工序单位能耗的计算方法及企业吨钢可比能耗计算方法Word格式.docx
《工序单位能耗的计算方法及企业吨钢可比能耗计算方法Word格式.docx》由会员分享,可在线阅读,更多相关《工序单位能耗的计算方法及企业吨钢可比能耗计算方法Word格式.docx(10页珍藏版)》请在冰豆网上搜索。
5
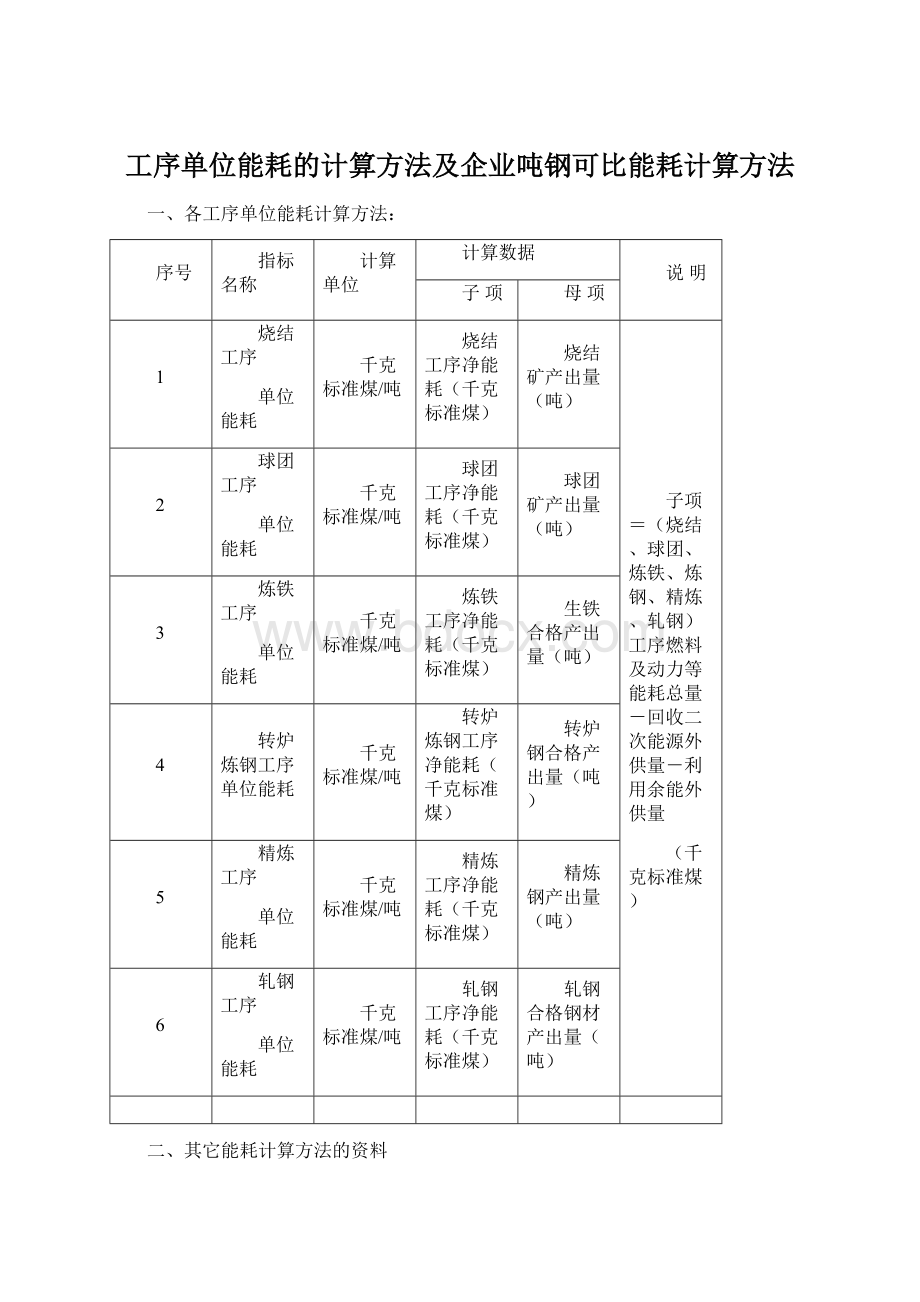
精炼工序
精炼工序净能耗(千克标准煤)
精炼钢产出量(吨)
6
轧钢工序
轧钢工序净能耗(千克标准煤)
轧钢合格钢材产出量(吨)
二、其它能耗计算方法的资料
中国8个钢铁企业产量达千万吨
近几年中国钢铁工业生产规模明显扩大,年产钢1000万吨以上的企业已有8家,年产钢500万吨以上的共有17家,年产钢300万吨以上的有30多家。
2005年产钢1000万吨以上企业由2000年的1家(宝钢)上升到8家(宝钢、鞍钢、唐钢、武钢、首钢、沙钢、济钢、莱钢),合计产钢万吨,占全国钢产量的%。
产钢大于500万吨小于1000万吨企业由2000年的3家(鞍钢、首钢、武钢)上升到2005年的9家(马钢、华菱钢铁、包钢、邯钢、攀钢、安阳钢铁、太钢、酒钢、建龙钢铁),合计产钢万吨,占全国钢产量的17.17%。
产钢300万吨以上企业共30家,合计产钢万吨,占全国钢产量的%。
据介绍,中国钢产量已由2000年的亿吨上升到2005年的亿吨,钢产量占世界钢产量的比例由2000年的%上升至2005年的%。
标准煤系数就是把某一能源品种的实物量折合成标准量时所采用的系数,换句话说,就是单位能源的实际发热值与7000千卡的比率:
即:
=该能源品种折标准煤系数
例如:
1公斤焦炭的平均低位发热量为6800千卡,其折标准煤系数为:
6800千卡÷
7000千卡=。
也就是说,1公斤焦炭相当于0.9714公斤标准煤,1000吨焦炭相当于吨标准煤。
在企业内部同一能源品种,由于到货时间、供货单位的不同,其实际发热值也不一样。
在此情况下,确定企业标准煤系数,一般采用“加权算术平均数”的计算方法,加权算术平均数是反映次数结构影响的算术平均数,它的计算方法是总体各标志值(变量值)乘以相应的次数(权数)之和与总次数(总权数)的比。
某企业2002年5月份先后从枣庄、肥城、山西、兖州等地购入原煤的实际数量分别为150吨、175吨、250吨、250吨,每次到货后实测发热值分别为4910千卡/公斤、4509千卡/公斤、5101千卡/公斤、5250千卡/公斤,这些原煤在本月全部消耗,那么该企业5月份消耗煤炭折标准煤吨,折标准煤系数为。
即:
折标准煤==(吨)
折标准煤系数==
计算折标准煤系数时可将上两步合为一步求得:
即
折标准煤系数=÷
825==
由此可以得出计算任一能源品种在某一时期内折标准煤系数的一般计算公式为:
=÷
该能源某一时期内购入量之和
能源品种折标准煤系数的确定
(一)煤炭折标准煤系数的确定
可按下列顺序依次确定:
l、由实测计算确定。
2、如不具备实测条件,可用煤矿发货单上的发热量计算出。
3、按照当年能源统计制度规定的参考系数。
(二)焦炭折标准煤系数的确定
有条件的单位应实测计算,否则用当年统计制度规定的参考系数计算。
(三)天然气折标准煤系数的确定
有条件的单位应按气田天然气、油田伴生气、煤田天然气(即煤矿瓦斯气)分别实测计算,否则以当年统计制度规定的折算系数折标(即每立方米天然气折1.3300公斤标准煤,每万立方米天然气折吨标准煤)。
(四)热力折标准煤系数的确定及其换算
热力主要指蒸汽和热水量。
蒸汽分为饱和蒸汽和过热蒸汽。
热力的计算单位现行统计报表制度要求统一换算为“百万千焦”或“万百万千焦”。
其换算关系为:
以“卡”作单位转换为以“焦耳”作单位及其折标准煤系数。
1千卡=千焦,
1百万千卡=百万千焦=吨标煤
1万百万千卡=万百万千焦=万吨标煤。
以“焦耳”作单位转换为以“卡”为单位及折标准煤系数。
l千焦=千卡
1百万千焦=百万千卡=吨标煤
1万百万千焦=万百万千卡=万吨标煤
各种能源折标准煤参考系数
能源名称
平均低位发热量
折标准煤系数
原煤
5000千卡/千克
千克标准煤/千克
洗精煤
6300千卡/千克
其他洗煤
洗中煤
2000千卡/千克
煤泥
2000-3000千卡/千克
焦炭
6800千卡/千克
原油
10000千卡/千克
燃料油
10000千卡)/千克
汽油
10300千卡/千克
煤油
柴油
10200千卡/千克
液化石油气
12000千卡/千克
炼厂干气
11000千卡/千克
天然气
7700-9310千卡/立方米
千克标准煤/立方米
焦炉煤气
4000-4300千卡/立方米
其他煤气
发生煤气
1250千卡/立方米
重油催化裂解煤气
4600千卡/立方米
重油热裂解煤气
8500千卡/立方米
焦炭制气
3900千卡/立方米
压力气化煤气
3600千卡/立方米
水煤气
2500千卡/立方米
煤焦油
8000千卡/千克
粗苯
热力(当量)
千克标准煤/百万焦耳
电力(当量)
860千卡/千瓦小时
千克标准煤/千瓦小时
燃料甲醇
5426千卡/千克
氢气
142000千焦耳/千克
沼气
5500-5800千卡/立方米
煤矸石
1250千卡/千克
蔗渣(干)
3500千卡/千克
树皮
2700千卡/千克
玉米棒
4600千卡/千克
薪柴(干)
3000千卡/千克
稻壳
3200千卡/千克
锯末刨花
注:
此表平均低位发热量用千卡表示,如需换算成焦耳,只需乘上即可。
吨钢综合能耗
包括从铁水(原料)进厂到钢锭(坯)出厂全部工艺过程中所消耗的一次和二次能源。
铁水预处理、连铸工艺、炉外精炼、电除尘设备等的燃料(含煤气、燃油)消耗及服务于炼钢的各种蒸汽、压缩空气、电力等动力消耗,都要计入炼钢工序能耗中,按其平均低位发热量折算标准煤。
计算公式为:
吨钢综合能耗(千克标准煤/吨)
=
为方便计算,规定子项单位为吨标准煤,母项单位为吨。
计算结果乘以1000。
吨钢可比能耗(联合企业)
指企业每生产一吨钢,从炼铁、炼钢直到成材配套生产所必需的耗能量及企业燃料加工与输送、机车运输能耗及企业能源亏损量之和,折算成标准煤。
计算列于下表:
钢铁企业吨钢可比能耗计算方法
工序
部位
工序单位能耗
吨标准煤/吨产品
(1)
钢比或铁比
吨产品/吨钢(铁)
(2)
可比能耗的组成
吨标准煤/吨钢
(1)×
备注
焦化
A
a=(烧结、球团、炼铁)耗焦量/全铁折合产量
A·
a
abc为折算铁比系数,只适用于能耗指标计算
烧结
B
b=烧结矿消耗量/全铁折合产量
B·
b
球团
C
c=球团矿消耗量/全铁折合产量
C·
c
炼铁
D=炼铁工序能耗/全铁折合产量
D1=炼铁工序能耗/全铁产量
E=A·
a+B·
b+C·
c+D
e:
吨钢耗生铁量
E·
e
D:
炼铁工序折合全铁单位能耗;
D1:
炼铁工序全铁单位能耗;
E:
企业吨铁单位能耗;
转炉
电炉
其他炉
连铸
F1
F2
F3
F4
f1转炉钢率
f2电炉钢率
f3其他炉钢率
f4连铸钢率
(f1+f2+f3=1)
F=F1·
f1+F2·
f2
+F3·
f3+F4·
f4
连铸能耗属炼钢工序
开坯
G:
初轧单位能耗
g·
[1—(连铸坯量+直接成材耗锭量)/(初轧耗锭量+连铸坯量+直接成材耗锭量)]
M=初轧开坯累计耗能量/(初轧耗锭量+连铸坯量+直接成材耗锭量)
1.式中连铸坯量系企业直接成材消耗的连铸坯量;
2.在特钢企业用钢锭成材时,生产的锻钢件(材)可按直接成材处理;
=G·
g.初轧钢坯成坯率
轧材
H=轧材耗能量/企业最终钢材产量
h:
企业由钢到材的综合成材率
H·
h
机车
I=运输能耗量/企业钢产量
燃气加工与输送
J=燃气加工与输送耗量/企业钢产量
企业能源亏损
K=企业能源亏损量/企业钢产量
企业吨钢可比能耗
L=E·
e+F+M+H·
h+I+J+K
.钢铁企业吨钢可比能耗计算方法
(1)钢比或铁比
吨产品/吨钢(铁)
(2)可比能耗的组成
吨标准煤/吨钢
a=(烧结,球团,炼铁)耗焦量/全铁折合产量
A・a
abc为折算铁比系数,只适用于能耗指标计算
B・b
C・c
1=炼铁工序能耗/全铁产量
E=A・a+B・b+C・c+D
e:
E・e
D:
炼铁工序折合全铁单位能耗;
D1:
炼铁工序全铁单位能耗;
E:
企业吨铁单位能耗;
F=F1・f1+F2・f2
+F3・f3+F4・f4
G:
g・[1―(连铸坯量+直接成材耗锭量)/(初轧耗锭量+连铸坯量+直接成材耗锭量)]
1.式中连铸坯量系企业直接成材消耗的连铸坯量;
2.在特钢企业用钢锭成材时,生产的锻钢件(材)可按直接成材处理;
=G・g・[1―(连铸坯量+直接成材耗锭量)/(初轧耗锭量+连铸坯量+直接成材耗锭量)]
H・h
L=E・e+F+M+H・h0+I+J+K
――规模以上工业统计报表制度
规模以上工业统计报表制度――
 升级会员
升级会员 