大族激光毛化技术资料Word格式.docx
《大族激光毛化技术资料Word格式.docx》由会员分享,可在线阅读,更多相关《大族激光毛化技术资料Word格式.docx(46页珍藏版)》请在冰豆网上搜索。
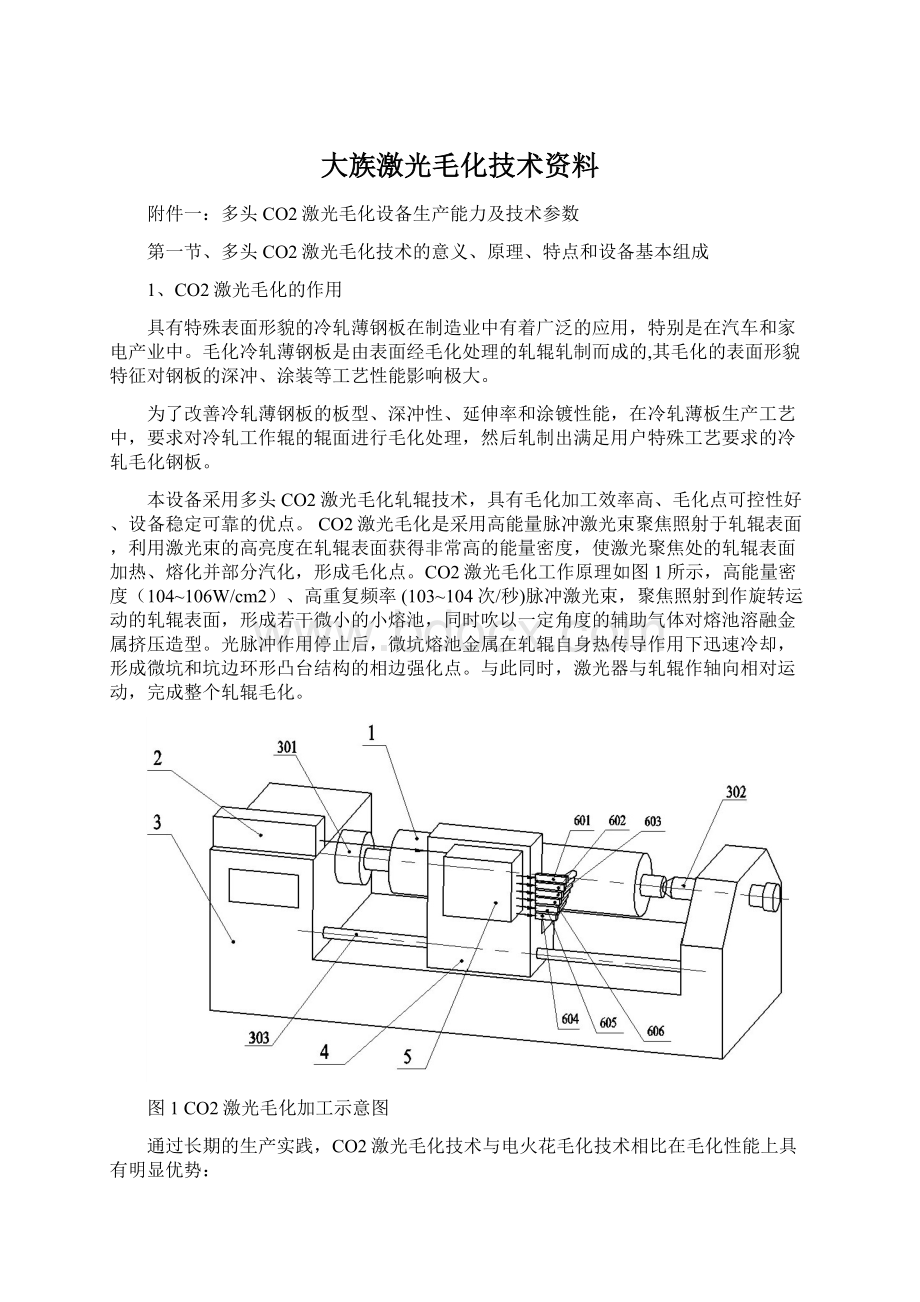
性能项目
电火花毛化
CO2激光毛化
1
深冲性
毛化点排列无序毛化
坑相通,深冲性较差
毛化点的排列有序,毛化坑互不相通,深冲性明显优于电火花板
2
光亮度
平坦度差,板面涂漆后
的鲜映度差
板的平坦度可调,板面涂漆后的鲜映度优于电火花板
3
可调性
毛化点的排列,形貌不可调
毛化点的排列,形貌可调,产品开发面广
4
过钢量
无提高
过钢量提高一倍以上
5
转换率
30%左右
80%左右
6
加工效率
20分钟左右
30-80分钟
7
重复性
不能
能再现毛化工艺过程和结果
8
环保
有污染环
保型生产
9
对辊面要求
不能有振纹、走刀纹、水滞、锈斑、指纹。
没有严格的要求
CO2激光毛化的主要作用
1、用于平整机的工作辊。
使钢板(带钢)表面最终形成满足用户对粗糙度值、密度值以及其他特殊表面构造和形貌的要求。
有利于钢板(带钢)在再成形过程中的延伸冲压效果,减少冲压件表面划伤,保证冲压件均匀变形,减少模具受力及损耗。
可根据用户的需要,生产出各种汽车用板、家电用板、轻工用板、防伪板、造币板、异面织构板、特制花纹板、激光乌泽板(LaserMatteSteel)等。
2、用于带钢在各种涂层或涂层工艺之前的表面毛化处理,以增加涂(镀)层物结合牢固度,减少涂(镀)层消耗,有效地提高涂(镀)层表面光洁度及反光鲜映度(DOI值)。
可根据用户的需要,生产出光亮板,激光镜面板(LaserMirrorSteel)等。
3、用于冷轧机的工作辊。
有利于带钢咬入、纠偏、边浪控制,稳定轧制及板型控制。
4、用于冷连轧机组最后机架的工作辊,或单机架轧机热处理前的板面毛化处理。
有利于防止钢卷在热处理工艺中发生粘连。
2、多头CO2激光毛化技术解决了阻碍激光毛化发展的瓶颈
2.1生产效率低下是目前单头激光毛化的主要缺点
通过对喷砂、电火花、CO2激光三种毛化工艺及设备的比较可以看出,激光毛化技术可以获得最好的毛化效果,但由于加工效率与电火花毛化技术相比还有很大的距离,因此激光毛化目前在大批量生产中的推广受到限制。
CO2单头激光毛化在高PPI值时的效率特别低。
以1720长Φ600辊面为例:
当采用3×
3/mm2点阵时,机床轧辊以150rpm转速毛化,需时间34.4分钟(1720×
3/150=34.4),激光脉冲频率要求达到14130Hz。
当需要6×
6/mm2点阵时,如果机床轧辊仍然以150rpm毛化,需时间68.8分钟;
但此时激光脉冲频率要求达到28260Hz,已经超出斩光盘的能力,因此实际上无法以150rpm转速毛化;
如果以斩光盘目前最大脉冲重复频率24000Hz毛化,机床轧辊转速只能限制在127rpm,需要时间81.3分钟,显然在高PPI值(例如6×
6/mm2)时目前的CO2单头激光毛化无法真正满足生产要求。
这也是目前的CO2单头激光毛化的点阵密度一般只选择3×
3/mm2--4×
4/mm2的原因,但这样就使得激光毛化板的参数选择受到极大限制。
2.2毛化点密度在很大程度上决定着钢板的质量
低粗糙度和高密度(高PPI值)的冷轧板是冷轧板的发展趋势。
冷轧板的深冲性能和涂镀性能是决定其能否用于汽车表面板和家用、民用电器表面板的两个重要因素。
而粗糙度是影响冷轧板深冲性能和涂镀性能的一个重要因素。
国内外有关专业人员对此进行了多年的研究,总结出评价冷轧板表面粗糙度的两个主要评定参数:
Ra--表面粗糙度算术平均值;
PPI--单位长度的峰值数。
Ra与PPI值的最佳结合决定了冷轧板的良好深冲性能和涂镀附着性。
日本汽车业目前使用的冷轧板以低粗糙度和高密度(高PPI值)为特点,实测值一般为Ra=0.9~1.05μm,PPI=11O~140(4×
4--6×
6/mm2)。
对钢板形貌参数进行的深入研究和大量实验,得出了图2的结果。
对应不同的工艺性能要求,图中坐标系上有各自最佳的区域,从图上可以看出低粗糙度和高密度(高PPI值)的冷轧板具有良好的冲压性能和抗擦伤性能。
图2汽车外用板的要求特性及薄板的最佳结构
由此可见,由于不同的钢板要求不同的表面特征,因此要获得满意的钢板表面形貌,轧辊毛化工艺对上述表面形貌参量的限制应该尽可能小,同时能够根据使用的要求对各种参量进行设定,这样就可以保证对任何实际使用要求提供满意的毛化效果。
2.3多头毛化是提高CO2激光毛化生产效率的有效途径
要真正使CO2激光毛化能够应用于大批量生产,必须大幅提高生产效率。
要提高单头激光轧辊毛化的加工效率,唯一的途径就是提高轧辊的转速,但对于一个重达4-5吨直径
Ф500-600mm的轧辊是几乎不可能的(机床的刚性难以承受),大型轧辊转速达到150-180rpm已经很困难。
通过多年努力,以武汉大族金石凯激光系统有限公司陈清明教授为主的研究团队,通过创新性的技术方案设计,提出多头激光毛化新技术,大大提高了大功率CO2激光毛化加工效率,在高PPI要求情况下加工效率可以与电火花毛化设备相媲美,已经完全能够满足大批量生产要求。
该技术已经申报专利,成为具有原始创新性知识产权的专利产品,并成功用于生产实践。
2.4多头CO2激光毛化的优点
通过一年多的生产实践结果表明:
1、其毛化加工的速度可以达到与多头电火花加工相当,比斩光盘技术成倍提高;
2、由于采用了光点跟踪技术,克服了斩光盘技术椭圆形毛化点的缺点,获得圆形毛化点,保证钢板两个方向的性能一致;
3、毛化点直径比斩光盘技术椭圆形毛化点更小,因此毛化点密度更高;
4、由于多头毛化头之间互补,毛化轧辊反光分布更均匀,克服了单头毛化“干涉”现象;
5、每个聚焦镜所承受的功率只是单头毛化聚焦镜承受激光功率的一半,因此毛化效果更稳定。
6、多棱镜转速更高,毛化脉冲频率达到30kHz,国际领先。
上图是双头毛化的钢板圆形毛化点。
随着深入研究,我们有理由相信多头毛化技术的优点可能会进一步总结出来。
2.5多头无序CO2激光毛化设备解决了阻碍激光毛化发展的瓶颈
要真正使CO2激光毛化能够应用于大批量生产,处理必须大幅提高生产效率外。
还需要针对现有的喷丸毛、电火花毛化所存在的问题进行有效的解决。
喷丸尤其是电火花毛化设备多年来应用于市场,其生产率高已经得到了用户的认同。
但电火花毛化和喷丸毛化的最致命的缺点是可控性能差,双头无序CO2激光毛化设备成功地复制了电火花毛化能无序毛化地特点,同时能对毛化过程和结果能有效地控制,能对毛化点阵密度、毛化点的大小、形貌等直接影响毛化质量的关键参数进行任意设置,而且能够保证毛化后的效果一致性。
而电火花以及喷丸毛化永远不能保证两根轧辊毛后的一致性。
3、多头CO2激光毛化技术的原理
3.1双头激光毛化设备的基本组成原理
1、总体结构双头CO2激光毛化工艺过程:
轧辊置于机床旋转轴上,启动数控机床,使轧辊按设定的转速旋转;
.激光器输出的连续激光束进入安装在工作平台上的多棱镜分光机构,多棱镜的工作表面在旋转过程中将激光束依次扫过2个分光头,每个分光头在激光扫过时接受到一部分激光,这样多棱镜分光机构将进入的连续激光束分成2路脉冲激光输出,激光功率无损耗;
.由多棱镜分光机构输出的2路脉冲激光束分别经2个聚焦头聚焦,焦点垂直落在旋转的轧辊工件表面,2个聚焦头对轧辊工件同时进行双头毛化加工,形成2条螺旋扫描线点阵毛化坑分布,毛化加工头的横向移动螺距是单头加工的2倍,因此毛化所需时间是单头加工的一半。
激光脉冲在轧辊表面形成一个金属熔化点,熔化点内的金属被高速侧吹气体吹出,形成中间下凹小坑,吹出的金属在凹坑边缘凸起;
轧辊高速旋转,激光聚焦头和侧吹气体横向移动,轧辊与激光聚焦头形成螺旋线相对运动,高重复频率激光在螺旋线上形成密集小坑;
这些小坑的几何分布是沿着辊身周向一条升角恒定的螺旋线而密集分布的。
激光毛化光头在F和W伺复电机的作用下,聚焦光点在横向和纵向以固定的频率和位移漂移,改变毛化点按照恒定的螺旋线分布的特点。
同时激光器以脉冲而非连续输出,脉冲频率于多棱镜转速的不匹配,使毛化点在此时略少于连续输出时的毛化点,在局部形成无序毛化的事实。
F和W轴的伺复电机以及激光器由连续输出改为脉冲输出可以在毛化过程中任意启动和停止,可以用程序设置也可以用手动来控制。
控制聚焦头的横向移动速度、轧辊旋转速度和斩光盘旋转速度,使小坑周向间距可控,其范围是0.2-0.4mm;
螺旋线的线距可控,其范围也是0.2-0.35mm。
由此在轧辊表面形成可预控的粗糙度值(Ra)和密度值(PPI),其均匀性好。
小坑的形貌亦可预控调整,从而形成各种不同的表面结构。
满足不同用户的各种工艺要求。
通过调节激光毛化工艺参数,如激光功率、脉冲频率、脉冲波形、辅助气体种类、方向和流量以及轧辊旋转速度等,可精确控制轧辊表面的毛化坑型及分布。
通过上面的描述,双头毛化设备同时进行两条螺旋线毛化点的加工,因此在同样的转速下加工头横向移动的螺距是单头加工的2倍,因此加工速度加倍。
双头激光毛化是利用被斩光盘反射掉的激光形成第二个毛化加工,因此激光能量充分利用,在同样的激光加工条件下可以选用较低的激光器功率。
2、多头分光原理
多棱镜分光的原理是:
激光照射在多棱镜的某个表面,多棱镜的这个面在旋转过程中将激光束依次扫过N个聚焦镜,每一个聚焦镜在激光扫过时接受到一部分激光。
这样当激光依次扫过N个聚焦镜时,相当于给每个聚焦镜分配一个激光脉冲。
当多棱镜旋转时,每一个多棱镜面都给所有的聚焦镜分配一个脉冲,这样实际上旋转多棱镜相当于将一个连续激光分割成为N路脉冲激光,每一路激光完全相同。
3.2总体设计结构及特点
激光毛化设备的总体结构由高功率CO2激光器、外光路系统、脉冲分光系统、激光聚焦和毛化装置、毛化机床、数控系统、总控制台和冷却系统等部分组成。
设备的关键和主要零部件选用进口件,确保轧辊激光毛化的加工精度、速度、均匀性、多功能性和生产运行的可靠性、安全性。
主要技术指标达到当前的国际领先水平。
拥有完全原创的自主的知识产权,能生产出具有独特性能的冷轧钢板。
3.3CO2激光毛化成套设备的主要技术特征
1、采用高功率CO2激光器,最大功率达2500瓦,功率连续可调,光束质量好(基模为主),聚焦后的光点尺寸小,能加工出形貌好。
工作气体内部循
 升级会员
升级会员 