成品及过程检验记录文档格式.docx
《成品及过程检验记录文档格式.docx》由会员分享,可在线阅读,更多相关《成品及过程检验记录文档格式.docx(11页珍藏版)》请在冰豆网上搜索。
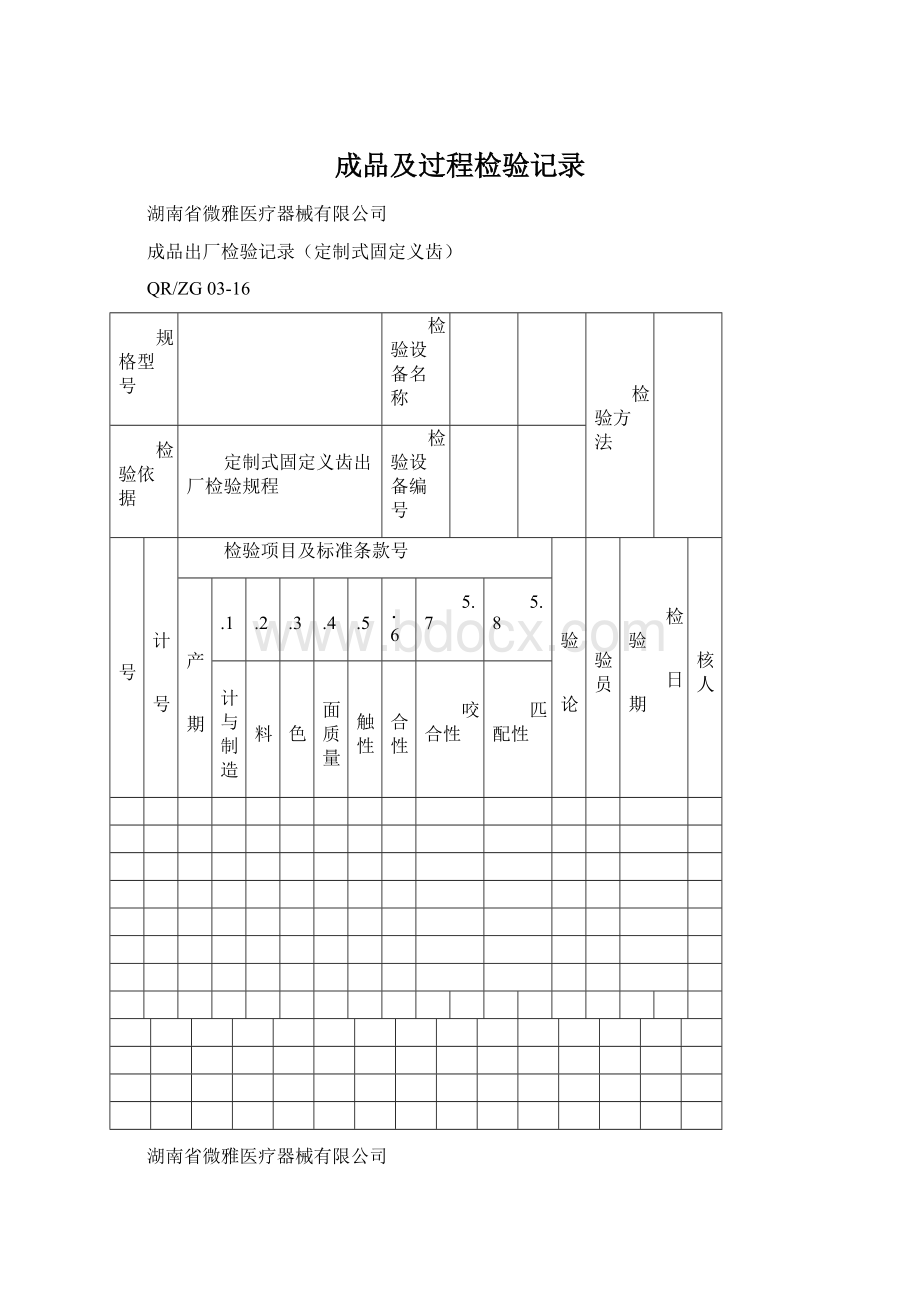
序号
设计
单号
检验项目及标准条款号
检验
结论
检验员
日期
审核人
生产
5.1
5.2
5.3
5.4
5.5
5.6
5.7
5.8
设计与制造
材料
颜色
表面质量
接触性
密合性
咬合性
匹配性
成品出厂检验记录(定制式活动义齿)
QR/ZG02-16
定制式活动义齿出厂检验规程
光洁度
石膏残留
基托外观
上、下颌对合性
基托
牙模来件生产过程检验记录
QR/ZG04-16
产品型号
牙模来件检验规程
接件
检验项目
客户提供的牙模及附件齐全
客户提供的印模托、牙模基牙的颈缘印模清晰,石膏牙模完整,无损伤
客户提供的牙模的咬合关系要求稳定,并力留有足够空间(≥0.8mm)以利于制作需要
初步观察客户提供的牙模变形情况
检查所填写的设计单的完整性
车瓷生产过程检验记录
QR/ZG05-16
车瓷检验规程
操作者
检查牙模牙位与设计单上的牙位相符,附件要求齐全,按设计单具体要求制作
唇面边缘、牙间隙、颌面无露金;
瓷层不能因打磨过薄,而透OP色;
瓷牙表面打磨光滑无裂纹、气泡或黑/白点
边缘与基牙要求密合,长短合适;
不能出现悬凸、毛边、厚薄不匀等
修复体应有正确的解剖生理特征以及良好的咬合关系和邻接关系,其桥体底部要与模型密合
烤瓷修复体的厚度标准:
≥1.0mm
车金生产过程检验记录
QR/ZG06-16
车金检验规程
检查牙模牙位与设计单上的编号相符,附件要求齐全,按设计单具体要求制作
金属烤瓷基底冠在模型基牙上,肉眼观察不到明显的缝隙。
金属烤瓷基底冠表面光滑,无锐边、锐角出现
金瓷结合部必须避开与对颌牙的接触滑行区1.0mm以上,其结合部明显
金属冠/桥在牙模上有良好的就位道,取戴顺畅,松紧适度
金属烤瓷基底冠前牙:
0.2mm.
0.3mm,后牙颌面:
≥0.4mm
烤瓷修复体的咬合空间应符合要求
金属烤瓷桥为缺失牙位桥体时,其横截面积应符合要求
相邻的2个金属基底冠的切/颌端,呈“V”字形,而颈部外展隙则呈“U”字形
固位体与桥体的连接体应≥颊舌径1/3.颌龈径1/3
铸造支架生产过程检验记录
QR/ZG07-16
铸造支架检验规程
铸造支架的厚度要求≥0.3mm
小连接体处的厚度≥0.8mm宽度≥1.5m
连接杆符合要求
铸造支架与牙模密合,封闭线规则,卡环位置正确
铸造支架表面打磨光滑,无污染物
铸造支架的连接体和卡环表面应无伤痕、铸巢、气孔;
铸造支架的封闭线边缘圆钝
铸造生产过程检验记录
QR/ZG07-11
检查牙模牙位设计单上的牙位相符,附件要求齐全,按设计单具体要求制作
铸造体的厚度要求≥0.3mm
铸造体与牙模密合,封闭线规则
铸造体表面打磨光滑,无污染物
排牙生产过程检验记录
QR/ZG08-16
排牙检验规程
全口总义齿及局部义齿的上、下颌修复体对咬后,4-7牙位均应有接触,且上下颌修复体之间应无翘动现象;
全口颌平面平分颌间距
 升级会员
升级会员 