圆形拉刀课程设计报告书文档格式.docx
《圆形拉刀课程设计报告书文档格式.docx》由会员分享,可在线阅读,更多相关《圆形拉刀课程设计报告书文档格式.docx(10页珍藏版)》请在冰豆网上搜索。
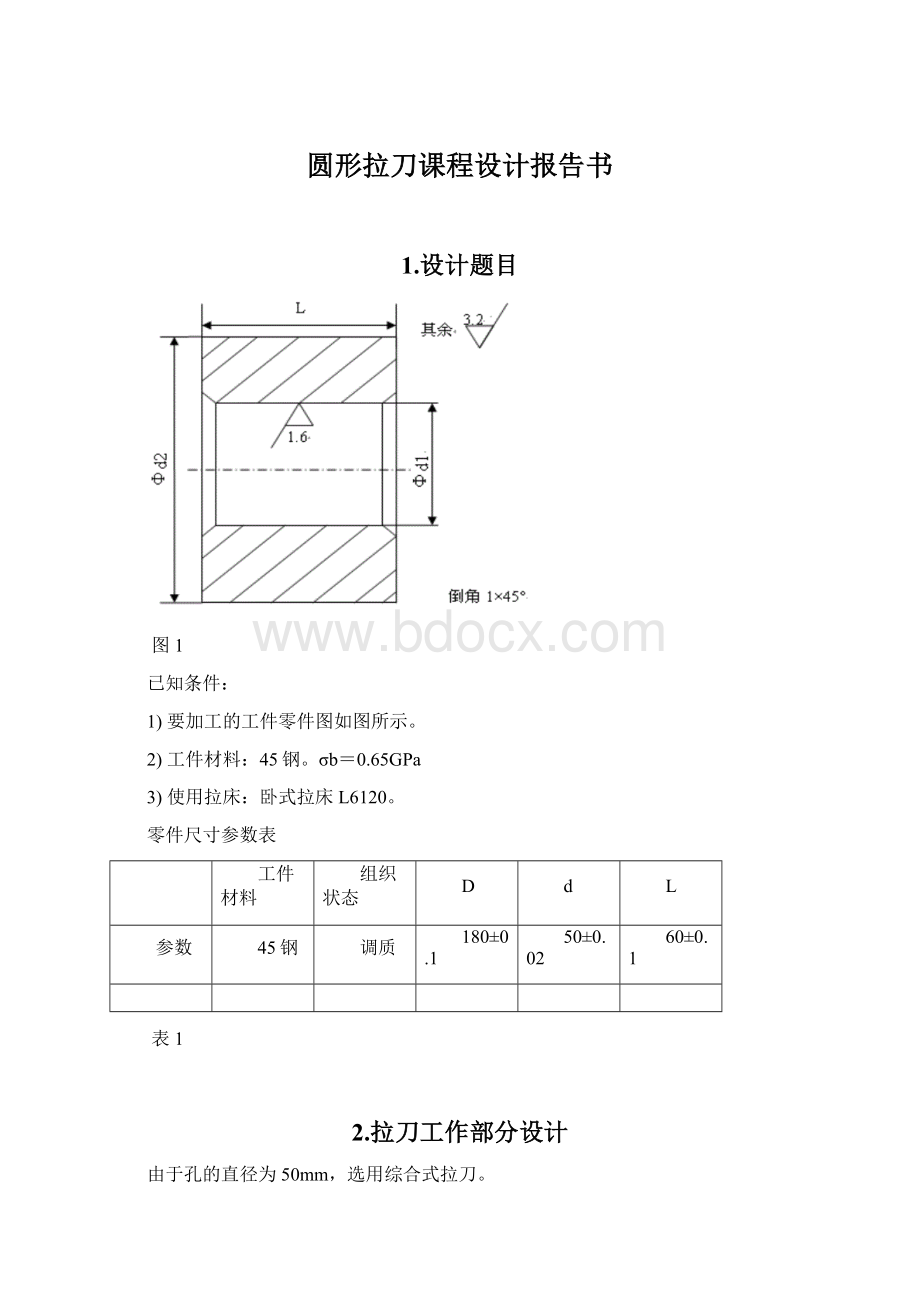
180±
0.1
50±
0.02
60±
表1
2.拉刀工作部分设计
由于孔的直径为50mm,选用综合式拉刀。
2.1选择刀具材料
拉刀用W18Cr4V或W6Mo5Cr4V2的高速工具钢制造。
用W18Cr4V或W6Mo5Cr4V2制造的拉刀热处理硬度:
刀齿和后导部:
63~66HRC
前导部:
60~66HRC
柄部:
45~58HRC允许进行表面处理。
2.2确定拉削余量A
圆拉刀预钻孔时
(其中,直径为D为50mm,L为60mm)
2.3齿升量的选取
1)粗切齿齿升量fz1:
为了缩短拉刀长度,应尽量加大,使各刀齿切除总余量60%-80%左右。
直径小于50mm的孔,fz1=0.03-0.06。
选取粗切齿的齿升量为0.06mm。
2)精切齿齿升量:
按拉削表面质量选取,一般fz3=0.01-0.02,取0.02。
齿数z3为个。
3)过渡齿齿升量为0.035mm,齿数z2为4个。
4)校准齿齿升量=0,齿数为5个,是起最后修光校准拉削表面作用。
由可以得出粗切齿的齿数z1为5个。
齿的种类
齿数
齿升量
粗切齿
5
0.06
精切齿
4
0.
过渡齿
校准齿
表2
2.4选择几何角度
1)
前角:
根据被加工材料;
后角:
拉削普通钢切削齿,刃带宽度。
取=,,。
2)精切齿:
=,,。
3)校准齿,取,。
2.5齿距及各齿数的确定
齿距:
通常由经验公式取P=12mm,所以粗切齿与过渡齿齿距P1=P2=12;
精切齿与校准齿齿距P3=P4=(0.6~0.8)P=9.4mm,取9mm。
同时工作齿数:
P确定后,工作齿数Ze用下式计算,
求得Ze=6,取Ze=6.
2.6确定容屑槽形状和尺寸
1)容屑槽形状
目前使用的容屑槽有三种形式,根据加工要求选为圆弧齿背形、直线齿背形、直线加长齿背形,根据题目要求,本题选用圆弧齿背形容屑槽。
圆弧齿背形:
容屑空间较大,适用于拉削塑性材料和综合拉削拉刀上。
2)
图3
容屑槽尺寸
粗切齿、过渡齿容屑槽尺寸:
。
精切齿、校准齿容屑槽尺寸:
2.7分屑槽的确定
综合式圆拉刀粗切齿和过渡齿采用圆弧形分屑槽,精切齿采用角度形分屑槽,分屑槽外形如下图:
图4
拉刀最小直径
槽数
6
8
10
12
14
16
18
20
24
拉刀类型
综合式
轮切式
槽宽
切削宽度
表3
由上表得粗切齿分屑槽:
槽数;
槽宽,取a=6mm;
弧形半径,取5.1mm.切削宽度。
分屑槽数
(宜取偶数)
槽深
楔角
25
60
表4
精齿分屑槽:
,取n2=24;
槽宽,深度.
2.8确定拉刀齿数和直径
48.98
49.09
49.21
49.33
49.44
49.56
49.63
49.70
49.77
49.88
49.92
49.96
50
校核齿
表5
3.非工作部分的设计
柄部可选择I型有周向定位面,如图所示:
图4
表6
柄部直径与长度:
直径:
40.4mm,长度:
55mm。
颈部直径与长度:
44.5mm,长度:
过渡锥的长度:
按照手册选取,长度:
10mm
直径为拉削前被拉孔直径的最小极限尺寸,直径:
48.98mm,长度:
60mm。
表8
表9
后导部:
长度:
45mm,直径:
48.98mm。
前柄
颈部
过渡锥
前导部
后导部
直径
40.4
44.5
长度
55
45
表10
4.拉刀强度的校验
表11
式中
Smin——拉刀上的危险截面面积,柄部截面处;
拉刀材料的许用应力,故拉刀强度符合要求.
5.小结
在做本次课程设计的过程中,我们感触最深的当属如何把学过的理论知识运用于实际。
为了让设计更加完善,查阅这方面的设计资料是十分必要的,同时也是必不可少的。
我们不能单靠课本理论,这在实际运用中会出现差别。
6.参考文献:
【1】陆剑中家宁金属切削原理与刀具[M].北京:
机械工业,2011
【2】华明金属切削刀具设计简明手册[M].北京:
机械工业,1994
【3】虹暴建岗画法几何及机械制图[M].北京:
国防工业,2014
【4】华明金属切削刀具设计简明手册[M].机械工业,1996
 升级会员
升级会员 