急冷塔焊接工艺卡汇编文档格式.docx
《急冷塔焊接工艺卡汇编文档格式.docx》由会员分享,可在线阅读,更多相关《急冷塔焊接工艺卡汇编文档格式.docx(23页珍藏版)》请在冰豆网上搜索。
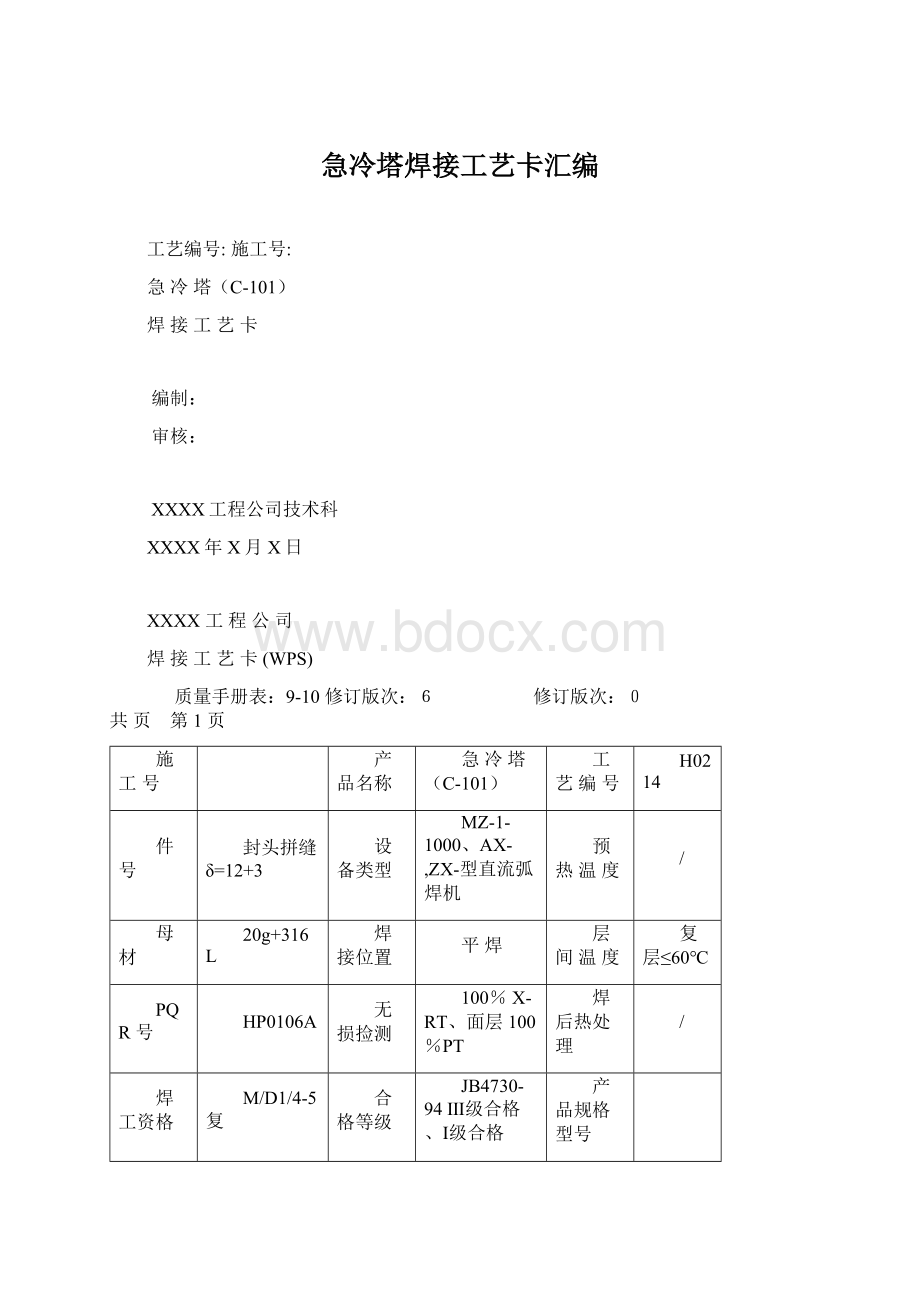
9-10修订版次:
6 修订版次:
0 共页 第1页
施工号
产品名称
急冷塔(C-101)
工艺编号
H0214
件号
封头拼缝δ=12+3
设备类型
MZ-1-1000、AX-,ZX-型直流弧焊机
预热温度
/
母 材
20g+316L
焊接位置
平焊
层间温度
复层≤60℃
PQR号
HP0106A
无损捡测
100%X-RT、面层100%PT
焊后热处理
焊工资格
M/D1/4-5复
合格等级
JB4730-94Ⅲ级合格、Ⅰ级合格
产品规格型号
焊
接
工
艺参数
焊接层次
焊接方法
焊材牌号规格 (mm)
电源极性
焊接电流(A)
焊接电压(V)
焊接速度()
CO2气流量(L/Min)
1~3
SAW
H08A/HJ431Φ4.0
DCRP.
500~550
30~32
28~32(m/h)
过渡层
SMAW
E00-23-13-16Φ3.2
120~130
24~30
1.6~2.2(mm/s)
面层
E00-18-12Mo2-16Φ4.0
140~150
2.0~2.5(mm/s)
点固焊
E4315Φ3.2
24~26
1.3~1.4(mm/s)
坡口尺寸`
焊道分布和熔敷顺序
焊缝编号
焊接要求及说明
A100
A101
A102
A103
产品试板
1.施焊前在不锈钢复合钢板坡口两侧各150mm内涂白垩粉防飞溅。
2.基层自动焊时,背面垫焊剂垫,碳弧气刨清根,打磨干净后焊满基层。
再焊过渡层,最后焊面层,过渡层施焊前及焊完后均须由检验人员认可后
方可焊面层。
3.自动焊基层时须特别注意不得将基层金属沉积在复层上。
4.复层焊接时采用小规范,多层多道不摆动焊,层间温度加以控制。
5.手工电弧焊时,严禁在容器表面上引弧,引弧应在坡口内进行。
6.过渡层焊缝应同时熔合基层焊缝、基层母材和复层母材。
编制:
XXX审核:
XXX年月日
0205-505
MZ-1-1000、KR-500等
HP0101
100%X-RT、面层100%PT(成型后)
M/Rb1/4-5
GMAW
309LΦ1.2
DCSP.
180~200
28~32
3.5~4.5(mm/s)
20~25
316LΦ1.2
2.5~3.5(mm/s)
如基材焊材熔
入复层,则应用角向砂轮彻底打磨干净后,方可焊复层。
4.复层焊接时采用小规范,直焊道不摆动或微摆动,层间温度加以控制。
5.过渡层焊缝应同时熔合基层焊缝、基层母材和复层母材。
0 共页 第2页
0 共页 第3页
筒节拼缝δ=12+3
平焊、转动平焊
H0101
20%X-RT(基层)、面层100%PT
注:
内坡口
3.自动焊基层时须特别注意不得将基层金属沉积在复层上,如基材焊材熔
焊接工艺卡(WPS)
0 共10页 第2页
0205-505
H0214
5、4等δ=10
NSA4-300,AX,ZX-型直流弧焊机等
20、20锻
水平转动
HP0002
100%X-RT
WS/D1-15J
JB4730-94Ⅲ级合格
焊接速度(mm/s)
气体流量(L/Min)
1
GTAW
H08Mn2SiAΦ2.5
90~120
14~16
1.0~1.2
2
E4315Φ3.2
1.3~1.5
3
E4315Φ4.0
150~160
1.6~1.9
 升级会员
升级会员 