时,同样由于塑料收缩的异向性,浇口的位置、数量都对塑件的变形程度有很大的影响。
另外,多浇口的使用还能使塑料的流动比(L/t)缩短,从而使模腔内熔体密度更趋均匀,收缩更均匀。
同时,整个塑件能在较小的注塑压力下充满。
而较小的注射压力可减少塑料的分子取向倾向,降低其内应力,因而可减少塑件的变形。
2.冷却系统
在注射过程中,塑件冷却速度的不均匀也将形成塑件收缩的不均匀,这种收缩差别导致弯曲力矩的产生而使塑件发生翘曲。
如果在注射成型平板形塑件(如手机电池壳)时所用的模具型腔、型芯的温度相差过大,由于贴近冷模腔面的熔体很快冷却下来,而贴近热模腔面的料层则会继续收缩,收缩的不均匀将使塑件翘曲。
因此,注塑模的冷却应当注意型腔、型芯的温度趋于平衡,两者的温差不能太大(此时可考虑使用两个模温机)。
除了考虑塑件内外表的温度趋于平衡外,还应考虑塑件各侧的温度一致,即模具冷却时要尽量保持型腔、型芯各处温度均匀一致,使塑件各处的冷却速度均衡,从而使各处的收缩更趋均匀,有效地防止变形的产生。
因此,模具上冷却水孔的布置至关重要。
在管壁至型腔表面距离确定后,应尽可能使冷却水孔之间的距离小,才能保证型腔壁的温度均匀一致。
同时,由于冷却介质的温度随冷却水道长度的增加而上升,使模具的型腔、型芯沿水道产生温差。
因此,要求每个冷却回路的水道长度小于2米。
在大型模具中应设置数条冷却回路,一条回路的进口位于另一条回路的出口附近。
对于长条形塑件,应采用直通型水道。
(而我们的模具大多是采用S型回路----既不利于循环,又延长周期。
)
3.
顶出系统
顶出系统的设计也直接影响塑件的变形。
如果顶出系统布置不平衡,将造成顶出力的不平衡而使塑件变形。
因此,在设计顶出系统时应力求与脱模阻力相平衡。
另外,顶出杆的截面积不能太小,以防塑件单位面积受力过大(尤其在脱模温度太高时)而使塑件产生变形。
顶杆的布置应尽量靠近脱模阻力大的部位。
在不影响塑件质量(包括使用要求、尺寸精度与外观等)的前提下,应尽可能多设顶杆以减少塑件的总体变形(换顶杆为顶块就是这个道理)。
用软质塑料(如TPU)来生产深腔薄壁的塑件时,由于脱模阻力较大,而材料又较软,如果完全采用单一的机械顶出方式,将使塑件产生变形,甚至顶穿或产生折叠而造成塑件报废,如改用多元件联合或气(液)压与机械式顶出相结合的方式效果会更好(以后会用到)。
三、塑化阶段对制品翘曲变形的影响
塑化阶段即由玻璃态料粒转化为粘流态熔体的过程(培训时讲过原料塑化的三态变化)。
在这个过程中,聚合物的温度在轴向、径向(相对螺杆而言)温差会使塑料产生应力;
另外,注射机的注射压力、速率等参数会极大地影响充填时分子的取向程度,进而引起翘曲变形。
四、充填及冷却阶段对制品翘曲变形的影响
熔融态的塑料在注射压力的作用下,充入模具型腔并在型腔内冷却、凝固。
此过程是注射成型的关键环节。
在这个过程中,温度、压力、速度三者相互耦合作用,对塑件的质量和生产效率均有极大的影响。
较高的压力和流速会产生高剪切速率,从而引起平行于流动方向和垂直于流动方向的分子取向的差异,同时产生“冻结效应”。
“冻结效应”将产生冻结应力,形成塑件的内应力。
温度对翘曲变形的影响体现在以下几个方面:
(1)
塑件上、下表面温差会引起热应力和热变形;
(2)
塑件不同区域之间的温度差将引起不同区域间的不均匀收缩;
(3)
不同的温度状态会影响塑料件的收缩率。
五、脱模阶段对制品翘曲变形的影响
塑件在脱离型腔并冷却至室温的过程中多为玻璃态聚合物。
脱模力不平衡、推出机构运动不平稳或脱模顶出面积不当很容易使制品变形(前面已经讲过)。
同时,在充模和冷却阶段“冻结”在塑件内的应力由于失去外界的约束,将会以“变形”的形式释放出来,从而导致翘曲变形。
六、注塑制品的收缩对翘曲变形的影响
注塑制品翘曲变形的直接原因在于塑件的不均匀收缩。
如果在模具设计阶段不考虑填充过程中收缩的影响,则制品的几何形状会与设计要求相差很大,严重的变形会致使制品报废(即收缩率的问题)。
除填充阶段会引起变形外,模具上下壁面的温度差也将引起塑件上下表面收缩的差异,从而产生翘曲变形。
对翘曲分析而言,收缩本身并不重要,重要的是收缩上的差异。
在注塑成型过程中,熔融塑料在注射充模阶段由于聚合物分子沿流动方向的排列使塑料在流动方向上的收缩率比垂直方向的收缩率大,而使注塑件产生翘曲变形(即各向异性)。
一般均匀收缩只引起塑料件体积上的变化,只有不均匀收缩会引起翘曲变形。
结晶型塑料在流动方向与垂直方向上的收缩率之差较非结晶型塑料大,而且其收缩率也较非结晶型塑料大,结晶型塑料大的收缩与其收缩的异向性叠加后导致影响结晶型塑料件翘曲变形的倾向较非结晶型塑料大得多。
七、残余热应力对制品翘曲变形的影响
在注射成型过程中,残余热应力是引起翘曲变形的一个重要因素,而且对注塑制品的质量有较大的影响。
由于残余热应力对制品翘曲变形的影响非常复杂,这里就不赘述。
八、金属嵌件对制品翘曲变形的影响
对放嵌件的注塑制品,由于塑料的收缩率远比金属的大,所以容易导致扭曲变形(有的甚至开裂);
为减少这种情况,可先将金属件预热(一般不低于100℃),再投入生产。
九、结论
影响注塑制品翘曲变形的因素有很多,模具的结构、塑料材料的热物理性能以及成型过程的条件和参数均对制品的翘曲变形有不同程度的影响。
因此,对注塑制品翘曲变形的处理必须综合考虑上述因素。
成型缺陷以及形成原因
36:
00共有723人次浏览)
料头附近有暗区
1、表观在料头周围有可辨别的环形—如使用中心式浇口则为中心圆,如使用侧浇口则为同心圆,这是因为环形尺寸小,看上去像黯晕。
这主要是加工高粘性(低流动性)材料时会发生这种现象,如PC、PMMA和ABS等。
物理原因如果注射速度太高,熔料流动速度过快且粘性高,料头附近表层部分材料容易被错位和渗入。
这些错位就会在外层显现出黯晕。
在料头附近,流动速度特别高,然后逐步降低,随着注射速度变为常数,流动体前端扩展为一个逐渐加宽的圆形。
同时在料头附近为获得低的流体前流速度,必须采用多级注射,例如:
慢—较快—快。
目的是在整个充模循环种获得均一的熔体前流速度。
通常以为黯晕是在保压阶段熔料错位而产生的。
实际上,前流效应的作用是在保压阶段将熔料移入了制品内部。
与加工参数有关的原因与改良措施见下表:
1、流速太高采用多级注射:
慢-较快-快
2、熔料温度太低增加料筒温度,增加螺杆背压
3、模壁温度太低增加模壁温度
与设计有关的原因与改良措施见下表:
1、浇口与制品成锐角在浇口和制品间成弧形
2、浇口直径太小增加浇口直径
3、浇口位置错误浇口重新定位
注塑成型缺陷之二:
锐边料流区有黯区
1、表观成型后制品表面非常好,直到锐边。
锐边以后表面出现黯区并且粗糙。
物理原因
如果注射速度太快,即流速太高,尤其是对高粘性(流动性差)的熔体,表面层容易在斜面和锐边后面发生移位和渗入。
这些移位的外层冷料就表现为黯区和粗糙的表面。
1、流体前端速度太快采用多级注射:
快-慢,在流体前端到达锐边之前降低注射速度
1、模具内锐角过渡提供光滑过渡
注塑成型缺陷之三:
表面光泽不均
1、表观虽然模具具有均一的表面材质,制品表面还是表现为灰黯和光泽不均匀。
注射成型生产的制品表面多少是模具表面的翻版。
表面粗糙取决于热塑性材料本身,它的粘性、速度设置以及成型参数如注射速度、保压和模温。
因而,由于仿制的表面粗糙度的原因,制品表面会出现为灰黯、较黯或光滑。
理论上说,当被点蚀或侵蚀过的模具表面已精确仿制,投射到制品表面的光线会发生漫反射。
因此,表面会出现黯区。
对具有较少精确仿制的表面,漫反射现象就会得到控制进而制品表面出现好的光泽效果
1、保压太低提高保压压力
2、保压时间太短提高保压时间
3、模壁温度太低提高模壁温度
4、熔料温度太低提高熔体温度
1、模壁截面差异太大提供更均一的模壁截面
2、材料积留过多或棱边尺寸过大避免材料积留过重或棱边尺寸过大
3、料流线处排气不好提高模具在料流线处的排气
注塑成型缺陷之四:
空隙
1、表观
制品内部的空隙表现为圆形或拉长的气泡形式。
仅仅是透明的制品才可以从外面看出里面的空隙;
不透明的制品无法从外面测出。
空隙往往发生在壁相对较厚的制品内并且是在最厚的地方。
当制品内有泡产生时,经常认为是气泡,是模具内的空气被流入模腔的熔料裹入。
另一个解释是料筒内的水气和气泡会想方设法进入到制品的内部。
所以说,这样的“泡”的产生有多方面的根源。
一开始,生产的制品会形成一层坚硬的外皮,并且视模具冷却的程度往里或快或慢的发展。
然而在厚壁区域里,中心部分仍继续保持较长时间的粘性。
外皮有足够强度抵抗任何应力收缩。
结果,里面的熔料被往外拉长,在制品内仍为塑性的中心部分形成空隙
1、保压太低提高保压压
 升级会员
升级会员 