机制生产实习报告Word格式.docx
《机制生产实习报告Word格式.docx》由会员分享,可在线阅读,更多相关《机制生产实习报告Word格式.docx(19页珍藏版)》请在冰豆网上搜索。
1、生产实习的目的-------------------------------------------------3
2、生产实习的内容安排及注意事项-----------------------------------3
二、实习工厂简介
1、南昌恒天动力有限公司-------------------------------------------4
2、南昌凯马机电园-------------------------------------------------4
三、南昌恒天动力有限公司实习总结
1机体
(1)、机体的简介--------------------------------------------------5
(2)、机体的机械加工工艺过程--------------------------------------6
2齿轮室盖
(1)、齿轮室盖的作用----------------------------------------------8
(2)、齿轮室盖的机械加工工艺过程----------------------------------9
3、飞轮罩
(1)、飞轮罩材料的选取--------------------------------------------9
(2)、飞轮罩的机械加工工艺过程------------------------------------10
4、缸盖
(1)、缸盖的简介--------------------------------------------------10
(2)、缸盖的机械加工工艺过程----------------------------------------
5、飞轮
(1)、飞轮的简介--------------------------------------------------11
(2)、飞轮的机械加工工艺过程----------------------------------------
四、南昌凯马机电工业园实习总结
1、工程机械
(1)工程机械的简介及分类----------------------------------------11
(2)、工程机械的机械加工工艺过程-----------------------------------
2、主轴箱
(1)、主轴箱的简介及分类-----------------------------------------12
(2)、主轴箱的机械加工工艺过程-------------------------------------
3、齿轮
(1)、齿轮的简介及分类-------------------------------------------13
(2)、齿轮的机械加工工艺过程---------------------------------------
4、主轴
(1)、主轴的简介及分类-------------------------------------------14
(2)、主轴的机械加工工艺过程---------------------------------------
5、床身
(1)、床身的简介及分类-------------------------------------------15
(2)、床身的机械加工工艺过程---------------------------------------
五、实习心得及体会--------------------------------------------------16
六、参考文献------------------------------------------------------17
一、生产实习动员大会:
在生产实习前,老师在课堂上给我们讲解了去生产实习的了解内容和好多注意事项等,重点讲解我们需要知道的:
(1)、介绍生产实习目的,是我们学习重要的实践性教学环节,使学生加强机械制造生产实践方面的感性认识。
(2)、要我们通过生产实习将课程所学的理论知识与工厂的生产实践有机结合起来,学习实际生产知识。
(3)、巩固并扩大已学过的制造工艺知识,了解产品的生产过程。
(4)、便于深化理解和印证扩充所学的书本理论知识,为后续专业课程的学习以及今后的毕业设计打下坚实基础。
(5)、通过现场生产实习,阅读有关工艺文件及编写实习报告,培养学生理论联系实际的独立分析工艺问题的能力。
(二)、生产实习内容安排及注意事项:
(1)、生产实习的时间为三周,分别在南昌恒天动力有限公司和南昌凯马机电工业园实习两周,第三周整理《生产实习现场笔记》、撰写《生产实习总结报告》。
(2)、生产实习的地点:
1、南昌恒天动力有限公司(特点:
大批大量生产方式,机械加工工艺装备实习为主)。
2、南昌凯马机电工业园(特点:
单件小批生产方式,常规机械加工工艺方法实习为主)。
(3)、生产的注意事项:
(1)、注意人身和设备安全。
(2)、端正态度,把握机会,认真实习。
(3)、积极主动,多看多想,学会“自找苦吃”。
(4)、带好相关教材和笔记本,做好现场笔记。
3、生产实习的基本要求:
生产实习一定要注意安全,必须按工程的要求着装,严禁嬉笑打闹,严禁私自打开机床设备,防止出现人身伤害事故。
在每个典型零件实习之前,要求学生利用业余时间,阅读相关专业书籍中的有关章节。
在生产实习过程中,要注意听从老师的引导和讲解,每个学生赢认真观察典型零件的没到工序,分析机床、夹具、刀具、检具、辅具等工作原理、结构特点,并做出详细记录。
在生产实习中遇到不懂得问题,学生应当及时向车间的工程技术人员和工人师傅请教,或主动找指导老师答疑。
二、实习工厂简介:
1、南昌恒天动力有限公司:
南昌恒天动力有限公司是我们实习的第一个公司,座落在南昌市经济技术开发区青岚路,现占地面积133989.3平方米,总建筑面积4万余平方米,拥有现代化的总装、试制生产基地和办公大楼。
近一年来,公司斥巨资从德国引进的发动机项目已列入江西省和南昌市“十二五”规划重点项目,占地1000亩的项目一期工程即将开工建设。
公司主要生产“南昌牌”X105、凯尔NC110、凯悦NK115、NC493系列柴油机(功率段为17.5kW一147kW)和电站(功率覆盖从1kW一500kW)及天然气发动机(125KW-206KW),广泛用于汽车、工程农业配套、船舶、军工、行业电源等领域。
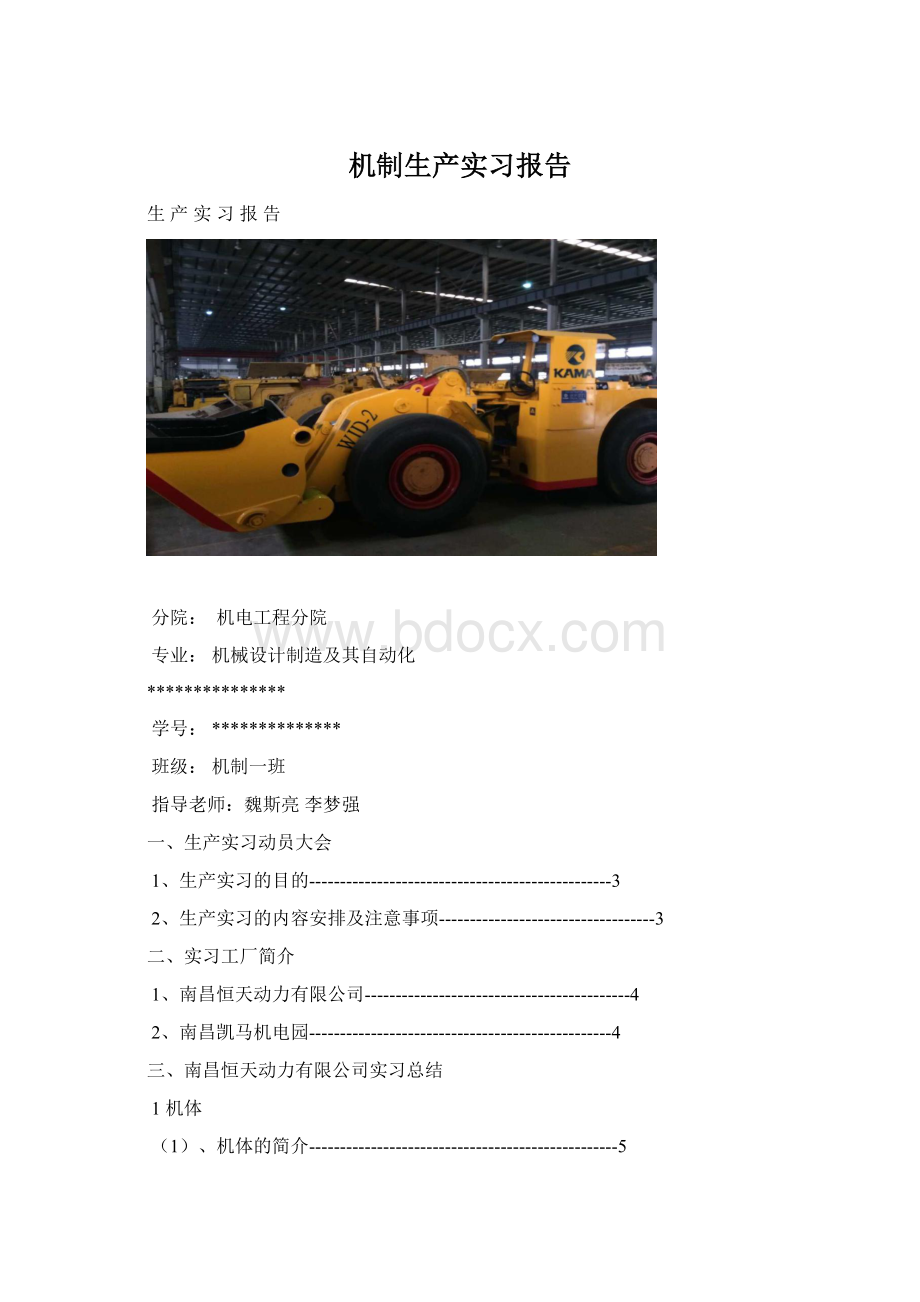
2、南昌凯马机电园:
南昌凯马有限公司是我们实习的第二个公司,位于南昌国家昌北经济技术开发区,由恒天凯马股份有限公司对南昌市原江东机床厂、江西第四机床厂、江西第五机床厂、南昌通用机械厂、江西采矿机械厂五家国有企业重组而成。
公司的战略目标是打造知名品牌,提升自主创新和产品制造技术能力,重点打造一个中心、建设三个基地,即打造技术研发中心、建设工程机械产业基地、机床产业基地、起重机械产业基地,形成年产工程机械产品600台、机床产品4000台、起重机械100台的生产能力。
三、南昌恒天动力有限公司实习总结:
在南昌恒天动力有限公司实习,我们在南昌恒天动力有限公司实习主要学习到了机体、齿轮室盖、飞轮罩、缸盖、飞轮等零件的机械加工工艺流程、方法、时效、热处理等相关知识,具体对各零件的学习总结如下:
一、机体
(1)、机体图片:
(2)、机体的简介:
机体,就是气缸体,用来安装和固定气缸套,是发动机的装配基础,包括气缸盖、气缸体,和曲轴箱。
其作用是,形成燃烧室,并支承运动部件以及辅助装置。
机体是柴油机的主体,安装其他零件和附件的支撑骨架,受气缸爆发压力、螺栓预紧力、往复惯性力、旋转离心力和倾复力矩。
(3)、机体的机械加工工艺工程:
车间名称序号工序内容机床名称及编号
外协10铸坯、清砂、时效处理,
消除内应力,涂底漆
大件20划线钳工
大件30粗铣顶面、底面、NZ8404
主轴承分开面及止口面
大件40粗铣前后端面NZ8405
大件50粗铣右侧面NZ8406
上DX3线
大件60半精铣底平面,主轴承分开面DX93-C1
大件70二次铣顶平面DX93-C2
大件80精铣底平面DX93-C3
大件90钻、扩、铰底平面上2-Φ16H7工艺孔DX93-C4
大件100精铣主轴承分开面及止口DX93-C5
大件110修正曲轴箱右侧内腔DX93-C6
大件115旋转90°
,转位90°
,顶面向上DX93-F1、F2
大件120半精铣前、后端面DX93-C7
大件130精铣前、后端面DX93-C8
质检135检验
上DX46线
大件140半精铣顶平面DX46-C1
大件150粗铣左侧面DX46-C2
大件160精铣右侧面DX46-C3
大件170精铣左侧面DX46-C4
大件180粗镗缸套空及止口DX46-C5
大件185翻转90°
,右侧面向下DX46-F1
大件190粗镗主轴承半边空至Φ81.5DX46-C6
大件200粗铣轴承孔各端面DX46-C7
大件210精铣主轴承孔各端面及瓦槽DX46-C8
大件220钻顶面深油孔,钻第一档主轴DX46-C9
承孔中Φ6斜油孔
大件230第二次钻底面深油孔、钻主轴孔中斜油孔DX46-C12
大件240第三次钻顶面深油孔、第二次钻主轴孔中斜油孔DX46-C13
质检245检验
上DX47线
大件250粗扩凸轮轴孔DX47-C1
大件260钻主油道孔DX47-C2
大件270续钻主油道孔DX47-C3
大件280续钻主油道孔,钻过轮油孔DX47-C4
大件290钻前、后端面DX47-C5
大件300攻前、后端面螺纹DX47-C6
大件305转位90°
,工件前端朝前DX47-F1
大件310钻顶面缸盖螺柱孔,钻右侧面螺孔DX47-C7
大件320扩顶面缸盖螺柱孔孔口、顶面销套孔,续钻
右侧面油孔及钻地脚面上销DX47-C8
大件330铰顶面销控、右侧面地脚面销控、
主油道闷口孔,扩主油道直油孔DX47-C9
大件340钻顶面上水孔,钻右侧面油道孔DX47-C10
大件345倒屑DX47-F2
大件347工件回转180°
底面朝下DX47-F4
大件350钻底面、分开面、左侧面上孔DX47-C11
大件360扩主轴承销套孔,钻左侧面上孔CX47-C12
大件370铰主轴承销套孔、左侧面上孔DX47-C13
大件380钻底面直油孔,钻左侧面上余孔DX47-C14
大件390扩底面直油孔孔口DX47-C15
大件395倒屑DX47-F5
大件400钻挺柱孔DX47-C
 升级会员
升级会员 