焊接工艺评定报告对接Word文件下载.doc
《焊接工艺评定报告对接Word文件下载.doc》由会员分享,可在线阅读,更多相关《焊接工艺评定报告对接Word文件下载.doc(4页珍藏版)》请在冰豆网上搜索。
-------
1.2
------
焊剂或气体
CO2
焊剂
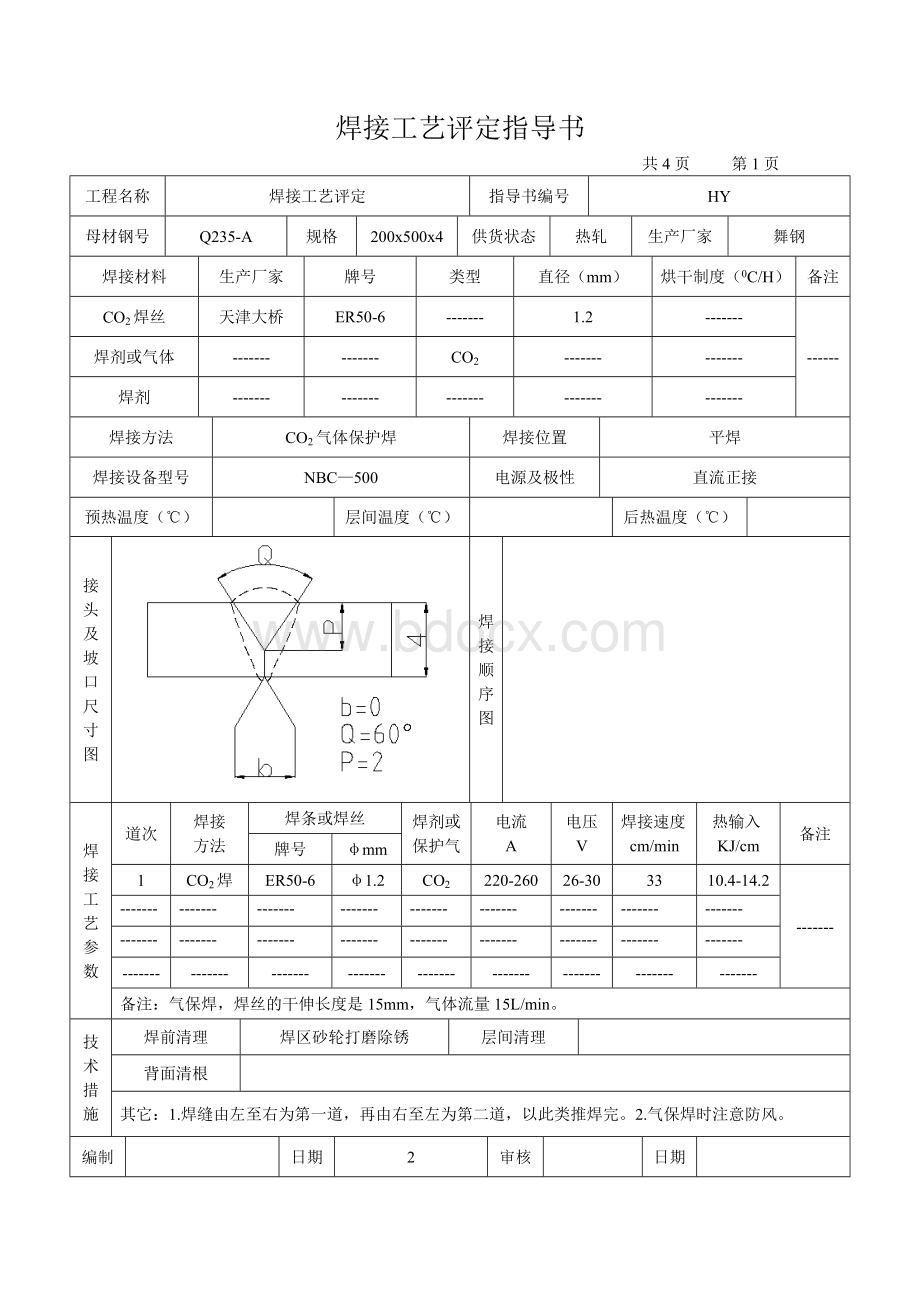
焊接方法
CO2气体保护焊
焊接位置
平焊
焊接设备型号
NBC—500
电源及极性
直流正接
预热温度(℃)
层间温度(℃)
后热温度(℃)
接头及坡口尺寸图
焊接顺序图
焊接工艺参数
道次
焊接
方法
焊条或焊丝
焊剂或保护气
电流
A
电压
V
焊接速度cm/min
热输入KJ/cm
φmm
1
CO2焊
φ1.2
220-260
26-30
33
10.4-14.2
备注:
气保焊,焊丝的干伸长度是15mm,气体流量15L/min。
技术措施
焊前清理
焊区砂轮打磨除锈
层间清理
背面清根
其它:
1.焊缝由左至右为第一道,再由右至左为第二道,以此类推焊完。
2.气保焊时注意防风。
编制
日期
2
审核
共4页第1页
焊接工艺评定记录表
共4页第2页
120
平焊
设备型号
电源
及极性
类别
普通碳素结构钢
母材规格
δ=4mm
接头及坡口尺寸图示
焊丝
规格mm
批号
焊接工艺参数
焊接速度m/min
-----
气体流量:
气保焊焊丝干伸长度15mm;
气体流量20L/min。
施焊环境
室内
环境温度
8℃
相对湿度
时间
(h)
焊工姓名
资格代号
级别
施焊日期
记录人
焊接工艺评定检验结果
共4页第3页
非破坏检验
试验项目
合格标准
评定结果
报告编号
外观
符合JGJ81-2002规定
合格
---
外观检查合格后
进行探伤
磁粉检测
JB/T4730.4-2005标准,
CZHYMT-001
拉伸试验
CZHYSY-001
弯曲试验
试样编号
试验类型
Rm(Mpa)
≥375
断口
位置
弯心直径d(mm)
弯曲
角度
评定
结果
①
接头拉伸
430
425
母材
面弯
d=20
180°
②
415
420
标准值:
不低于母材(JGJ81-2002中5.5.4第1条)
背弯
冲击试验
缺口位置
试验温度
冲击功
AKV(J)
宏观金相试验
评定结果:
试样编号示意图:
检验
焊接工艺评定报告
工程(产品)名称
焊接试板
评定报告编号
委托单位
工艺指导书编号
项目负责人
依据标准
《建筑钢结构焊接技术规程》JGJ81-2002
试样焊接单位
2010年3月7日
焊工
4mm
武钢
化学成份和力学性能
C
(%)
Mn
Si
S
P
σs
(Mpa)
σb
δ5
ψ
AKV
(J)
标准
≤0.20
≤0.65
≤0.30
≤0.005
≤0.045
235
375-500
≥26.0
复验
0.15
0.53
0.27
0.002
0.023
230
470
31
碳当量
公式
Ceq(%)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14
焊条
接头形式
对接
见焊接工艺评定指导书
清根工艺
电源及极度性
预热温度(0C)
层间温度(0C)
后热温度(0C)及时间(h)
焊后热处理
评定结论:
本评定按《建筑钢结构焊接技术规程》JGJ81-2002规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:
合格。
焊接条件及工艺参数适用范围按本评定指导书规定执行。
评定单位:
(签章)
技术负责人
共4页第4页
 升级会员
升级会员 