机械制造基础形成性考核第一次作业答案Word文档下载推荐.doc
《机械制造基础形成性考核第一次作业答案Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《机械制造基础形成性考核第一次作业答案Word文档下载推荐.doc(5页珍藏版)》请在冰豆网上搜索。
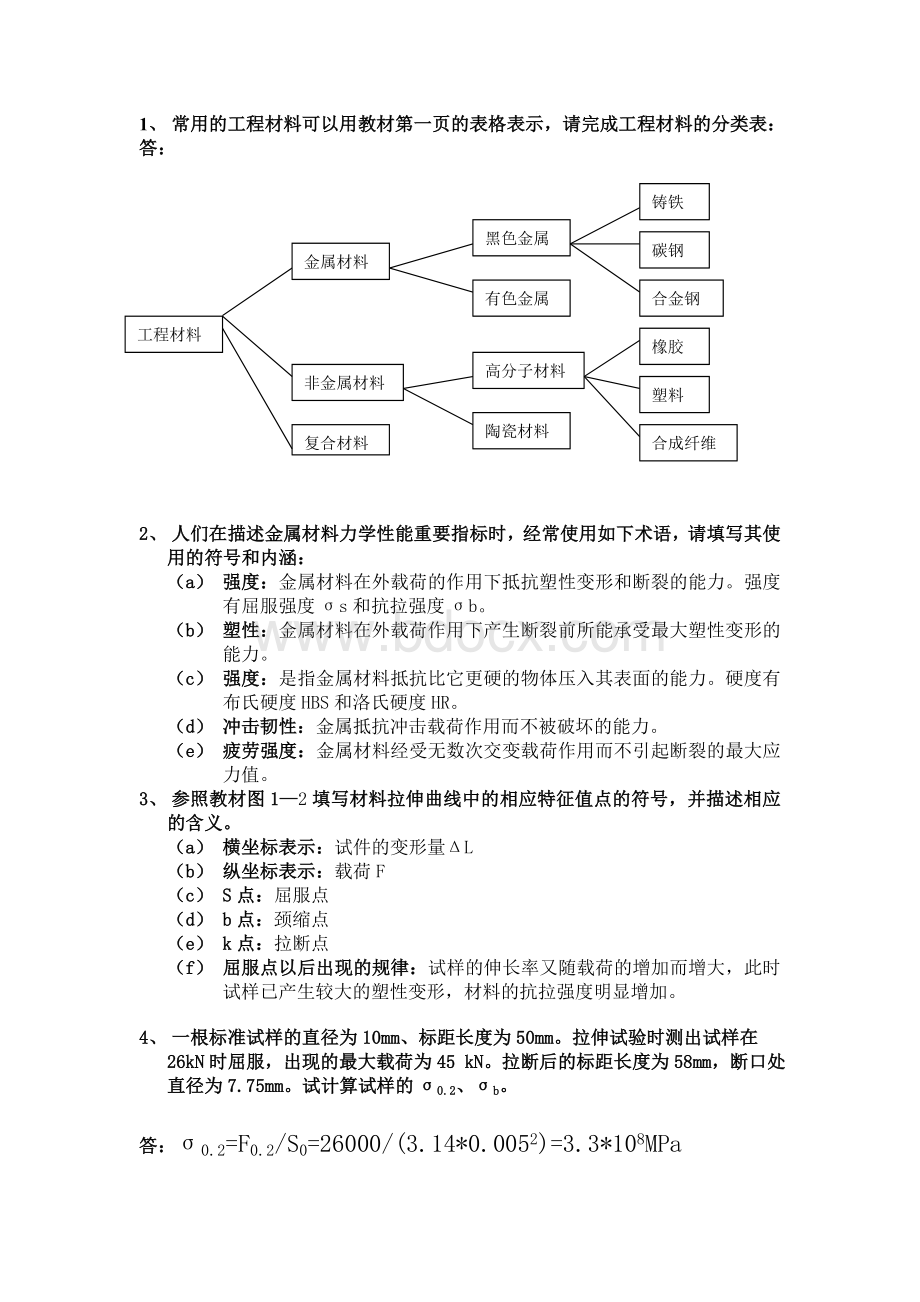
强度有屈服强度σs和抗拉强度σb。
(b)塑性:
金属材料在外载荷作用下产生断裂前所能承受最大塑性变形的能力。
(c)强度:
是指金属材料抵抗比它更硬的物体压入其表面的能力。
硬度有布氏硬度HBS和洛氏硬度HR。
(d)冲击韧性:
金属抵抗冲击载荷作用而不被破坏的能力。
(e)疲劳强度:
金属材料经受无数次交变载荷作用而不引起断裂的最大应力值。
3、参照教材图1—2填写材料拉伸曲线中的相应特征值点的符号,并描述相应的含义。
(a)横坐标表示:
试件的变形量ΔL
(b)纵坐标表示:
载荷F
(c)S点:
屈服点
(d)b点:
颈缩点
(e)k点:
拉断点
(f)屈服点以后出现的规律:
试样的伸长率又随载荷的增加而增大,此时试样已产生较大的塑性变形,材料的抗拉强度明显增加。
4、一根标准试样的直径为10mm、标距长度为50mm。
拉伸试验时测出试样在26kN时屈服,出现的最大载荷为45kN。
拉断后的标距长度为58mm,断口处直径为7.75mm。
试计算试样的σ0.2、σb。
σ0.2=F0.2/S0=26000/(3.14*0.0052)=3.3*108MPa
σb=Fb/S0=45000/(3.14*0.0052)=5.7*108MPa
5、HR是零件设计中常用的表示材料硬度指标。
请回答下表中表示的有效范围和应用范围:
硬度符号
有效值范围
主要应用范围
HRA
70~85
硬质合金、表面淬火、渗碳
HRB
25~100
有色金属、退火、正火等
HRC
20~67
淬火钢、调质钢等
HR和HB有什么差别?
两种都是测试硬度的标准,区别在于测量方法不同。
两种硬度标准根本性区别在于:
布氏和洛氏测量的对象不同。
布氏测量低硬度的材料,洛氏测量高硬度的材料。
6、参照教材1-7图补充如下Fe-Fe3C相图缺少的内容(标注相应的数据和材料相符号),思考每个线条和线条包容区域内金属相符号的特点
参考上图回答以下问题:
:
(a.).AC线为:
合金的液相线
(b.).Acm线为:
碳在奥氏体中的溶解限度线
(c.).AC3线为:
奥氏体中开始析出铁素体或铁素体全部溶入奥氏体的转变线
(d.).A表示:
奥氏体相
(e.).F表示:
铁素体相
(f.).P表示:
珠光体相
(g.).Ld表示:
液相
(h.).Fe3C表示:
渗碳体相
(i.).含碳0.77%为:
都是奥氏体
(j.).导致过共析钢中材料脆性很高的主要原因是:
若加热到略高于AC1温度时,珠光体完全转变成奥氏体,并又少量的渗碳体溶入奥氏体。
此时奥氏体晶粒细小,且其碳的质量分数已稍高与共析成分。
如果继续升高温度,则二次渗碳体不断溶入奥氏体,致使奥氏体晶粒不断长大,其碳浓度不断升高,会导致淬火变形倾向增大、淬火组织显微裂纹增多及脆性增大。
7、假定有含碳量为80%的材料从液态逐渐缓慢冷却,请说明其随温度下降的组织变化。
液相,液相和一次渗碳体,一次渗碳体和莱氏体,一次渗碳体和低温莱氏体
8、AC3和Acm是重要指标线,在这个温度以下会稳定得逞室温组织。
在高温度附近的冷却速度决定了材料的晶粒大小。
因此,为细化晶粒的退火热处理的工艺设计是需要查阅相图的(通常要高出50°
C)。
请同学补充完成下面的回答:
回答:
当温度下降到达AC线时,出现凝固,成为L(液体)和A,经过EF线以后完全固体,……
发生共晶反应。
此时液相LC(4.30%C),奥氏体AE(2.11%C)。
渗碳体(6.69%C)三相共存。
冷凝时反应的结果形成了奥氏体与渗碳体的机械混合物,通称为莱氏体
9、钢的热处理主要包括淬火、退火、回火、调质处理和渗碳。
它们的主要特点是按照热处理温度、冷却速度、热处理目的或用途、工艺过程安排特点考虑的。
请藐视它们的特点:
淬火:
指将钢件加热到Ac3或Ac1(钢的下临界点温度)以上某一温度,保持一定的时间,然后以适当的冷却速度,获得马氏体(或贝氏体)组织的热处理工艺。
常见的淬火工艺有盐浴淬火,马氏体分级淬火,贝氏体等温淬火,表面淬火和局部淬火等。
淬火的目的:
使钢件获得所需的马氏体组织,提高工件的硬度,强度和耐磨性,为后道热处理作好组织准备等。
退火:
指金属材料加热到适当的温度,保持一定的时间,然后缓慢冷却的热处理工艺。
常见的退火工艺有:
再结晶退火,去应力退火,球化退火,完全退火等。
退火的目的:
主要是降低金属材料的硬度,提高塑性,以利切削加工或压力加工,减少残余应力,提高组织和成分的均匀化,或为后道热处理作好组织准备等。
回火:
指钢件经淬硬后,再加热到以下的某一温度,保温一定时间,然后冷却到室温的热处理工艺。
常见的回火工艺有:
低温回火,中温回火,高温回火和多次回火等。
回火的目的:
主要是消除钢件在淬火时所产生的应力,使钢件具有高的硬度和耐磨性外,并具有所需要的塑性和韧性等。
调质:
指将钢材或钢件进行淬火及高温回火的复合热处理工艺。
使用于调质处理的钢称调质钢。
它一般是指中碳结构钢和中碳合金结构钢。
渗碳:
渗碳是将工件置于渗碳介质中,加热到单相奥氏体状态,保温一段时间,使碳原子渗入工件表层,提高表层含碳量,从而增加表面的硬度及耐磨性。
渗碳工件材料一般为低碳钢。
渗碳工艺常用的有气体渗碳和固体渗碳。
渗碳后,仍需对工件进行淬火和低温回火处理。
10、请回答.077%碳钢和1.%碳钢的细化晶粒温度。
例如:
一批碳钢试样组织晶粒大小不均匀,需采用退火处理。
应采用的工艺设计应该是:
缓慢加热至500~650℃,保温足够时间,随炉冷却至室温。
问:
为什么要保温足够的时间,为什么要缓慢冷却?
因为晶粒组织转变需要一定的时间,因此当金属工件表面达到要求的加热温度时,还须在此温度保持一定时间,使内外温度一致,使显微组织转变完全。
11、现有40Cr钢制造的机床主轴,心部要求良好的强韧性(200~300HBS),轴颈处要求硬而耐磨(54~58HRC),试问:
(1)应进行哪种预处理和最终热处理?
(2)热处理后获得什么组织?
(3)热处理工序在加工工艺路线中位置如何安排?
(1)正火(调质)——预处理、高频淬火和回火——最终热处理
(2)奥氏体
(3)正火——机加工——高频淬火——回火
12、铸铁是制造机器零件毛坯的主要黑色金属材料之一,请说明铸铁的基本特征。
(牌号、石墨形态、铸造性能、成本等)
1)灰铸铁:
牌号HT,石墨形态是片状,铸造性能优良,成本最低的铸铁。
2)球墨铸铁:
牌号QT,石墨形态是球状,铸造性能近似于灰铸铁。
3)蠕墨铸铁:
牌号RuT,石墨形态是蠕虫状,铸造性能好。
4)可锻铸铁:
牌号KT,石墨形态是团絮状,不能锻造。
13、为了获得优质的铸件毛坯,在结构工艺性方面需要注意哪些原则?
1)铸件的壁厚应合理2)铸件的壁厚应尽量均匀3)铸件的结构不仅有利于保证铸件的质量,而且应尽可能使铸造工艺简化,以稳定产品质量和提高生产率。
14、按照碳含量将碳钢分为低、中、高碳钢,参考教材中图3-2归纳碳钢的力学性能随含碳量的变化规律。
含碳量越高,工件硬度增加,柔韧性变小,脆性变大,越难加工。
15、合金钢分为合金结构钢和合金调质钢,请查阅资料描述下列化学元素对材料的力学性能产生影响的特点。
Mn:
提高钢韧性、强度、硬度和淬性,改善钢的热加工性能。
Cr:
显著提高强度、硬度和耐磨性,但同时降低塑性和韧性。
铬又能提高钢的抗氧化性和耐腐蚀性。
Si:
显著提高钢的弹性极限,屈服点和抗拉强度。
Mo:
使钢的晶粒细化,提高淬透性和热强性能,在高温时保持足够的强度和抗蠕变能力(长期在高温下受到应力,发生变形,称蠕变)。
结构钢中加入钼,能提高机械性能。
还可以抑制合金钢由于火而引起的脆性。
在工具钢中可提高红性。
B:
钢中加入微量的硼就可改善钢的致密性和热轧性能,提高强度。
V:
钒是钢的优良脱氧剂。
钢中加0.5%的钒可细化组织晶粒,提高强度和韧性。
钒与碳形成的碳化物,在高温高压下可提高抗氢腐蚀能力。
W:
钨熔点高,比重大,是贵生的合金元素。
钨与碳形成碳化钨有很高的硬度和耐磨性。
在工具钢加钨,可显著提高红硬性和热强性,作切削工具及锻模具用。
16、在毛坯冲压成形中,过大的变形量将产生毛坯缺陷甚至导致报废,因此需要增加热处理工序,请描述工艺设计的基本原则,
板料冲压是利用冲模板料产生分离或变形,从而获得毛坯或零件的压力加工方法。
当板料厚度超过8~10mm时才采用热冲压。
冲压生产的基本工序有分离工序和变形工序两大类。
17、电焊条由哪些部分组成?
其作用是什么?
电焊条由焊芯和药皮组成。
焊芯主要有传导电流、产生电弧、作为焊缝填充金属等作用。
药皮主要作用是提高电弧燃烧的稳定性,形成保护气氛使熔池隔绝空气,产生熔渣覆盖熔池表面起机械保护作用,并有脱氧与添加合金元素的作用。
18、选择零件毛坯的两个基本原则是什么?
1)适用性原则2)经济性原则
 升级会员
升级会员 