3D热弯成型机工艺详析Word文档下载推荐.docx
《3D热弯成型机工艺详析Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《3D热弯成型机工艺详析Word文档下载推荐.docx(6页珍藏版)》请在冰豆网上搜索。
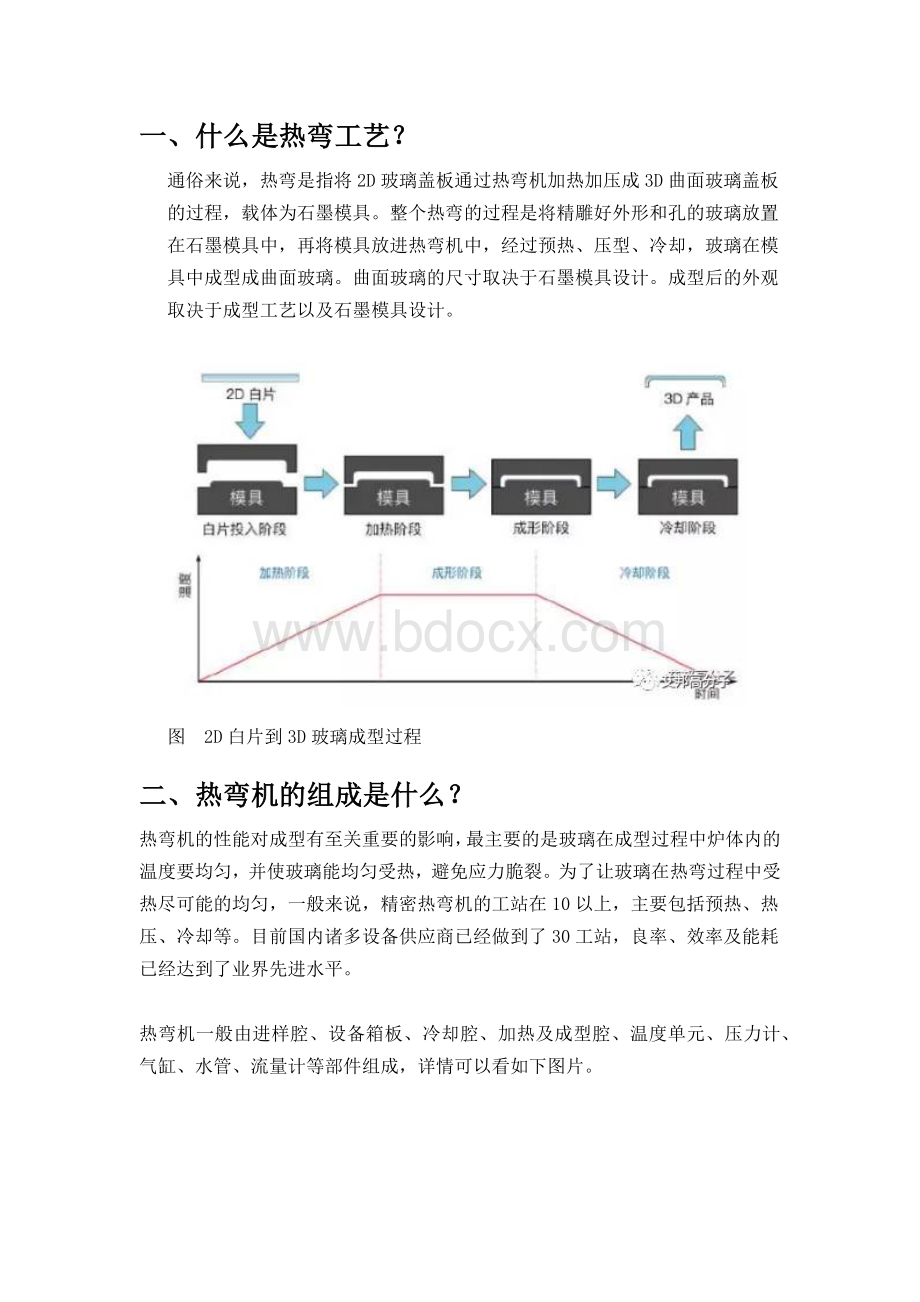
热弯机的性能对成型有至关重要的影响,最主要的是玻璃在成型过程中炉体内的温度要均匀,并使玻璃能均匀受热,避免应力脆裂。
为了让玻璃在热弯过程中受热尽可能的均匀,一般来说,精密热弯机的工站在10以上,主要包括预热、热压、冷却等。
目前国内诸多设备供应商已经做到了30工站,良率、效率及能耗已经达到了业界先进水平。
热弯机一般由进样腔、设备箱板、冷却腔、加热及成型腔、温度单元、压力计、气缸、水管、流量计等部件组成,详情可以看如下图片。
热弯机部件名称
三、热弯过程中常见的问题及解决方案
玻璃在热弯工艺中出现的问题主要有以下几点:
1.热弯加工后,外围尺寸精度超差;
2.玻璃弧度异常,造成大小边不一致;
3.热弯后的变形应力,导致玻璃弧面翘曲;
4.玻璃对角方向明显折痕;
5.玻璃四角弧面坍塌;
6.玻璃弧形面与大平面的折痕;
7.玻璃表面压痕、雾面;
8.玻璃表面的凹凸点与水波纹;
9.玻璃碎裂报废。
有印痕3D玻璃盖板
我们主要通过热弯设备的调试及工艺过程对温度等参数的管控来最大化提高良率、效率及降低能耗。
设备与工艺方面
1.
如何最大化提高良率与效率?
1)、热弯机运行的过程中要稳定,加热板和加热管必须要分布均匀、运转正常;
保证腔体内热场平衡,减少热损失;
2)、温度控制精度要高,实际温度和表头测出来的温度要在正负5°
之内,这样良率才有保障,因为如果精度不够的话就会导致温度不稳定,进而就会导致热熔不到位,玻璃就会出现没有压弯的情况。
3)、上加热板的调平,保证施压过程中加热板的水平,避免在使用过程中频繁调水平;
4)、需要优化气缸卡顿问题;
5)、可增加自动上下料机械手,提升玻璃片产出效率,提升良率。
减少人在操作中产生的影响;
6)、设备检测应到位,从进料到出料每个环节需严格把关控制。
2.
热弯玻璃在炉内炸裂
出现玻璃在炉内炸裂的问题有很多,跟前制程的加工有很大关联,这里只说明与热弯环节相关的内容。
1)玻璃在炉内的升温速率过快,容易导致玻璃受热不均匀而出现玻璃炸裂。
2)在玻璃成型时,辅助成型的外力过大,会导致玻璃的炸裂。
对于一些曲率半径较大的产品,玻璃必须依靠辅助外力才能成贴合模具。
但操作人员应当明白,玻璃的成型应当主要靠温度的调节来达到要求。
3.
玻璃出现凹凸点
炉腔的环境至关重要,炉腔内模具会产生掉粉(底部摩擦掉粉),必须定期清理炉腔,如果累积在炉腔里,被氮气等气体搅动之后会使得热弯后的玻璃出现凹凸点。
4.
热弯后玻璃吻合度超标
1)玻璃放置到模具上时,玻璃的中心与模具的中心不一致,这就要求每次进炉前玻璃放置到模具上时,一定要保证玻璃与模具周边的距离均匀。
2)热弯成型时温度设定过低、过高或成型时间设定过长、过短。
热弯成型时的温度一般在630~730℃,所要加工的玻璃厚度不同、曲率半径不同、尺寸大小不同,热弯成型时的温度都不同,热弯成型温度的设定与成型时间的长短,都对玻璃的弯曲成型产生极大的影响。
熟练地掌握和控制热弯成型时的温度和时间,要靠操作人员不断地对实际经验进行总结,制定出适合于所用热弯设备与生产玻璃产品的工艺参数,使生产过程规范化、标准化,才能最大程度地减少人为因素与经验因素对产品质量的影响。
3)玻璃在热弯成型时过快或过慢也会造成产品吻合度的超标,热弯成型的快慢主要靠控制升温速率来进行调整。
5.
热弯玻璃出炉后的自爆现象
玻璃在热弯时退火过快,会造成后期成品玻璃的自爆发生。
玻璃在热弯成型时,原有应力已消除,为防止在降温过程中由于温度梯度而产生新的应力,应严格控制在退火温度范围的冷却速率,特别是在温度较高阶段要慢冷。
退火曲线应该均匀变化,且出炉落架的玻璃不能放在车间风口或风扇直吹处。
玻璃的退火应采用缓慢冷却的方式,炉温必须降到100℃以下时再取出玻璃。
石墨模具方面
石墨模具的设计及加工很重要,作为3D玻璃热弯的载体,选择一款好的石墨模具,往往会让3D玻璃盖板成型事半功倍。
我们在石墨模具的选择方面,需要注意几点。
石墨材料的选择?
石墨材料选择方面要考虑到热膨胀系数,尽可能选择与玻璃材料相近的石墨;
要考虑石墨颗粒密度,颗粒要均匀,结构要紧密等;
还有纯度及硬度,纯度最好小于5ppm(ppm表示杂质含量,1ppm=百万分之一);
石墨模具结构的设计
模具的精度将直接影响玻璃的精度,一般大小边公差±
0.01mm,极致公差将要做到±
0.005mm;
平面度±
0.01mm(玻璃本身升温降温过程也有差);
石墨材料厚度和模具的合模高度、上下模厚度要合理配比等
模具光洁度
对于石墨模具光洁度的要求,正确的加工方案是在尽可能保证模具平面度的情况下,来提高表面光洁度
小结:
从文中可以发现一个共通点,就是热弯的高手一定要对温度的把控游刃有余,对玻璃热力学有着很高的专业性,这样才能尽可能的提高热弯玻璃的效率及良率,降低能耗,做出优质的热弯机。
手机3D玻璃盖板实拍
 升级会员
升级会员 