支撑辊锁紧螺母拆装Word文档下载推荐.docx
《支撑辊锁紧螺母拆装Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《支撑辊锁紧螺母拆装Word文档下载推荐.docx(55页珍藏版)》请在冰豆网上搜索。
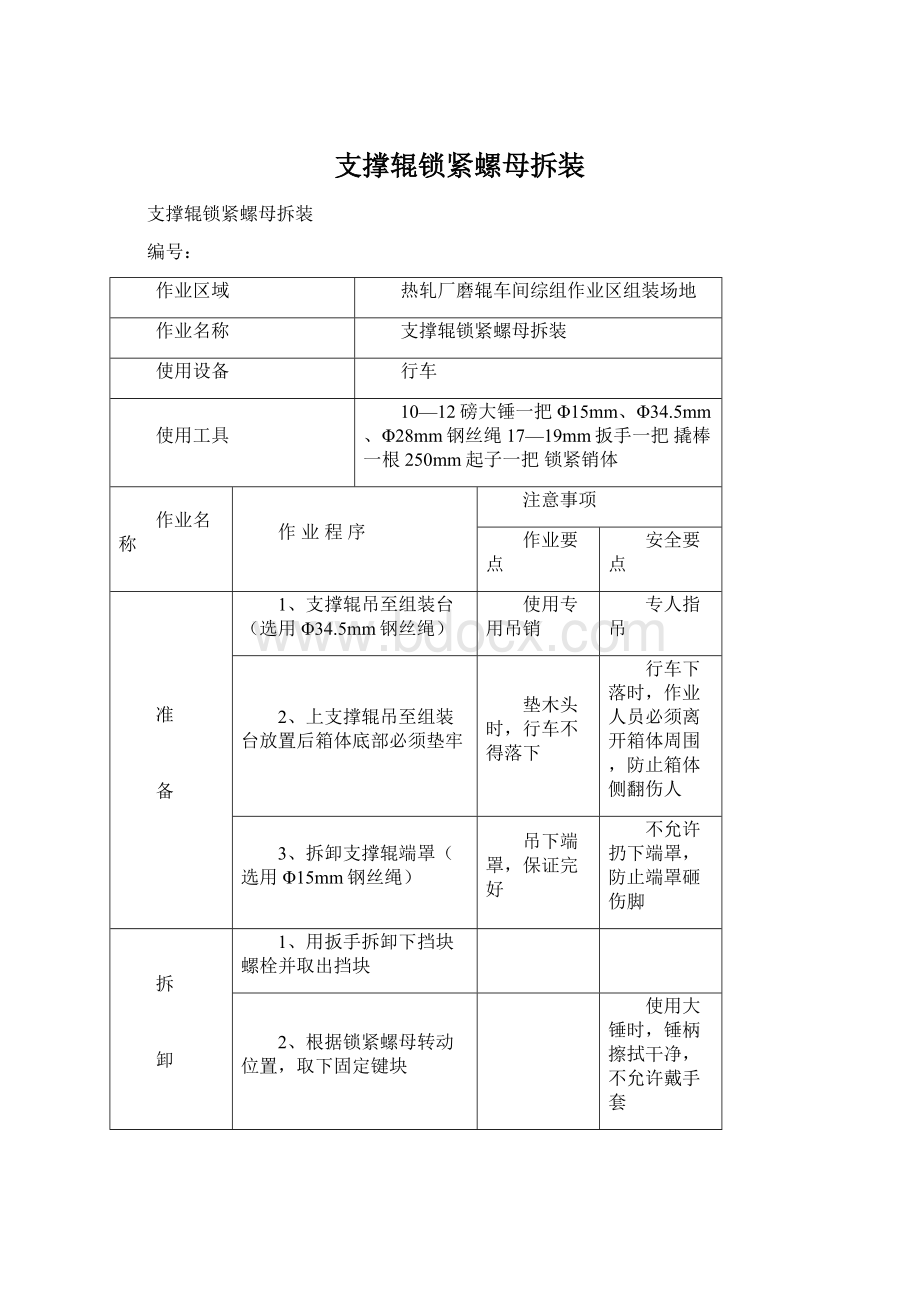
专人指吊
2、上支撑辊吊至组装台放置后箱体底部必须垫牢
垫木头时,行车不得落下
行车下落时,作业人员必须离开箱体周围,防止箱体侧翻伤人
3、拆卸支撑辊端罩(选用Φ15mm钢丝绳)
吊下端罩,保证完好
不允许扔下端罩,防止端罩砸伤脚
拆
卸
1、用扳手拆卸下挡块螺栓并取出挡块
2、根据锁紧螺母转动位置,取下固定键块
使用大锤时,锤柄擦拭干净,不允许戴手套
3、插入锁紧销体
必须使用专用锁紧销体
不可以用其它异物代替锁紧销体使用
4、绕好钢丝绳
Φ15mm*8m的钢丝绳
注意检查钢丝绳是否完好
5、行车配合逆时针方向松动锁紧螺母
在钢丝绳绷紧时必须点动
作业人员必须站在锁紧螺母正面,不允许站在侧面,防止销体飞出伤人
6、锁紧螺母松不动时,用大锤敲击锁紧螺母侧面
严禁敲击钢丝绳
7、行车配合吊下锁紧螺母(选用Φ15mm钢丝绳)
摆放在指定位置
组
装
1、用煤油或汽油清洗锁紧螺母和轧辊丝瓦
使用汽油完毕后,必须打扫干净
2、检查锁紧螺母和轧辊丝瓦是否损坏
损坏必须更换
3、装配箱体(选用Φ28mm钢丝绳)
专用吊销
注意轧辊底部垫好
4、轧辊丝瓦上要求涂新油
涂新油,严禁戴手套涂油
注意划伤手
5、行车配合吊锁紧螺母组装(选用Φ15mm钢丝绳)
6、调整好锁紧螺母和轧辊丝瓦间隙
手动锁紧时注意扳滑
7、插入锁紧销体
8、绕好钢丝绳
9、行车配合顺时针方向锁紧锁紧螺母
10、锁紧螺母锁不动时,用大锤敲击锁紧螺母侧面
锁紧为止
11、装上固定键块和挡块
必须安装正确
注
1、清点所有工器具(包括钢丝绳、吊具)擦拭干净,并收回工具房内
新、废汽油放置指定地点(注意环保)
2、清理工作场地
清扫干净
精轧支撑辊拆装
精轧支撑辊拆装
10—12磅大锤一把Φ15mm、Φ28mm、Φ34.5mm钢丝绳17—19、22—24扳手各一把撬棒一根油石一块250mm起子一把
1、选定钢丝绳、准备大锤、扳手、撬棍、油桶等
大锤、撬棍使用时必须擦拭干净
钢丝绳的使用不得为超过报废标准、用大锤时严禁戴手套
2、检查新辊辊压、辊径、辊面质量
按《技术规程》要求
3、检查新辊扁头、轴承箱衬板
无破损、无变形
4、检查轴承箱的联接油管、快速接头、各部件螺栓等
完好
换密封时注意箱体毛刺划伤手
1、行车配合,拆下轧辊联接杆(选用Φ15mm钢丝绳)
行车必须对正,防止联接杆变形
2、卸螺栓,拆下支撑辊箱体的端罩
小端罩必须二人抬下,不允许一个人扔下端罩,防止砸伤脚,大端罩用行车吊下
3、将起吊销插入箱体(或专用吊具)
用专用起吊销,保证吊销孔无污油和异物,保证销体插到位,用吊具时确认到位
4、将上下辊分别吊至组装台,上箱箱体下面垫上木块(选用Φ34.5mm钢丝绳)
木块垫好,注意安全
必须轻落轻放,待木块垫好后,人员离开箱体1米以外,行车方可下降
5、拆下弹簧挡圈和固定键
6、行车配合松动锁紧螺母,松完卸下
行车松动锁紧螺母人员不得站在锁紧螺母侧面方向,应站在垂直方向
7、行车配合拉出轴承箱(选用Φ28mm钢丝绳)
先拔出工作侧箱体
人员不得站在箱体垂直面方向,必须离开箱体1.5米以外
8、旋转轴承箱里的锥套
不允许戴脏手套或用脏的加力棒旋转锥套,锥套键槽位于箱体正上方,有问题吊至油膜
旋转轴承箱里的锥套时,必须待箱体停稳落下后方可操作
9、将旧辊吊至磨削场地
轧辊停稳落下后必须垫好木头,防止轧辊在地面滚动伤人,按指定地点摆放
10、检查各个密封及铝环
完好,损坏的或到使用周期的按规定更换
1、将新辊吊至组装台上
专人指吊,指吊人员必须轻落轻放、保证平稳
2、用煤油或汽油清洗新辊颈和丝瓦
辊颈和丝瓦无杂质,无油污
防止被异物划伤手,必须佩戴橡胶手套,必须立即清扫地面油污
3、辊颈和密封涂油
均匀涂油
防止被异物伤手,建议佩戴橡胶手套均匀涂油
4、检查轴承箱的锥衬套及附件
无锈蚀、损伤、变形、无杂物
5、行车配合将轴承箱套在辊颈上并在箱体下垫上木块
轴承箱组装到位,木块垫好,先装传动侧箱体
必须专人指吊,注意行车歪拉斜吊的角度,木块垫好后确认安全,行车方可下落
6、丝瓦涂油
涂油均匀
7、行车配合装上锁紧螺母并锁紧
保证锁紧尺寸
锁紧时,人员不得站在锁紧螺母侧面方向,应站在垂直方向
8、装上固定键和弹簧挡圈
到位
9、装上端罩,拧螺栓
螺栓拧紧
10、在箱体两侧插入起吊销(或吊具),用行车将上下辊吊至工作场地
11、行车配合,将轧辊的联接杆装上并插入联接销和固定螺栓
检查销体插板有无变形或脱焊
人员站在上辊上必须确认辊面上无油污,防止滑到
12、扁头、衬板涂油
13、用破布擦辊面
擦净、无油污
14、擦接头并包扎
擦净包扎好
15、填写台帐,注明组装日期、组装班组
填写清晰、准确
16、根据轴承的使用情况,与油膜班联系轴承的清洗、维护、更换
RW1拆装
热轧厂磨辊车间轧辊组装区域
RW拆装
行车、轧辊拆装机
10—12磅大锤一把Φ15mm、Φ19.5mm、Φ28mm、Φ34.5mm钢丝绳,17—19、22—24扳手各一把撬棒一根油石一块250mm起子一把
2、检查新辊辊压、辊面、辊号
按配辊单要求
紧固、无变形
密封垫圈完好
1、行车配合,拆下下辊导板(选用Φ15mm钢丝绳)
注意安全
2、卸螺栓,拆下工作侧箱体的端罩
防止端罩变形、损坏
必须二人抬下,不允许一个人扔下端罩,防止砸伤脚
3、将起吊销插入箱体
用专用起吊销,保证吊销孔无污油和异物,保证销体插到位
专人确认
4、将上下辊分别吊至组装台,上箱箱体下面垫上木块(选用Φ34.5mm钢丝绳)
指吊工必须跟随
5、行车配合,卸下传动侧扁头(选用Φ19.5mm钢丝绳)
扁头起吊平衡
人员不得站在扁头垂直方向
6、拆下弹簧挡圈和固定键
7、行车配合松动锁紧螺母,松完卸下
人员不得站在锁紧螺母侧面方向,应站在垂直方向
8、行车配合拉出轴承箱(选用Φ28mm钢丝绳)
箱体与轧辊分离时不允许箱体回荡,以免损坏缓冲器
9、将旧辊吊至磨削场地(选用Φ28mm钢丝绳)
轧辊停稳落下后必须垫好木头,防止轧辊在地面滚动伤人
10、检查各个密封件是否完好
损坏的或到使用周期的按规定更换
1、将新辊吊至组装台上(选用Φ28mm钢丝绳)
指吊人员必须轻落轻放、保证平稳
2、用汽油清洗新辊颈
辊颈无杂质,无油污
必须确认周围无火种及造成火灾隐患的异物;
必须立即清扫地面油污
5、行车配合将轴承箱套在辊颈上,到位(先装工作侧箱体)(选用Φ28mm钢丝绳)
在箱体下垫上木块;
行车平稳,以免损坏缓冲器
7、行车配合装上锁紧螺母并锁紧(选用Φ15mm钢丝绳)
锁紧时,人员不得站在锁紧螺母侧面方向
9、装上工作侧端罩,拧螺栓
箱体上安装密封胶绳;
10、在箱体两侧插入起吊销,用行车将上下辊吊至组装场地(选用Φ34.5mm钢丝绳)
专人指挥
11、行车配合,将上辊的联接杆装上并插入联接销(选用Φ15mm钢丝绳)
人员通过扶梯站在上辊上,必须确认辊面上无油污,防止滑到
12、行车配合,装上扁头、固定销、固定压板、螺栓(选用Φ19.5mm钢丝绳)
扁头到位并对至垂直位置
人员不得站在扁头侧面方向,必须离扁头1米以上距离
13、装上固定销、固定压板和螺栓
螺栓加垫片拧紧
14、扁头、衬板涂油
15、擦拭辊面
17、擦拭接头并包扎
18、填写台帐,注明组装日期、组装班组
19、根据轴承的使用情况,与油膜班联系轴承的清洗、维护、更换
立辊拆装
立辊拆装
风动扳手、14mm、28mm内六角扳手17-19mm、24mm、30mm、35mm、45mm扳手、吊环、卸扣、Φ15mm、Φ19.5mm、Φ28mm、Φ34.5mm钢丝绳等
1、选定钢丝绳、准备大锤、吊环、卸扣、扳手、撬棍、油桶等工具
风动扳手、大锤、撬棍扳手等使用时必须擦拭干净
 升级会员
升级会员 