380输出轴课程设计推荐文档Word文档下载推荐.docx
《380输出轴课程设计推荐文档Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《380输出轴课程设计推荐文档Word文档下载推荐.docx(16页珍藏版)》请在冰豆网上搜索。
题目:
输出轴的机械加工工艺规程与夹具设计
生产类型:
大批量生产
设计内容:
1、零件图1张
2、毛坯图1张
3、机械加工工艺过程卡1份
4、机械加工工序卡1份
5、夹具装配图1套
6、夹具零件图1张
7、课程设计说明书1份
班级
姓名
学号
指导教师
机械制造工艺学
课程设计说明书
设计题目:
输出轴的机械加工工艺规程与夹具设计
学生
指导教师
机械制造工艺学课程设计任务书……………………………………1
序言……………………………………………………………………3
一、零件的工艺分析…………………………………………………3
1.1零件的作用……………………………………………………3
1.2零件的工艺分析………………………………………………3
二、工艺规程设计……………………………………………………3
2.1确定毛坯的制造形式…………………………………………3
2.2基面的选择……………………………………………………4
2.3制定工艺路线…………………………………………………4
2.4机械加工余量、工序尺寸及毛坯尺寸的确定………………4
2.5确定切削用量及基本工时……………………………………6
三、夹具设计…………………………………………………………35
四、总结………………………………………………………………35
五、参考文献…………………………………………………………36
二、设计任务
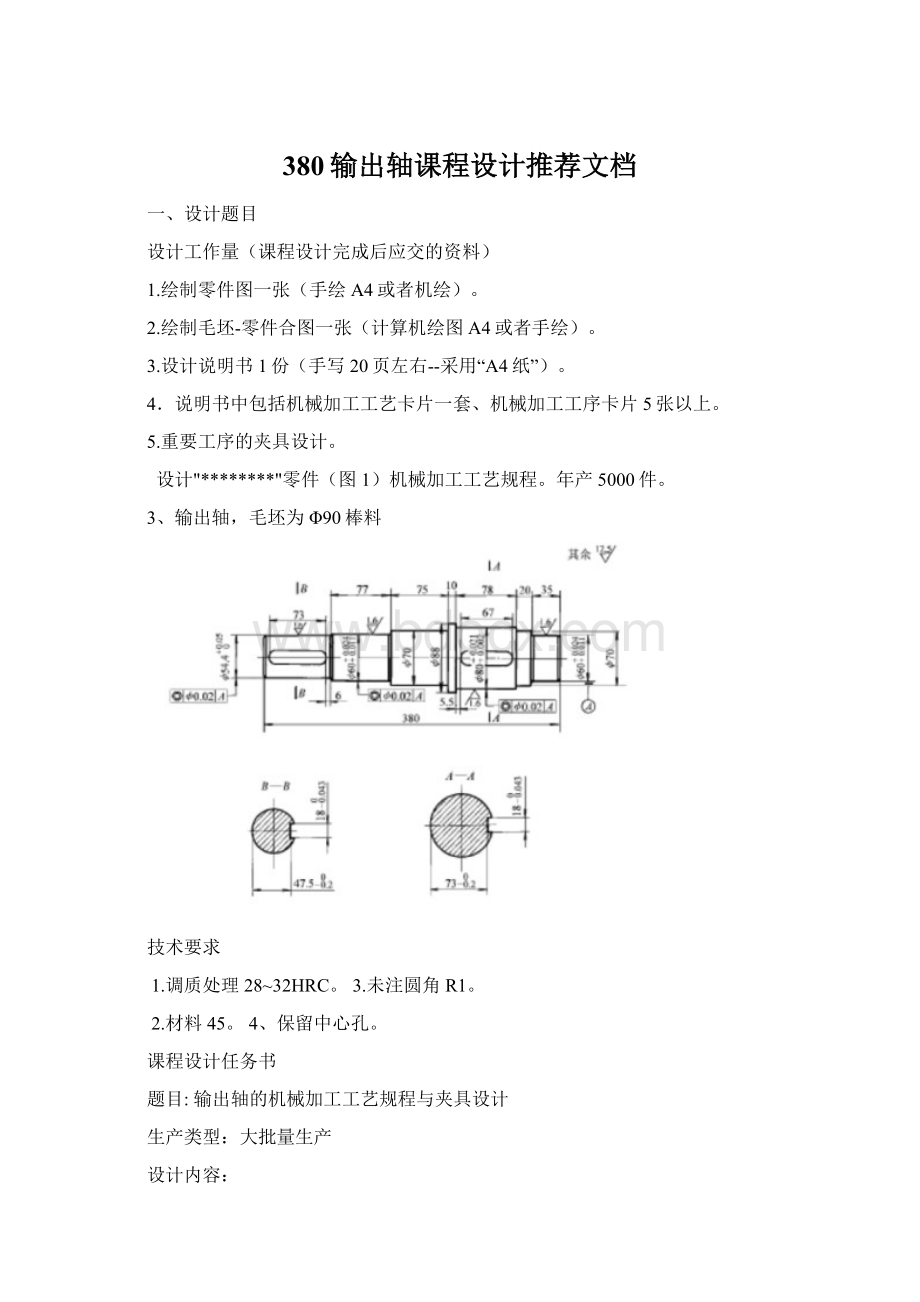
分析输出轴的技术要求,并绘制零件图。
设计零件技术机械加工工艺规程,填写工艺文件。
设计零件机械加工工艺装备。
三.输出轴零件的工艺分析
1.零件的作用
题目所给定的零件是车床的输出轴,主要作用,一是传递转矩,使车床主轴获得旋转的动力;
二是工作过程中经常承受载荷;
三是支撑传动零部件。
零件的材料为45钢,是最常用中碳调质钢,综合力学性能良好。
2.零件的图样分析
(1)两个mm的同轴度公差为mm。
(2)mm与mm的同轴度公差为mm。
(3)mm与mm的同轴度公差为mm。
(4)保留两端中心孔A1,A2。
(5)调质处理28-32HRC。
四.工艺规程设计
1.确定毛坯的制造形式
零件材料为45钢。
考虑到机床在运行中药经常正反转,以及加速转动,所以零件在工作过程中则承受交变载荷及冲击载荷,选择锻件,以使金属纤维尽量不被切断,保证零件工作可靠。
2.基面的选择
(1)粗基准的选择。
对于一般输出轴零件而言,以外圆作为粗基准是完全合理的,按照有关粗基准的选择原则,当零件有不加工表面时,应以这些不加工表面作粗基准;
若零件有若干个不加工表面时,则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准,现选取输出轴的两端作为粗基准。
(2)精基准的选择。
主要应该考虑基准重合的问题。
当设计基准与工艺基准不重合时应该进行尺寸换算。
3.制定工艺路线
(1)工艺路线方案一
工序1下料棒料
工序2热处理调质处理28~32HRC
工序3车夹左端,车右端面,见平即可。
钻中心孔B2.5,粗车各端各部
见圆即可,其余均留精加工余量3mm
工序4精车夹左端,顶右端,精车右端各部,其中、
处分别留磨削余量0.8mm
工序5车倒头装夹工件,车端面保证总长380mm,钻中心孔B2.5,粗
车外圆各部,留精加工余量3mm,与工序3相接
工序6精车倒头,一头一顶精车另一端各部,其中、
处分别留磨削余量0.8mm
工序7磨用两顶尖装夹工件,磨削两处,至图样要求尺寸
工序8磨倒头,用两顶尖装夹工件,磨削至图样要求尺寸
工序9划线划两键槽线
工序10铣铣键槽两处
工序11检验按图样检查各部尺寸精度
工序12入库油封入库
(2)工艺路线方案二
工序2车夹左端,车右端面,见平即可。
工序3车倒头装夹工件,车端面保证总长380mm,钻中心孔B2.5,粗
工序5精车倒头,一头一顶精车另一端各部,其中、
工序6磨用两顶尖装夹工件,磨削两处,至图样要求尺寸
工序7磨倒头,用两顶尖装夹工件,磨削至图样要求尺寸
工序8划线划两键槽线
工序9铣铣键槽两处
工序10热处理调质处理28~32HRC
(3)工艺方案的比例与分析
上述两个工艺方案的特点在于:
方案一是先热处理,调质处理,然后再加
工输出轴的各部的尺寸。
方案二则相反,先是加工轴的各部尺寸,然后热处理。
两种方案比较可以看出,方案一先热处理可以使加工精度更精确,减少了加工误差,不受热处理影响尺寸,方案二选择先加工,后热处理,零件加工后受到热处理影响,使零件尺寸产生变形,故而先加工后热处理这种方案不合理,然而对于方案一与方案二比较,方案一得工序4和工序5与方案二的刚好相反,方案一得先精车一头后车另一头,更不合理,方案二的工序5和工序6这样的顺序更加合理,因为先车后精车相对于垂直度误差之类的更小,而方案一,加工导致形位误差更加严重。
因此综上所述,最后的加工路线如下:
工序4车倒头装夹工件,车端面保证总长380mm,钻中心孔B2.5,粗
工序5精车夹左端,顶右端,精车右端各部,其中、
以上工艺过程详见附表1“机械加工工艺过程卡”。
4.机械加工余量及工序尺寸的确定
“输出轴”零件材料为45钢,硬度为28-32HRC,生产类型为单件小批量生
产,采用锻件。
根据原始数据及加工工艺,分别确定各加工表面的机械加工余量,工序尺寸
如下:
1.外圆表面()
考虑加工长度为400mm,由于原来的非加工表面的直径为90,且表
面为自由尺寸公差,表面粗糙度为12.5,只要求粗加工,此时直径余量2Z=2mm
已能满足加工要求。
2.两外圆加工表面
由于上述的外圆表面已加工成,故而先把其经过粗加工加工成,
留了3mm精加工余量,然后经过经过精加工达到加工要求。
确定如下工序尺寸及余量为:
粗车:
mm
mm2Z=2mm
mm2Z=15mm
精加工:
mm2Z=3mm
3.两个mm、一个mm、一个mm加工表面
由于上述的外圆表面均要经过磨削,使其表面粗糙度达到1.6,才能满足要求,故而确定如下工序尺寸及余量:
(1)两个mm加工表面
mm2Z=2mm
粗车:
mm2Z=10mm
mm2Z=2.2mm
磨削:
mm2Z=0.8mm
(2)一个mm加工表面
mm2Z=2mm
mm2Z=5mm
(3)一个mm加工表面
mm2Z==5.6mm
5.确定切削用量及基本工时
工序1:
下料,棒料
工序2:
热处理,调制处理使工件硬度达到28~32HRC,查看相关热处理手册,
调质处理应该是淬火+高温回火,钢件的淬火温度应该A3+(30~50)℃,
加热时间,保温时间应该比加热时间长左右。
工件的高温回火温度加热温度通常为560~600℃,回火时间一般定在一个小时左右。
就能使工件硬度达到28~32HRC。
工序3:
夹左端,车右端面,见平即可。
钻中心孔B2.5,粗车各端各部见圆
即可,其余均留精加工余量3mm。
1)车右端面,已知棒料长度400mm,直径为90.mm,车削端面见平即可,由于表面粗糙度要求为12.5,故为粗加工即可,由于最大加工余量。
可以一次性加工,加工长度设置在380mm。
2)进给量f根据《切削用量简明手册》,表1.4,当刀杆尺寸为以及工件直径为60mm时,f=0.5~0.7mm/r,按车床C620车床说明书取f=0.5mm/r,
3)计算切削速度按《切削手册》表1.27,切削速度的计算公式为
其中:
。
修正系数见《切削手册》
表1.28,即。
所以
4)确定机床主轴转速
按《工艺手册》表4.2-8,与452.9r/min相近的机床转速为460r/min.所以
实际切削速度v=130m/min.
5)切削加工时,按《工艺手册》表6.2-1。
6)粗车外圆,,留3mm精加工余量,最大加
工余量。
由于粗糙度要求为12.5,故可一次性加
工,同理单边余量Z=2.5mm,进给量f=0.5mm/r。
计算切削速度见《切削手册》表1.27所以
计算得到
计算主轴转速
按机床选取n=380r/min
所以实际切削速度v=105(m/min)
切削工时计算得到
7)粗车外圆,,留3mm精加工余量,最大加工余量,单向切削深度Z=5mm,进给量f=0.5mm/r。
确定主轴转速
按机床选取n=460r/min
所以实际切削速度v=115.5(m/min)
8)粗车外圆,,留3mm精加工余量,最大加工余量,单向切削深度Z=5mm,进给量f=0.5mm/r。
所以实际切削速度v=105.4(m/min)
工序4倒头装夹工件,车端面保证总长380mm,钻中心孔B2.5,粗车外圆各
部,留精加工余量3mm,与工序3相接
1)粗车外圆,,留3mm精加工余量,最大加工余量,单向切削深度Z=7.5mm,进给f=0.5mm/r。
 升级会员
升级会员 