检修标准化作业指导书Word文件下载.docx
《检修标准化作业指导书Word文件下载.docx》由会员分享,可在线阅读,更多相关《检修标准化作业指导书Word文件下载.docx(26页珍藏版)》请在冰豆网上搜索。
无
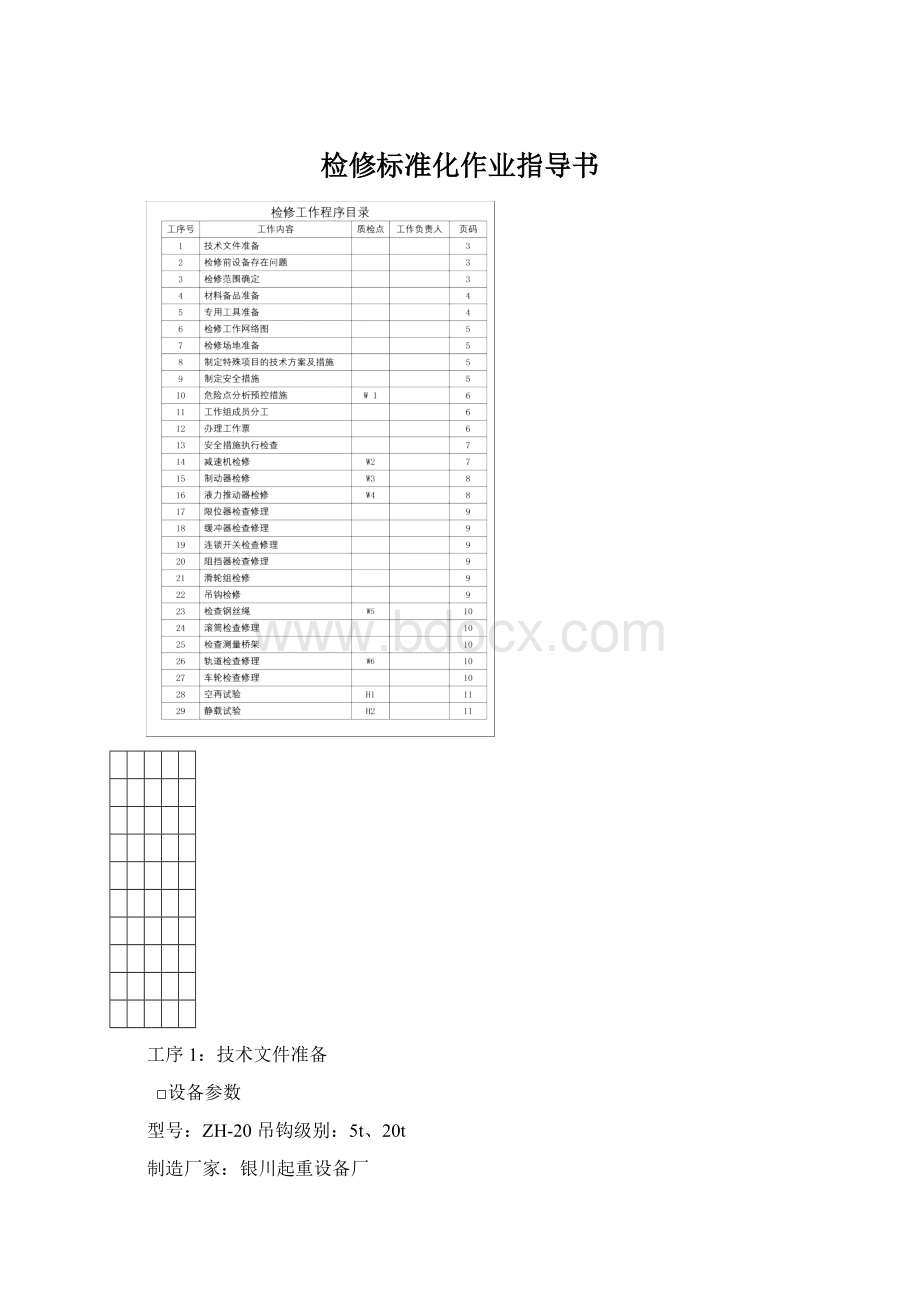
工序3:
检修范围确定
□解体检查修理各减速器并更换其机油、液压油等。
□解体检查修理各制动器,更换其中损坏或不合格的零部件。
□检查测量桥架、轨道并进行调整。
□检查钢丝绳、滑轮、吊钩、卷筒等。
对损坏或不合格的进行修理或更换。
□检查试验各限位器,对失灵或损坏的进行修理或更换。
工序4:
材料备品准备
□特殊材料
序号
名称
规格图号
单位
计划
用量
库存量
实际
1
石棉纸垫
δ=0.50—1mm
kg
10
2
铅丝
#10或#20
圈
3
润滑油
#320重负荷工业齿轮油
270
4
液压油
#25变压器油
30
□备品配件
轴承
7318E
套
6220E
6207E
钢丝绳
17.5
m
150
5
15.5
100
6
制动瓦块
300
付
7
8
液力推动器
YTD-80/6
台
9
MYT-40
YT1-25ZB/4
11
行程限制器
LX22-11
只
12
LXT-1
工序5:
专用工具准备
□专用工具
规格
数量
备注
套筒扳手
呆扳手
拉马
卡簧钳
四件套
铜棒
15、30
根
各1
塞尺
0.01-2
把
工序6:
检修工作网络图
□检修工作网络图见附图
工序7:
检修场地准备
□准备好检修场地所需的安全围栏及标示牌等安全设施。
□在行车上需要的地方搭好牢固的脚手架。
□准备好检修场地所需的橡胶垫、油桶、油盒等文明施工用设施。
□清理检修场地环境。
工序8:
制定特殊项目的技术方案及措施
无
工序9:
制定安全措施
安全措施见附页一
审批意见:
审批部门
方案及措施
审批人签字
审批日期
工序10:
危险点分析预控措施
危险点
预控措施
高空作业
1.作业人员必须系好安全带,并找可靠的地点拴挂牢固,拴挂安全带的位置应采取就高不就低原则。
2.上下传递构件、工具时必须用绳子系牢传递,禁止抛掷。
3.作好防止脚手架倾翻的措施。
4.在吊装物件的下方及摆放吊钩的地方设安全围栏。
5.将拆下来的构件及工具摆放在圈定的安全地方,并加以固定。
防止高空落物伤人及设备。
盘动齿轮
1.盘动齿轮的方向应是使两个齿轮都向上方转动。
2.禁止将手指靠近两齿轮啮合的地方。
吊减速箱
1.使用脚手架进行起吊工作时,首先必须确定起吊点与起吊物重心重合,切忌歪拉斜吊。
2.起吊前必须先进行试吊,确认脚手架确实牢固并能承受起吊物的重量方能进行正式起吊。
W—1
见12页
工序11:
工作组成员分工
姓名
本项工作中的任务
工序12:
办理工作票
由工作负责人办理工作票,并附危险点预知卡
工作票批准工作时间:
年月日时分
允许工作时间:
□加注润滑油至减速箱油位计高度的约三分之二处。
W—2
见13页
工序15:
制动器检修
□拆除制动器的各螺丝、销子,检查各螺丝、销子有无损坏,损坏者应更换。
□检查各铰接处有无卡涩、变形。
对卡涩者进行打磨、润滑,对变形者进行校正或更换。
□检查弹簧是否产生永久变形、裂纹,否则应予更换。
□检查制动片磨损情况,如果制动片磨损达到原厚度的三分之二或铆钉被磨出者,应将制动片更换。
□检查制动轮磨损情况。
如果制动轮表面被磨起沟槽深度达到0.5mm者,应将表面进行打磨处理,打磨后的表面应进行热处理。
如果表面磨损严重者,应更换制动轮。
□将检查修理好的制动器按拆除的相反工序进行装复,并适当地调整制动器的紧力。
□待行车全部修理完后,通电并用额定负荷对制动器进行调整,调整以能牢固制动并且能灵活打开为准。
制动轮与制动瓦块应保持0.5-2mm的均匀间隙。
W—3
见14页
工序16:
解体检修液力推动器
□拆除液力推动器与制动器架和与机座连接的销子。
□将液力推动器中的液压油放完,并请油务班对油进行检验。
□解体液力推动器,检查推杆、油缸、活塞、叶轮有无裂纹变形等。
如果油缸、活塞、叶轮有裂纹应报废。
推杆如果有变形且不能校正者,应更换。
□测量油缸和活塞的直径。
□更换密封圈。
□所有结合面均应清洁干净,并装好密封圈。
□密封胶涂抹应均匀,适量。
□扣好油缸盖,连接螺栓全部装复后,从中间开始对称拧紧各螺栓帽。
□加满液压油(#25变压器油)。
□将液力推动器与机座和制动器架正确连接好。
W—4
见15页
工序17:
限位器检修
□检查各限位器,并根据平时的检查情况,判定各限位器的好坏,动作是否灵敏。
对已坏者和动作不灵活者进行更换。
工序18:
缓冲器检修
□检查各缓冲器,发现有老化、变形、裂纹者应更换。
工序19:
联锁开关检修
□检查各连锁开关,并根据平时的检查情况,判定各连锁开关的好坏,动作是否灵敏。
工序20:
阻挡器检修
□检查各阻挡器是否有裂纹或变形,对有裂纹和变形者进行校正或修复。
工序21:
滑轮组检修
□拆开滑轮组,检查滑轮有无磨损严重者、有无裂纹、损坏等。
如有以上情况之一者,应更换。
□检查滑轮组轴有无裂纹、变形等。
对有裂纹变形者实行更换或校正。
□检查轴承有无损坏、磨损严重者。
如有,应更换,并加油润滑。
□装复滑轮、轴承、轴性能全部完好的滑轮组。
□上齐所有销子、垫片等。
工序22:
吊钩检修
□检查吊钩有无裂纹、变形,表面磨损是否严重。
对有以上任何一种情况者,将此吊钩报废。
□检查轴承是否磨损严重或损坏,对损坏或磨损严重的轴承进行更换。
□检查吊钩轴有无裂纹变形等。
□装复吊钩时注意不要遗忘销子和垫片。
。
工序23:
检查钢丝绳
□钢丝绳断丝数是否达到标准规定,达到规定者应报废。
□钢丝绳中有断股者应报废。
□钢丝绳的磨损或腐蚀达到及超过原钢丝直径的40%时,或钢丝绳受过严重火灾或局部电火烧过时,应报废。
□钢丝绳压扁变形及表面起毛刺严重者应换新。
□钢丝绳的断丝数量不多,但断丝增加很快者应换新。
□钢丝绳受冲击负荷后,该段钢丝绳较原来的长度延长达到或超过0.5%者,应将该段钢丝绳切去。
□检查钢丝绳与卷筒的连接是否牢固,压板有无裂纹变形,压板螺丝有无松动等。
W—5
见16页
工序24:
滚筒检修
□检查滚筒有无裂纹变形等。
□检查滚筒轴承有无损坏,磨损严重等。
对损坏或磨损严重的轴承进行更换。
工序25:
检查测量桥架
□有无永久性变形。
□测量桥架是否存在水平或下挠现象。
工序26:
轨道检修
□检查测量轨道的接头间隙、高偏差、左右偏差,轨道同方向上的高差,跨度偏差,两轨道同一截面上的高差。
□轨面磨损情况。
□轨道压板、螺丝松动情况。
W—6
见17页
工序27:
车轮检修
□检查车轮有无裂纹、变形等。
□检查测量车轮的轮缘磨损情况。
□检查测量配对主从动轮直径差。
□检查测量车轮滚动面的磨损情况。
工序28:
空载试验
□试验前先全面检查一遍行车整体的装复情况和清理情况,周围障碍物的清理情况。
□联系运行送电。
□空车在每方向上来回跑动3∽5次,包括上下、前后、左右、大小钩、大小车等。
跑完后应无异常情况,限位器、连锁开关动作灵敏。
H—1
见18页
工序29:
静载试验
□将小跑车停在大车中部定出基点,以1.25倍的负荷提升离地约100mm,悬吊10min,检查行车的整体情况。
H—2
见19页
工序30:
动力试验
□以1.1倍的负荷升降至少3次,以同样的负荷让大车和小车来回跑动至少3次。
H—3
见20页
检修记录(图表)及质量验证
检修项目
质量标准
合格
不合格
电源
工作负责人与工作许可人一起检查确认行车电源确已断开,并在断电处挂有“禁止合闸,有人工作”警告牌一块。
安全围栏
检查检修工作的下方(零米处)的围栏已全部围好。
吊钩及钢丝绳
检查卷筒上的钢丝绳已全部放完,吊钩已完全平放在地面上。
脚手架
检查用来吊减速箱盖等的脚手架牢固,有验收合格证,标示牌。
检修平台
检查搭设的临时检修平台牢固、安全。
班组质检
分场质检
年月日
若检修结果超出允许范围且按正常工艺无法处理,必须履行不合格品控制程序
超差内容
油质
粘度(运动)288∽352mm/s,无机械杂质、水份
齿轮
1、无裂纹,齿表面无剥落,缺损和大面积磨损。
2、齿面点蚀不超过整个啮合面的30%或
 升级会员
升级会员 