闸门安装质量评定表_精品文档Word格式.doc
《闸门安装质量评定表_精品文档Word格式.doc》由会员分享,可在线阅读,更多相关《闸门安装质量评定表_精品文档Word格式.doc(6页珍藏版)》请在冰豆网上搜索。
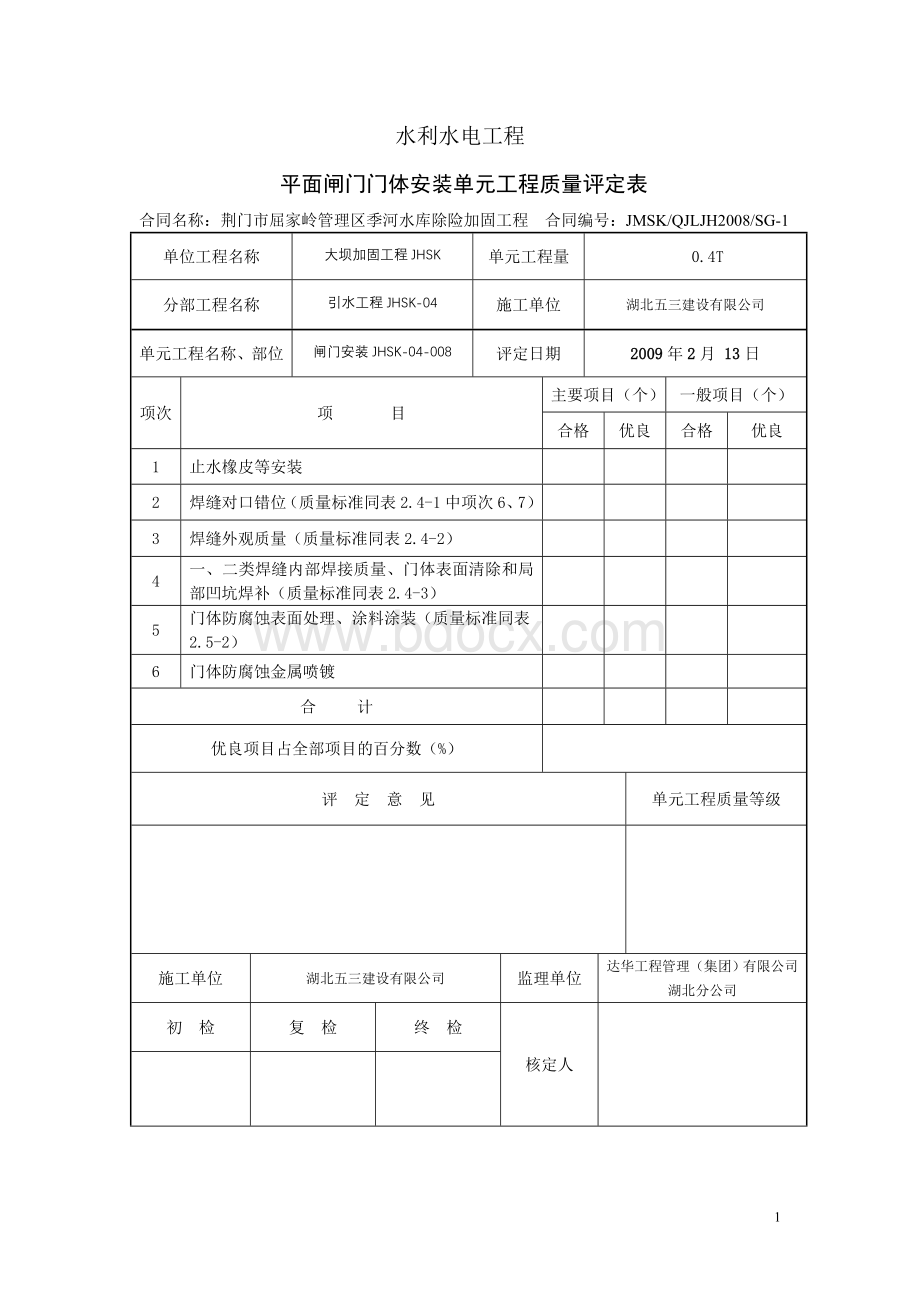
主要项目(个)
一般项目(个)
合格
优良
1
止水橡皮等安装
2
焊缝对口错位(质量标准同表2.4-1中项次6、7)
3
焊缝外观质量(质量标准同表2.4-2)
4
一、二类焊缝内部焊接质量、门体表面清除和局部凹坑焊补(质量标准同表2.4-3)
5
门体防腐蚀表面处理、涂料涂装(质量标准同表2.5-2)
6
门体防腐蚀金属喷镀
合计
优良项目占全部项目的百分数(%)
评定意见
单元工程质量等级
监理单位
达华工程管理(集团)有限公司
湖北分公司
初检
复检
终检
核定人
平面闸门门体止水橡皮、反向滑块安装质量评定表
项目
设计值(mm)
允许偏差(mm)
实测值
(mm)
合格数
(点)
合格率
(%)
Δ止水橡皮顶面平度
Δ止水橡皮与滚轮或滑道面距离
+2
-1
±
Δ反向滑块至滑道或滚轮的距离(反向滑块自由状态)
两侧止水中心距离和顶止水至底止水边缘距离
闸门处于工作状态时,止水橡皮预压缩量应符合图纸要求
单吊点闸门应做静平衡试验。
倾斜度不超过门高的1/1000且≤8
检验结果
主要项目共测点,合格点,合格率
一般项目共测点,合格点,合格率
质量等级
纵缝对口错位质量评定表
项目
设计值
实测值
率
合格
优良
钢管内径D(m)
D≤3
3<D≤5
D>5
Δ始装节管口里程
Δ始装节管口中心
与蜗壳、伸缩节、蝴蝶阀、球阀、岔管连接的管节及弯管起点的管口中心
10
12
其他部位管节的管口中心
15
20
25
Δ钢管圆度
5D/1000
4D/1000
Δ纵缝对口错位
小于或等于板10%,且不大于2;
当板厚小于或等于10时为1
小于或等于板厚5%,且不大于2;
当板厚小于或等于20时为1
7
Δ环缝对口错位
小于或等于板厚15%,且不大于3;
当板厚小于或等于10时为1.5
小于或等于板厚10%,且不大于3;
当板厚小于或等于15时为1.5
主要项目共测点,合格点,合格率
一般项目共测点,合格点,合格率
评定意见
质量等级
焊缝外观质量评定表
质量标准(mm)
检验记录
△裂纹
一、二、三类焊缝均不允许
△表面夹渣
一、二类焊缝不允许,三类焊缝深0.1δ,长不大于0.3δ,且不大于10
△咬边
一、二类焊缝:
深不超过0.5,连续长度不超过100,两侧咬边累计长度不大于10%全长焊缝
三类焊缝:
深不大于1,长度不限
未焊满
一、二类焊缝:
不允许
不超过0.2+0.02δ且不超过1,每100焊缝内缺陷总长不大于25
△表面气孔
钢管
一、二类焊缝不允许,三类焊缝:
每50长的焊缝内允许有直径为0.3δ,且不大于2的气孔2个,孔间距不小于6倍孔径
钢闸门
一类焊缝不允许,二类焊缝:
1.0mm直径气孔每米范围内允许3个,间距大于等于20,三类焊缝:
1.5mm直径气孔每米范围内允许5个,间距大于等于20
焊缝余高△h
手工焊
一、二类焊缝三类焊缝
12<δ<25△h=0~2.5 △h=0~3
25<δ<50△h=0~3 △h=0~4
埋弧焊
一、二类焊0~4,三类焊缝0~5
对接接头
焊缝宽度
盖过每边坡口宽度2~4,且平缓过度
盖过每边坡口宽度2~7,且平缓过度
8
飞溅
清除干净
9
焊留
角焊缝厚度不足(按设计焊缝厚度计)
一类焊缝:
二类焊缝:
不超过0.3+0.05δ且不超过1,每100焊缝内长度缺陷总长不大于25
不超过0.3+0.05δ且不超过2,每100焊缝内长度缺陷总长不大于25
11
角焊缝焊脚K
K<12+3K>12+4
K<12+4K>12+5
项目共检测项,合格项,优良项
一、二类焊缝内部质量、表面清除
及局部凹坑焊补质量评定表
质量标准
检查记录
合格
优良
Δ一、二类焊缝X射线透照
按《规范》或设计规定的数量和质量标准透照、评定,将发现的缺陷修补完,修补不宜超过2次
一次合格率85%
Δ一、二类焊接缝超声波探伤
按《规范》或设计规定的数量和质量标准探伤、评定,将发现的缺陷修补完,修补不宜超过2次
一次合格率95%
埋管外壁的表面清除
外壁上临时支撑割除和焊疤清除干净
外壁上临时支撑割除和焊疤清除干净并磨光
埋管外壁局部凹坑焊补
凡凹坑深度大于板厚10%或大于2mm应焊补
凡凹坑深度大于板厚10%或大于2mm应焊补并磨光
埋管内壁的表面清除
内壁上临时支撑割除和焊疤清除干净
内壁上临时支撑割除和焊疤清除干净并磨光
埋管内壁局部凹坑焊补
主要项目检验项,符合项
一般项目检查项,符合项,基本符合项
门体腐蚀表面处理、涂料涂装质量评定表
门体防腐蚀表面处理
利用压缩空气喷砂或喷丸除锈,彻底清除铁锈,氧化皮、焊渣、油污、灰尘、水分等使之露出灰白色金属光泽
利用压缩空气喷砂或喷丸除锈,使之达到DL5017—93《压力钢管制造安装及验收规范》中Sa21/2标准,表面粗糙度为40~70μm
门体涂料涂装
门体涂料涂装的层数,每层厚度、间隔时间均按设计要求和厂家说明书规定进行。
经外观检查、涂层均匀、表面光滑,颜色一致,无皱皮、脱皮、气泡、挂流、漏刷等缺陷
涂料涂装表面质量达到合格标准;
涂层厚度符合设计要求;
无针空;
用刀划检查涂层粘附力,应不易剥离,符合DL5017—93《压力钢管制造安装及验收规范》要求
项目检验项,符合项,基本符合项
 升级会员
升级会员 