60简明操作手册Word格式文档下载.docx
《60简明操作手册Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《60简明操作手册Word格式文档下载.docx(30页珍藏版)》请在冰豆网上搜索。
5.3产品校正………………………………………………………………………………………………...19
6产品目录管理……………………………………………………………………………………………..20
6.1调用产品……………………………………………………………………………………...................20
6.2删除产品……………………………………………………………………………………...................20
7参数模具备份和一键恢复功能…………………………………………………………………………..20
7.1Internalbackup内部备份…………………………………………………………………………..21
7.2Internalrestore内部恢复…………………………………………………………………………...21
8系统报警信息说明………………………………………………………………………………………...22
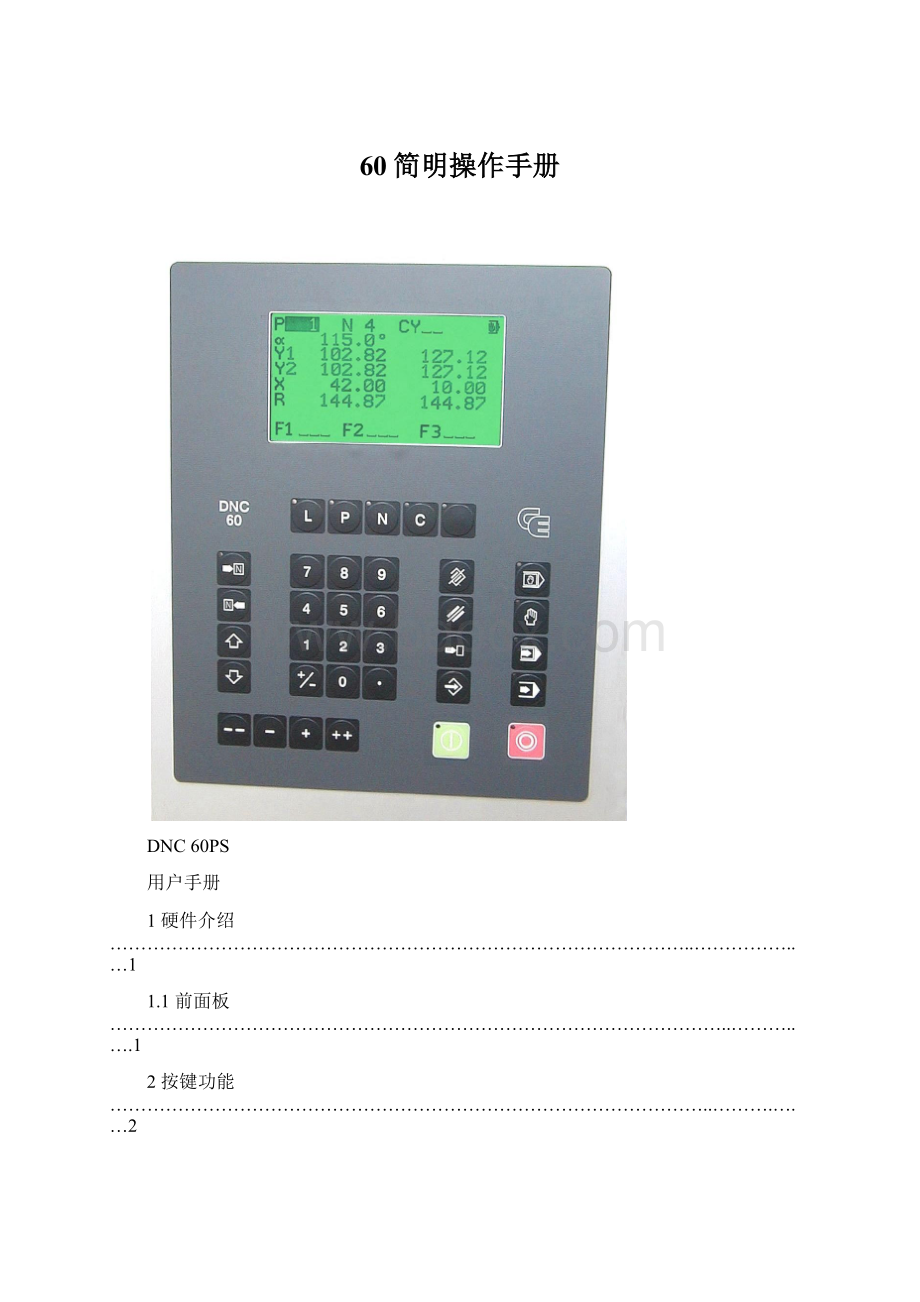
1硬件介绍
1.1前面板
下图为60系统的前面板,该前面板包括1块5.5英寸高对比度LCD液晶显示器和编程及轴控制所需用到的各类按键.各按键功能将在下一章节详细介绍.
停止键
启动键
手动操作键
指令键
数字键
工作模式选择键
按键面板包括以下按键:
·
10个数字键(0-9)
翻页与光标移动键
屏幕页面选择键(LED灯显示按键状态)
4种工作模式选择键(LED灯显示按键状态)
启动与停止键(LED灯显示按键状态)
2按键功能
2.1屏幕页面选择键
主菜单
进入主菜单和EASYBEND(轻松折弯)页面。
产品列表键
双重功能键
按此键一次显示DNC存储内产品列表;
再次按此键会显示按类别搜索产品页面。
产品键
三重功能键
按此键一次显示角度长度(L-alpha)值;
按第二次显示带有其相关挡料的次序;
按第三次显示折弯值,该值是作为输入在前页面的值的功能计算出来的。
步序键
三重功能键。
按该键一次显示当前步序的所有值和功能;
按第二次以大字符显示值的第一个页面;
按第三次以大字符显示值和功能的第二个页面。
校正键
该键显示校正页面,该页面可对当前步序及整个产品做修改。
2.2工作模式选择键
编程模式
可输入,修改,读取数据,并储存,搜索和传输程序。
手动操作模式
键实现轴的移动和辅助功能。
半自动模式
可用当前步序值进行轴循环而不带有自动步序改变;
当制作第一个产品和做仅有一个折弯的产品时使用该模式;
用键做步序更改,注:
产品计数器Q在此模式下不工作。
自动模式
产品制造的普通模式
在每次折弯后DNC自动更改步序。
从“编程”模式中直接改为“自动”模式执行程序的第一个步序;
从“编程”模式改为“半自动”模式,然后到“自动”模式,为执行保存了当前步序;
这可在生产中继续重复一个产品而无需有“空”循环。
2.3指令键
删除键
当光标位于PRODUCT或N区域时,可删除一个步序或一个程序;
仅在编程模式下作用。
清除键
该键可用来删除由光标标志的数据;
注意:
在大多数页面上,按此键两次会删除该页面上的所有数据。
搜索键
根据光标的位置,可以;
●搜索一个产品
●搜索一个步序
●搜索一个模具
●搜索一个屏幕页面
●启动一个产品可行性计算
●将L-alpha值转化成机床值
●计算板料的展开长度
●执行一个传送
仅在编程模式下作用;
储存/插入/示教键;
根据光标的位置所在,可将当前程序储存到DNC内部存储中,或在一个现存程序中建立(插入)一个新步序,或将定位轴值手工复制(示教)到当前步序中。
该键仅在编程模式(存储和插入)即手动操作(示教)模式下有效。
2.4光标键
步序向前/页面向前键
此键可用来翻动同类页面。
当一系列信息占据了几个页面时,此键也可以用于进入下一个页面。
例如:
程序步序
上模-下模页面
产品页面
参数页面
在编程模式下,只要这是程序的最后一步序。
还可建立一个相同的步序(复制功能)。
内置LED表示出该步序是否是程序的最后一个步序。
步序向后/页面向后键
与键功能相反,
可在同类页面中向后翻动。
在除了自动模式以外的所有模式下工作。
光标向上,进入上一个可进入的区域。
光标向下,进入下一个可进入的区域。
该组合键使光标定位在当前页面的最上部分。
2.5“手动操作”键
轴的移动和辅助功能。
当轴移动时,该键的LED灯会亮(滑块除外),直至到达目标值。
当启动DNC后第一次按此键时,滑块会进行检索即找参考点,其它轴
有无检索根据机床参数设置)。
LED灯始终亮着表示正在检索,直到找
到参考点为止,检索仅能在或模式下进行。
根据选择的工作模式,停止轴或辅助功能,或停止正在执行的计算。
当DNC在传送模式下(RS232),可停止传送。
移动轴的手动键
在机床参数内,可配置轴类型,输入/输出,并选择N2X轴的显示。
3系统说明
3.1主菜单
按键盘右上方的键,出现菜单:
CHOICE?
1新产品
2轻松折弯
3产品/标准目录
4上模目录
5下模目录
6上模/下模编辑
7产品上模/下模
8产品状态L∠α
9产品折弯;
停靠
10产品X;
∠αY
11编辑轴数据
12传送DNC<
---->
PC
13机床参数
在屏幕第一行的CHOICE区域内输入选项编号并按键。
1新产品新编一个产品
2轻松折弯进入轻松折弯页面
3产品/标准目录显示系统内存储的产品并可执行产品的选择搜索
4上模目录显示上模列表
5下模目录显示下模列表
6上模/下模编辑模具编辑页面,可调用、编制或删除上模或下模
7产品上模/下模仅对产品修改模具
8产品状态L∠α一般称为L-alpha即“长度和角度”编程页面
停靠可编制或修改折弯次序
∠αY在为每个步序显示轴位置
11编辑轴数据可编制轴位置
PC允许DNC和PC之间产品、模具或机床参数全部或部分的双向传送
13机床参数显示机床性能的参数,非厂家或专业人员请勿修改
3.2等级保护
等级等级也称钥匙的位置,有4个等级即4个钥匙位置,从0到3。
0限制编程。
1一个(或更多)产品的建立,校正,修改,保存,删除和传递。
2模具的建立,校正,修改,保存,删除和传送。
3机床参数的编制,修改和传送。
钥匙的位置以数字形式显示在屏幕右上角。
当进入一个更高而XX的等级时,会要求作密码输入。
启动系统时,虚拟钥匙的位置总是定位在0。
1)低等级钥匙位向高等级钥匙位转换,例:
钥匙“0”→钥匙“1”。
按住红色的停止键2秒钟,出现如下对话框
级别转换中
按下0123
按下停止键离开
输入想要进入的钥匙位置,例如“1”号钥匙就按“1”键,出现信息“VALUE?
”然后输入密码:
111,再按键,屏幕右上角显示“OK”字样表示转换成功,并会显示选择的等级数,如果显示“KO”,表示没有转换成功,可重新操作一遍。
其它钥匙位操作与此一样,输入对应的密码即可。
钥匙位
1#
2#
3#
密码
111
222
333
2)高等级钥匙位向低等级钥匙位转换,例:
钥匙“2”→钥匙“0”。
按住红色的停止键2秒钟,出现上图对话框,输入想要进入的钥匙位置,如“0”钥匙,就按“0”键,再按键,就可进入“0”钥匙位置,勿需输入密码。
其他钥匙位操作与此相同。
4模具编程
4.1查询上模目录
在主菜单中,选择“上模目录”,进入目录页面。
显示DNC中存有的各个上模,并显示每个上模的编号及特性(角度,高度和半径)。
如果要查看4个以上的上模,可用键翻看下一页。
4.2查询下模目录
与上述查询上模同样操作,选择“下模目录”进入。
4.3上模/下模编制
4.3.1基本说明
模具的编制、修改、保存和删除都是在2号钥匙下进行的,分上模编辑和下模编辑。
通过主菜单的“上模/下模编辑”进入,页面如下:
“PUNCH”部分为上模编制区。
“DIE”部分为下模编制区
αP上模角度。
hp滑块最低部分和上模最低部位的长度。
rp上模半径。
TON/M每米上模支持的最大压力。
Vd下模V宽度。
αd下模V角度。
hd从工作台表面开始的下模高度。
rd下模半径。
TON/M每米下模支持的最大压力。
REFYhp和hd之和。
在编制的过程中该值是自动计算的。
SAFXX安全距离。
(未编制=半个V开口)
a:
和b:
根据屏幕上所显示的台面和下模尺寸。
4.3.2编制一个上模
进入“上模/下模编辑”页面,
1)按键两次清空该页面上的值,根据实际的模具输入各个数值;
2)将光标放在“PROGR.p/d__/__”中上模编号p对应的位置,如上图“1/__”中“1”的位置,并输入您想给予此上模的编号(注:
“1/__”中“__”为下模编号的位置);
3)按,如果系统右上角显示“STORED”,表示保存成功;
如显示“EXISTS”,表示重号,需另编一个编号。
4.3.3修改一个现存上模
在“上模
 升级会员
升级会员 