整理四大管道新版焊接作业指导书Word文件下载.docx
《整理四大管道新版焊接作业指导书Word文件下载.docx》由会员分享,可在线阅读,更多相关《整理四大管道新版焊接作业指导书Word文件下载.docx(28页珍藏版)》请在冰豆网上搜索。
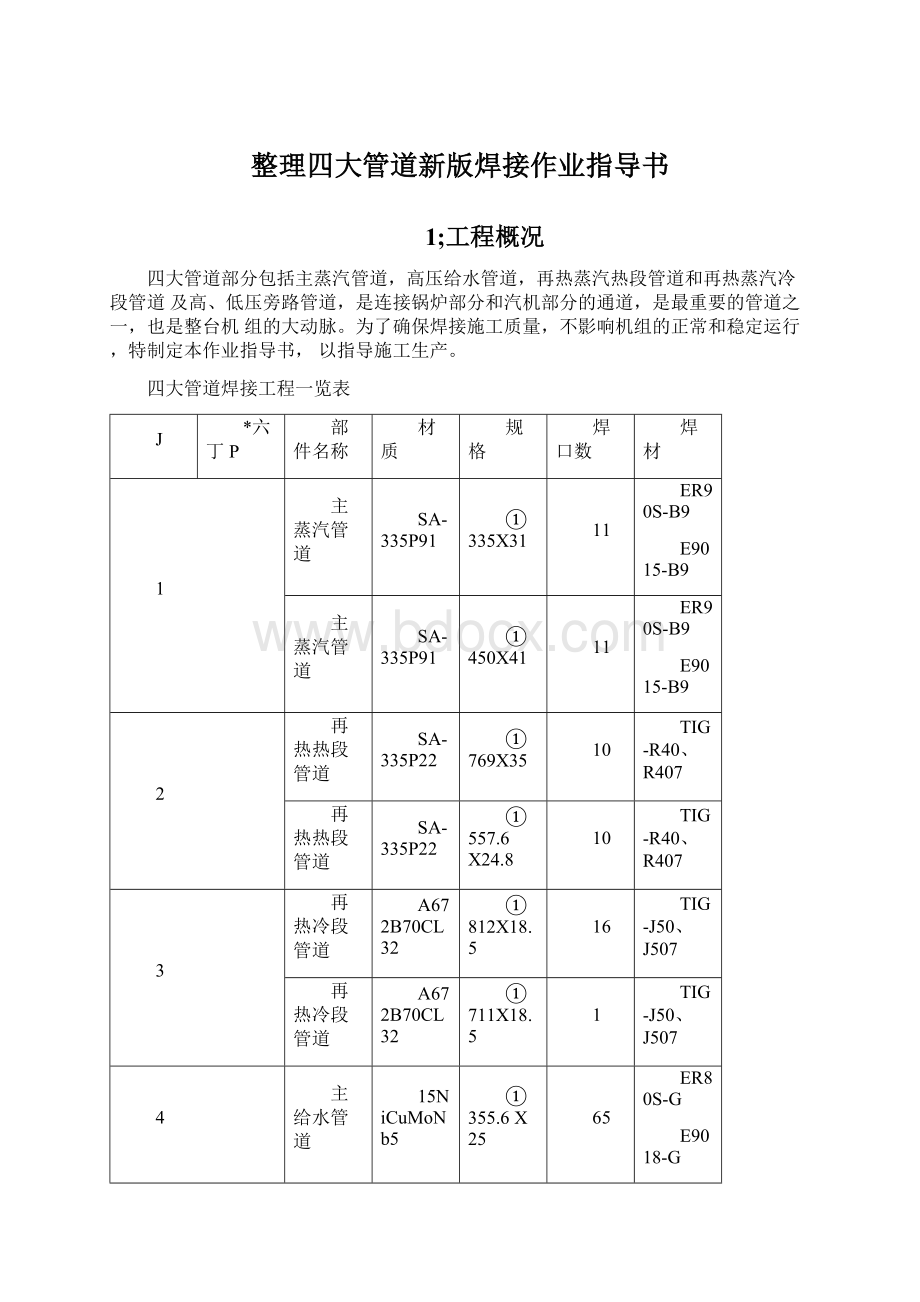
SA-335P22
①769X35
10
TIG-R40、R407
①557.6X24.8
3
再热冷段管道
A672B70CL32
①812X18.5
16
TIG-J50、J507
①711X18.5
4
主给水管道
15NiCuMoNb5
①355.6X25
65
ER80S-G
E9018-G
①224.5X20
34
5
局压方路
①558X16
6
低压旁路
Q235-B
①820X9
「低压旁路
①630X7
8
2;
编制依据
2.1;
《火力发电厂焊接技术规程》DL/T8692004
2.2;
《火力发电厂施工质量检验及评定标准》焊接篇
2.3;
《焊工技术考核规程》DL/T679——1999
2.4;
《锅炉压力容器压力管道焊工考试与管理规则》
2.5;
《火力发电厂焊接热处理技术规程》DL/T819-2002;
2.6;
焊接施工组织设计
2.7;
四大管道安装图
2.8;
《电力建设安全施工管理规定》
2.9;
焊接工艺评定
3;
施工作业组织机构及职责
3.1;
管理体系
3.2;
人员的职责
3.2.1;
项目主任职责
3.2.1.1熟悉工程处的管理目标,并负责在本部门贯彻实行。
3.2.1.2负责组织编制在建项目焊接施工质量计划以及负责质量计划的实施。
3.2.1.3负责组织编制在建项目焊接专业安全,环境管理方案并负责在部门贯彻执行。
3.2.1.4负责组织对在建项目本专业环境因素与危害因素的识别与控制。
3.2.1.5合理组织人员、材料、机械、设备等资源,以确保焊接施工的顺利进行。
3.1.1.6全面负责焊接施工中质量、安全和环境保护的管理工作。
3.2.2;
项目技术负责人职责:
3.2.2.1熟悉工程处管理目标,协助项目主任在本部门贯彻执行。
3.2.2.2全面负责在建项目焊接专业的技术工作。
3.2.2.3负责组织编制职业安全健康与环境保护技术措施。
3.2.2.4深入施工现场进行技术指导和监督。
3.2.2.5组织在建项目焊接工程的质量检查和验收。
3.2.2.6组织对不合格品的质量评审工作,负责对本专业不合格品纠正预防措施的制定和落实
3.2.3;
技术员职责:
3.2.3.1熟悉工程处管理目标,并按要求开展技术管理工作。
3.2.3.2掌握工程概况,认真执行有关焊接规范及验评标准,结合实际情况拟定技术措施。
3.2.3.3根据工程的施工特点,编制项目工程焊接专业安全健康与环境保护技术措施。
3.2.3.4根据技术措施进行施工前的安全技术交底,深入实际进行技术指导和监督。
3.2.3.5参与重要管道和部件的质量验收工作。
3.2.3.6参与本专业环境因素与危害因素的识别与控制。
3.2.3.7记录检查和整理焊接资料及工程竣工技术文件的移交。
质检员职责
1.1.1.1熟悉工程处的管理目标及本部门的施工质量计划,并认真贯彻执行。
1.1.1.2负责焊接质量验收项目的编制、检查文件的签发,对焊接施工全过程进行检查、监督
和验收。
1.1.1.3参与技术措施的审定工作,经常深入实际监督技术措施的实施,对违章操作应及时制
止并报告有关部门。
1.1.1.4注重质量监督资料的积累和总结,配合有关人员做好工程竣工资料的移交工作。
1.1.1.5认真执行焊接检验评定标准,督促有关部门做好质量检验工作。
1.1.1.6检查焊工和热处理工的合格证件,掌握其技术状况,对焊接质量不稳定的焊工有权停
止其焊接工作。
3.2.5;
环保安全职责
3.2.5.1协助项目主任制定和落实项目工程焊接专业环境、安全管理方案和具体措施。
3.2.5.2负责本部门工作质量的监督检查。
3.2.5.3负责本部门环境因素和危害因素的识别、控制、监督和检查。
3.2.5.4负责本部门纠正和预防措施实施的监督和检查。
3.2.6;
班组长职责
3.2.6.1熟悉工程处制定的管理方案和质量计划,并负责在本班组内贯彻执行。
3.2.6.2全面负责本班(组)的施工质量、安全环保工作,搞好施工人员的合理调配,以确保
焊接及热处理工作的顺利进行。
3.2.6.3协助质检员搞好本班(组)的施工验收工作。
3.2.6.4协助环保安全员搞好本班(组)的环境、安全监督检查工作。
3.2.7;
施工人员职责
3.2.7.1参加特殊作业培训,并持证上岗。
3.2.7.2学习掌握并执行工程处制定的管理目标及管理方案,严格执行本岗位的作业指导文件。
3.2.7.3积极参加项目部或焊接专业组织的多种业务培训和质量、环保和安全知识方面的培训。
3.2.7.4对质量、环境、安全中的异常情况,负责及时向上级或有关人员报告。
3.2.7.5自觉遵守公司及项目部有关质量、环保和安全方面的制度和有关要求。
3.2.7.6按规定要求使用劳保防护用品。
4;
焊接作业前准备工作
焊接施工前焊接技术人员对施焊人员进行全面细致地技术交底,让施焊焊工对本钢材的焊
接特点、施焊方法、施工中的注意事项都明确无误交底完毕,然后施焊人员和技术人员双方在
技术交底卡上签字认可。
4.1;
焊材准备
4.1.1;
所使用的焊接材料应有生产厂家的质量合格证书。
4.1.2;
焊条规格可选用小2.5mm、63.2mm和64.0mm0
4.1.3;
焊丝在使用前应将锈、垢、油污等清理干净,并露出金属光泽。
4.1.4;
电焊条在使用前应按其说明书要求进行烘焙,重复烘焙不得超过两次。
4.1.5;
烘焙后的电焊条在使用时应装入保温温度为80〜110c的专用保温筒内,随用随取。
4.1.6;
焊条和焊丝应存放在干燥、通风良好,温度大于5℃,相对空气湿度小于60%的库房内。
4.1.7;
所用氩气纯度应不低于99.95%。
4.1.8;
焊口焊接时氩气瓶应采用集中布置,且有可靠的固定。
4.2;
施工现场准备
电焊机采用集装箱集中布置,并保证提供充足的动力电源,施工环境均为露天作业,必须备
有防风、防雨、防雪、防寒的工作围棚。
施焊现场附近及下方不得存放易燃易爆物品,在焊接
现场要为焊工提供可供操作的焊接空间。
高空作业时,搭设牢固可靠的脚手架,并有防护栏。
4.3;
焊接设备及辅助机械准备
4.3.1;
采用ZX7-400型逆变弧焊机8〜10台,焊机电流大小稳定,并能连续可调。
4.3.2;
电动砂轮机①125型的2台。
4.3.3;
焊机及辅助工具均应有制造厂的出厂质量合格证。
4.3.4;
焊机及辅助器械,仪表及装置须经过校准后方可使用。
4.3.5;
焊工应配备扁铲、榔头、保温筒、焊条筒、小手电及钢丝刷等工器具,还应配备电磨头、
小锉刀等。
4.3.6;
配备热处理用的加热器,保温材料以及测温装置等。
4.3.7;
配备烘烤焊条所用的烤箱、保温箱等。
5;
作业程序及方法
5.1;
施工作业程序图如下:
每道作业程序都要严格控制,上一道工序不合格,不允许下一道工序的进行,各种准备工作必须能保证施工的连续性。
5.2;
焊前准备
5.2.1;
坡口制备
5.2.1.1坡口制备应以机械加工的方法进行,严禁用火焰切割。
各部件的坡口形式应按照图纸要求制作。
坡口型式如下图所示:
90°
±
2'
5.2.1.2坡口及其内外壁两侧15-20mm范围内应将油、漆、垢和氧化皮等杂物清理干净,直至
露出金属光泽。
坡口加工完后,如需隔一段时间焊接,为防止坡口氧化,应采取保护措施(如涂专用防锈层等),并用塑料封堵,将管口堵住,施焊前用砂纸或用角向砂轮机将坡口打磨干净。
坡口检查项目:
坡口及附近不能有裂纹等缺陷(可用放大镜检查),施焊前还应检查坡口
形状、尺寸及清洁度。
5.2.1.3焊件组对时一般应做到内壁(根部)齐平,如有错口,其错口值不得超过壁厚的10%
且不大于1须,管子端面与管中心线的偏斜度不大于0.5mm
5.2.1.4对口装配前应认真检查被焊接部位及其边缘20mm®
围内有无不允许缺陷(裂纹、重
皮等),确认无缺陷后方可组对。
5.2.1.5对口装配时,应选定管子的支撑点,并垫置牢固,以防焊接过程中产生位移和变形。
5.2.1.6对接管口端面应与管子中心线垂直,其偏斜度△f不超过2mm
5.2.1.7严禁强力对口,严禁在管子上焊接临时支撑物,对口时尽量采用专用对口工具。
除设计规定的冷拉口外,其余焊口应严禁强力对口,更不允许采用热膨胀法对口,安装冷拉口所用的加载工具,应在整个焊口热处理完毕后方可卸载。
5.2.1.8严禁对主蒸汽管SA-335P91钢材进行热加工。
5.2.1.9不同厚度焊件对口时,其厚度差应按照《电力建设施工及验收技术规范》火力发电厂焊接篇DL/T869——2004执行。
5.2.1.10焊口局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物,可采用堆焊的方法修补坡口,坡口修补完宏观检验无缺陷后,才能用角向砂轮机修整到规定尺寸。
5.2.1.11焊接场所应有防风、防雨、防寒、防暑等设施。
5.3;
焊口施工工艺
5.3.1;
焊口点固焊
每个焊口的点固焊接与正式焊接规范要求相同,且点固焊缝应焊接在便与接头的位置,对于吊焊(5G)焊口,点固焊缝应在1点或11点位置,横焊焊口的点固焊缝应在无障碍的地方,吊焊焊口点固焊如下图所示:
点固焊缝
5.3.1.1点固焊缝长度应为10〜15mm厚度不小于3mm,点固焊数量不少于四点,且定位焊缝的起头和收尾应圆滑,以防在焊缝接头时产生未焊透。
点固焊完毕后一定要检查有无错口,对
口间隙是否合适,点固焊缝有无缺陷,如有缺陷,必须用砂轮或锋钢锯条将缺陷磨掉,重新点
焊。
严禁在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物,高合金材料表面不得焊接对口卡具。
5.3.1.2点固焊时的工艺应与正式施焊时的工艺相同,点固焊必须由焊工本人进行,严禁非专业人员代替。
5.3.1.3根部点固焊缝以15〜20nlm长为宜,厚度不小于3nlm,如焊件在焊接时需预热,则在点固焊时就应按规定预热。
5.3.2焊口正式施焊要求
5.3.2.1四大管道施焊时均应采取量弧打底,电焊填充盖面的方法。
5.3.2.2管子焊接时,管内不得有穿堂风。
 升级会员
升级会员 