钻床作业指导书Word格式文档下载.doc
《钻床作业指导书Word格式文档下载.doc》由会员分享,可在线阅读,更多相关《钻床作业指导书Word格式文档下载.doc(7页珍藏版)》请在冰豆网上搜索。
作业过程控制
图解
工步
作业名称
控制项目
工艺规范
作业检查
检查项目
检查依据
检查手段
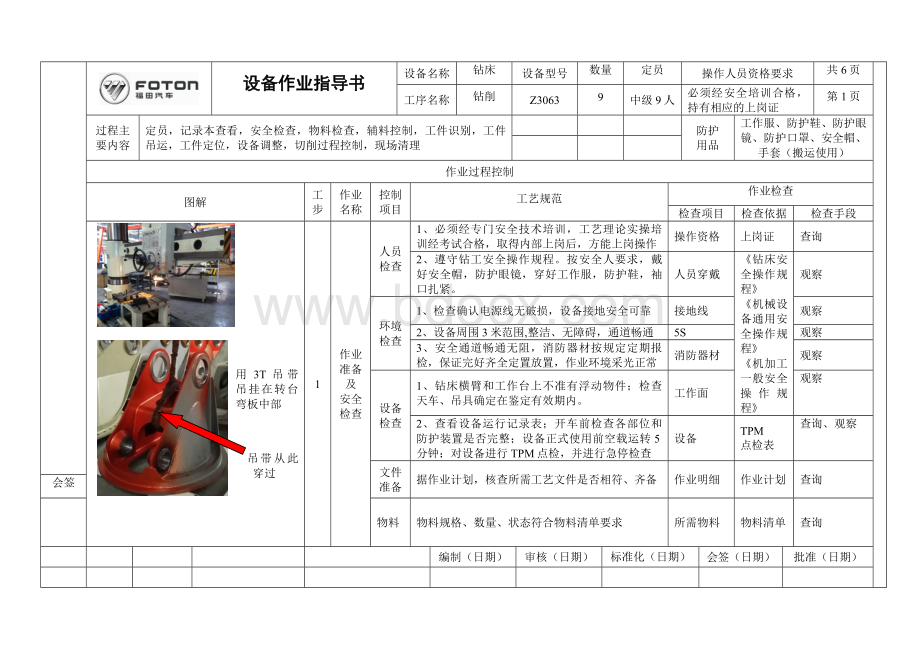
用3T吊带吊挂在转台弯板中部
吊带从此穿过
1
作业准备
及
安全检查
人员检查
1、必须经专门安全技术培训,工艺理论实操培训经考试合格,取得内部上岗后,方能上岗操作
操作资格
上岗证
查询
2、遵守钻工安全操作规程。
按安全人要求,戴好安全帽,防护眼镜,穿好工作服,防护鞋,袖口扎紧。
人员穿戴
《钻床安全操作规程》
《机械设备通用安全操作规程》
《机加工一般安全操作规程》
观察
环境检查
1、检查确认电源线无破损,设备接地安全可靠
接地线
2、设备周围3米范围,整洁、无障碍,通道畅通
5S
3、安全通道畅通无阻,消防器材按规定定期报检,保证完好齐全定置放置,作业环境采光正常
消防器材
设备检查
1、钻床横臂和工作台上不准有浮动物件;
检查天车、吊具确定在鉴定有效期内。
工作面
2、查看设备运行记录表;
开车前检查各部位和防护装置是否完整;
设备正式使用前空载运转5分钟;
对设备进行TPM点检,并进行急停检查
设备
TPM
点检表
查询、观察
文件准备
据作业计划,核查所需工艺文件是否相符、齐备
作业明细
作业计划
会签
物料
物料规格、数量、状态符合物料清单要求
所需物料
物料清单
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字(日期)
第2页
吊钩悬挂处
支撑台吊装,吊钩挂在联接支架孔处
本图未显示对面悬挂同样位置,保证吊装平衡
2
工件吊装
注意
事项
重于20公斤的工件要使用天车辅助吊装。
吊装时,先按图示位置装链条或吊具,将工件调离底面10-48公分,保证吊装平衡,方可继续吊装,工件底部距离地不高于0.5米,一人站于侧面保持一臂距离,另一人手扶工件,与手持操作手柄的人保证在同一方向,面向前方,匀速向前行走。
天车不用时,操作手柄放置在定制位置,吊钩距离地面不小于2.5米;
吊具不用时要按定置图定置存放。
吊运高度起重(电葫芦)停放方式
《起重(电葫芦)安全操作规程》
3
工件装夹
工件用平口钳(尺寸小于500x300的规则零件)装夹紧固或用垫块和压板(尺寸大于500x300的大型工件或异形工件)两点压紧紧固,装夹工件、工具必须牢固可靠,不得有松动现象,所用的扳手必须符合标准规格;
《机加工艺规程》
第3页
4
钻床切削参数设置
加工参数表
钻头直径(mm)
6
8
10
12
14
18
20
25
30
35
40
切削速度m/min)
16~35(高速钢刀具)
主轴转速(r/min)
849~
1857
637~
1393
509~
1114
424~
928
364~
796
283~
619
255~
557
204~
446
170~
371
146~
318
127~
279
进给量mm/r
第一次钻
孔粗糙度25
0.1~
0.2
0.2~
0.4
第二次钻孔粗糙度12.5
扩孔
粗糙度6.3
0.04
~
0.1
第4页
5
首件加工
参数
找正、夹紧,对照参数表调整钻床主轴转速,确定钻头进给量;
加工参数
钻床加工参数表
加工过程
钻床运转时,操作者佩戴护目镜,不戴手套,不拉扯长屑;
操作者站立位置不得正对切削位置,应站在偏右侧进行操作;
工作前,横臂必须锁紧;
钻小件时,应用工具夹持。
不准用手拿着钻;
机床上上下工件、刀具、紧固、调整、变速及测量工件等工作必须停车;
取卸工件时,必须移开刀具后进行;
对刀时必须手摇慢速进刀;
钻床运转时,操作者不得离开岗位,注意观察运行情况,设备发生异常和故障时,应立即停止运行,及时排除;
保证设备和刀具无刺耳的共振现象,可检验参数设置在钻床和刀具系统刚性承受范围之内;
刀具状态,切屑状态,钻床运行,工件尺寸
《机加工艺规程》《钻床安全操作规程》
观察、听
首件质量
依照工艺卡要求,完成对工件的加工。
自检专检首件的加工尺寸要素和粗糙度是否合格,确定是否可投入批量生产。
首件加工不合格,分析原因,调整加工参数,保证首件加工合格。
加工尺寸和粗糙度
量具检测、样块比对、
数据记录
首件标识
首件检查合格后,做首件标识,注明工件图号
标识
第5页
6
批量生产
使用保证首件合格的加工参数,进行批量加工;
加工过程中随时抽检,做好检查记录,发现工件不合格及时停机处理,防止批量不合格品的产生;
在机床上进行上下工件、刀具、紧固、调整、变速及测量工件等工作必须停车;
刀具状态,切屑状态,钻床运行,工件尺寸检查记录
量具测量、观察
末件质量
批量生产结束后,进行末件检查,做好检查记录;
量具测量、样块比对、查询
末件标识
末件检查合格后,做末件标识,注明工件图号
第6页
 升级会员
升级会员 