过程审核检查表Word格式.docx
《过程审核检查表Word格式.docx》由会员分享,可在线阅读,更多相关《过程审核检查表Word格式.docx(16页珍藏版)》请在冰豆网上搜索。
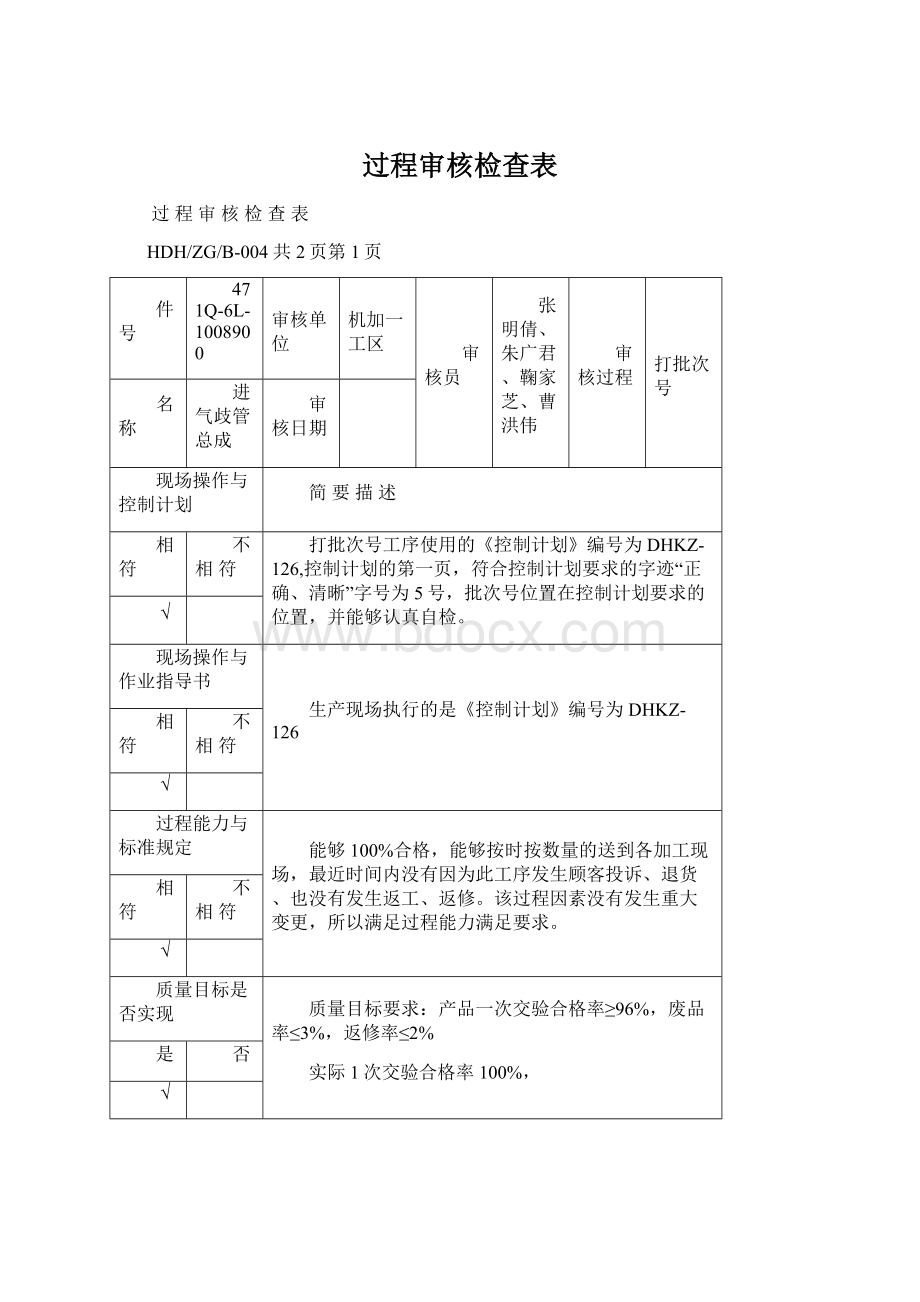
打批次号
名称
进气歧管总成
审核日期
现场操作与控制计划
简要描述
相符
不相符
打批次号工序使用的《控制计划》编号为DHKZ-126,控制计划的第一页,符合控制计划要求的字迹“正确、清晰”字号为5号,批次号位置在控制计划要求的位置,并能够认真自检。
√
现场操作与作业指导书
生产现场执行的是《控制计划》编号为DHKZ-126
过程能力与标准规定
能够100%合格,能够按时按数量的送到各加工现场,最近时间内没有因为此工序发生顾客投诉、退货、也没有发生返工、返修。
该过程因素没有发生重大变更,所以满足过程能力满足要求。
质量目标是否实现
质量目标要求:
产品一次交验合格率≥96%,废品率≤3%,返修率≤2%
实际1次交验合格率100%,
是
否
是否按PFMEA规定执行反应计划
首件检查,操作过程中100%自检,执行PFMEA中的反应计划。
过程审核检查表
HDH/ZG/B-004共2页第2页
设备、工装是否符合策划要求
打号机设备编号为BJ3603001,符合策划要求。
√
影
响
因
素
受
控
人
操作者有上岗证,进行过岗前培训,能够熟练操作。
料
使用的是合格的毛坯。
法规
操作时能按《控制计划》DHKZ-126执行
环境
现场环境干净、整洁。
量具
目视按《控制计划》DHKZ-126执行。
过程审核检查表
数控加工(一序)
生产现场执行的是编号为DHKZ-126的《控制计划》要求
生产现场执行的是《进气歧管数控加工作业指导书》编号为DHZY-098、《控制计划》编号为DHKZ-126。
过程能力要求为:
Φ14±
0.1CPK≥1.33
实际为:
CPK=符合要求。
质量目标要求:
实际1次交验合格率98%,废品率0.1%,返工率0.8%
加工时对首中末件进行检验,每10件检1件(操作者自检),能按PFMEA规定执行的反应计划。
使用的设备QM40数控加工中心,夹具为DHJ-476Q-01,符合策划要求。
使用的是合格的毛坯,冷却液符合策划要求。
操作时能按《控制计划》DHKZ-126执行,《进气歧管数控加工作业指导书》执行,符合要求。
现场毛坯区有杂物。
使用的量具有:
三坐标、0--150/0.02卡尺、塞尺、平台、粗糙度比样板、M6*1-6H、M8*1.25-6H、专用检具:
DHLJ-471Q-03,符合《控制计划》DHKZ-126要求。
去毛刺、倒角
去毛刺、倒角工序使用的《控制计划》编号为DHKZ-126,控制计划的第12页,去毛刺、倒角工序符合控制计划要求并能够认真自检。
生产现场执行的是《控制计划》编号为DHKZ-126,去毛刺、倒角符合要求。
过程能力要求CPK≥1.33,最近时间内没有因为此工序发生顾客投诉、退货、也没有发生返工、返修。
实际产品一次交验合格率≥99.9%,返工率0.1%,
A操作者操作过程中100%自检,执行PFMEA中的反应计划。
使用的是锉刀、风铣刀(没有特殊要求)能够按策划要求执行。
使用的是合格的锉刀和风铣刀。
操作时能按《控制计划》DHKZ-126执行,去毛刺、倒角符合要求。
现场环境干净、整洁,工件摆放合理。
洗涤
洗涤工序使用的《控制计划》编号为DHKZ-126,控制计划的第13页,洗涤工序符合控制计划要求并能够认真自检。
生产现场执行的是《控制计划》编号为DHKZ-126进行洗涤工序。
实际产品一次交验合格率≥100%,
使用的设备为超声波清洗机,符合策划要求。
使用的清洗机是合格的。
操作时能按《控制计划》DHKZ-126执行和洗涤作业指导书要求进行洗涤。
设备干净、产品和工艺器具摆放整齐,符合要求。
目视按《控制计划》DHKZ-126执行、万分感量分析天平。
装配
装配工序使用的《控制计划》编号为DHKZ-126,控制计划的第23、24页,装配工序符合控制计划要求并能够认真自检。
生产现场执行的是《控制计划》编号为DHKZ-126和《装配作业指导书》符合要求。
产品一次交验合格率≥95%,废品率≤3%,返修率≤2%
实际产品一次交验合格率≥100%
使用的设备工装,符合策划要求。
装管工具KJJ-471Q-16、DHJ-476Q-06装塞片工具:
KJJ-471Q-15
使用的组合件和壳体是合格的。
操作时能按《控制计划》DHKZ-126执行和《装配作业指导书》符合要求。
目视弹簧称、卡尺按《控制计划》DHKZ-126执行。
气密性试验
气密性工序使用的《控制计划》编号为DHKZ-126,控制计划的第25页,气密性工序符合控制计划要求,并能够认真自检。
生产现场执行的是《控制计划》编号为DHKZ-126和《气密性试验作业指导书》
过程能力要求CPK≥1.33,最近时间内没有因为此工
 升级会员
升级会员 