FMEA分析经典案例Word文档格式.docx
《FMEA分析经典案例Word文档格式.docx》由会员分享,可在线阅读,更多相关《FMEA分析经典案例Word文档格式.docx(28页珍藏版)》请在冰豆网上搜索。
50
见上
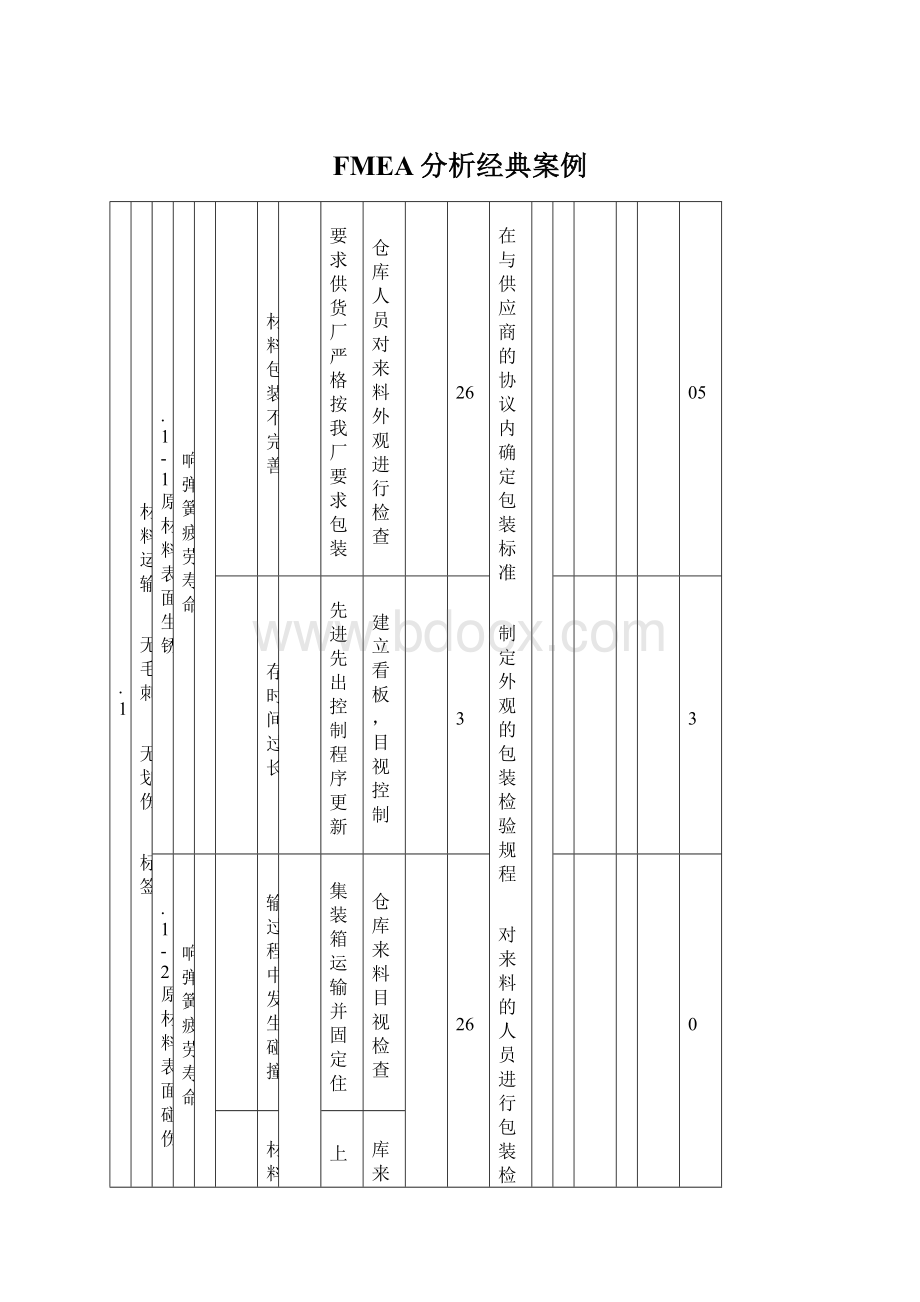
仓库来料目视检查
0.1-3标牌丢失/批号信息丢失
没有可靠的追溯性
捆扎松
-包装方案确认
-来料目视检查
90
检查和完善来料控制程序
1.1
原材料检验
1.1-1不合格材料入库
生产产品不合格
未检验出不合格材料
技术认可
建立自检报告
检验员严格按检验规程检验
4
56
1.2
原材料储存和搬运
检验器具失效
确定刻度单位
质保部定期对检验器具进行校验
42
分供方和中国弹簧厂在检验方式上存在差异
和分供方确定检验器具
30
分供方检验器具确定
1.2-1不合格的丸粒
影响弹簧的疲劳寿命
供应商提供不合格的丸粒
供应商技术认可
对丸粒的来料检查
1.2-2磷化液不符合规范
影响涂层质量
供应商提供不合格的磷化液
对磷化液进行来料检查
1.2-3涂装的粉末不符合规范
供应商提供的粉末不符合规范
对粉末进行来料检查
1.2-4原材料表面生锈
原材料存放时间过长
根据FI/FO发放原材料
-仓库管理员严格按“先进先出”的要求发放材料
-首件检查
28
改用软绳吊装材料
1.2-5从仓库到原材料搬运途中原材料表面碰伤
原材料吊装时碰伤
严禁用钢丝绳吊装无外包装的材料,
-操作工自我检查
-质保部抽样检查
2-1表面不能达到平滑要求
HIC
卷簧机滚轮调整不正确
1.首件认可
1.操作工定期抽检一班1次/2h
2.质保定期抽检1次/4h
36
2-2.总圈数不能达到要求
影响弹簧装配
-外径偏差
-送料长度偏差
1.设备卷绕方向保证
2.首件认可
72
专用量具
40
冷卷成形
-达到指定几何尺寸:
表面平滑
2-3.旋向错误
影响弹簧影响弹簧装配
方向绕反
同上
最后线菏载测试误差验证
1
12
总圈数
2-4.自由长度
力超差
影响整车舒适性
1.顶杆节距推出误差
2.设备精度误差
-首件样品确认程序
-设备PM计划
-.操作者1次/2h
-.QC2次/4h
2-5.弹簧外径不符合规范
刚度超差
负荷超差
影响装配
9
Sc
卷簧机顶杆、滚轮参数未调整好
-首件认可
-操作者1次/2h
54
做Spc控制图
自由长度
2-6大端圈间隙
弹簧力、刚度变化
-首件认可确定参数
-QC1次/4h
-操作者检查、记录1次/2h
弹簧外径
2-7上,下端圈内径
对用户造成装配困难
-QC2次/4h
-操作检查、记录1次/2h
去毛刺
3-1弹簧有毛刺
影响外观
落料刀和芯轴刀存在间隙
-刀具管理
-100%去毛刺
-.喷丸
目视检查
84
刀具管理程序
生产科、设备科
4-1.回火间隔小于4h
弹簧使用寿命降低
8
1.回火设备坏
2.操作者未及时上料
-设备预防性维修
-周转箱控制方法
专用周转箱
128
1.建立周转箱定制
2.建立周转箱管理程序
96
4-2链排走速调节不当
1.回火时间过短
2.降低产品使用寿命
3.改变弹簧几何尺寸
设备故障
设备预防性保养计划
-操作工每2小时作自检
-质保部检查1次/4H
制定详细的设备失效应急计划
回火
-消除卷簧引起的应力
参数设置错误
培训
4-3回火硬度不符合要求
4-4各个炉段的回火温度不符合要求
降低产品疲劳寿命
1.降低产品疲劳寿命
2.改变弹簧几何尺寸
1.回火温度超差
2.回火时间超差
质保部打硬度2只/班
1.回火炉设备故障
2.温度计失效
-温度计采用PLC控制、温控报警装置
-定期对温度计标定、报警装置标定
-温度计寿命管理
-记录纸100%数据记录
-操作工检查1次/2h
48
5-1抛丸流量不足
弹簧使用寿命降低(早期断裂)
丸粒不足
-规定丸粒流量并锁定
-丸粒添加程序1次/80min,每次添加25Kg1.2mm丸粒。
-设备报警
1.操作者点检1次/2h
2.QC检查1次/4h
国产1mm喷丸机加流量报警装置
5-2喷丸时间过短
喷丸强度不够
1.拨叉速度失控
2.参数设置偏差
-规定拨叉速度并锁定
-生产准备阶段确定
喷丸1
-提高弹簧的疲劳寿命
-喷丸强度
-喷丸覆盖率
-喷丸时间
-丸粒比例
-丸粒流量
-表面无轧伤
5-3丸粒比例失调
1.小丸粒比例过大
2.未及时添加丸粒
每班按工艺每60min添加丸粒
每班检测丸粒比例1次/2H
5-4叶片磨损
强度不够
叶片磨损
预防性维修
1.喷丸工程师每天检查1次
2.防错图
160
5-5喷丸强度不足
弹簧早期断裂
上述参数存在偏差
做Allmen试片1次/4H,每次3只弹簧,在不同位置
设备项修后三只弹簧试片饱和度验证
设备科
每次项修后
PPAP阶段采用控制图
5-6表面轧伤
弹簧疲劳断裂
1.设备故障
2.人为因素
-弹簧上料位置正确
1.在强压工位目视检查100%
弹簧位置防错图
压缩
-尺寸定型
6-1压缩长度不符合规范
1.弹簧长度偏差
2.弹簧表面轧伤
2.工艺参数设置误差
-光电开关控制保证
光电开关控制100%
6-2压缩次数不符合规范
弹簧长度超差
1.参数调整
2.人员
对生产线的调整进行检查
1.操作者自检1次/2h
6-1几何尺寸超差弹簧流入下道工序
10-1负荷超差,乘客感觉不舒服
长度和圈数不符合规范
调整长度
-操作工抽取1/5检查
-检验员4小时检验1次
工序检查
7-1端圈内径
小圈内径
SC
前道工序漏检
-操作工检查100%
挂弹簧
8-1弹簧表面脏,有油污
造成表面涂装粘合表层有气泡,涂层易剥落弹簧使用寿命低
弹簧喷丸后碰油污
-培训
-操作者带带橡胶的手套
-制定喷丸到悬挂之间的时间间隔
1.挂弹簧前100%检查弹簧清洁度
清洁
防错图
8-2小头朝下,挂弹簧位置超出180度
不能使疲劳寿命最优化
悬挂位置不正确
-防错图
100%目视检查
8-3挂钩未能更换
没有按时更换
-对操作工进行培训
-更换程序检查
每天作检查记录
9-1清洗
弹簧表面未清洗干净
温度、时间、喷头压力不恰当
-电磁阀、加热设备预防性维修
-手动调整蒸汽流量
-变频器控制
4.操作者点检1次/2h
9-2清洗2
弹簧表面未清洗干
 升级会员
升级会员 