CA6140车床法兰盘加工工艺过程卡Word文档格式.docx
《CA6140车床法兰盘加工工艺过程卡Word文档格式.docx》由会员分享,可在线阅读,更多相关《CA6140车床法兰盘加工工艺过程卡Word文档格式.docx(8页珍藏版)》请在冰豆网上搜索。
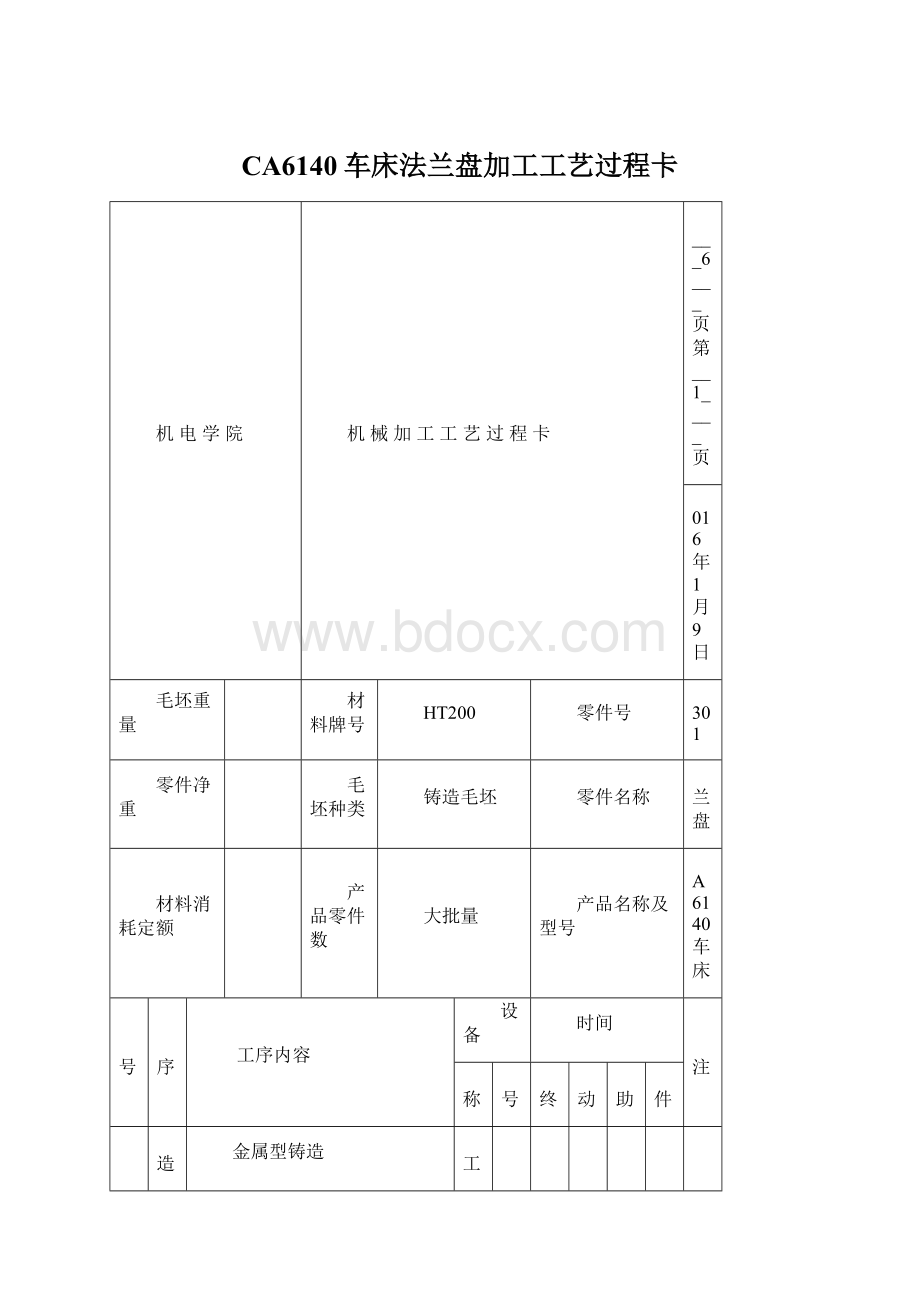
毛坯种类
铸造毛坯
零件名称
法兰盘
材料消耗定额
产品零件数
大批量
产品名称及型号
CA6140车床
序号
工序
工序内容
设备
时间
备注
名称
型号
准终
机动
辅助
单件
1
铸造
金属型铸造
铸工
2
热处理
正火
3
车削
粗车φ100d11mm柱体左端面
卧式车床
CA6140
0.61
更改
文件号
标记
签名
日期
拟订
校对
审核
会签
批准
共___6___页第__2____页
2016年1月9日
铸造件
4
钻、扩、粗铰、精铰φ20H9mm孔至图样尺寸并车孔左端的倒角
2.85
5
粗车φ100d11mm柱体右端面,粗车φ90mm柱体左端面,车45mm
柱体的过度倒圆,粗车外圆φ45mm、φ100d11mm、φ90mm,半精车外圆φ45mm、φ100d11mm、φ90mm,车φ100d11mm柱体的倒角
4.52
6
粗车、半精车、精车φ90mm右端面,车槽3×
2,粗车、半精车45h6mm外圆并在孔φ20H9右端倒角
1.209
共___6___页第__3____页
7
半精车φ100d11mm左、右端面、φ90mm左端面,精车φ100d11mm左右端面、φ90mm左端面
0.628
8
精车φ90mm右端面
0.29
9
铣削
粗铣、精铣φ90mm柱体的两侧面
卧式铣床
X63
1.29
共___6___页第__4____页
10
钻削
钻φ4mm孔,铰φ6mm孔
立式钻床
Z535
0.14
11
钻4—φ9孔
0.18
12
磨削
磨削B面
平面磨床
M7130
共___6___页第__5____页
13
磨削外圆面φ100d11mm、φ90mm
14
磨削φ90mm突台距离轴线24mm的侧平面
15
钳工
刻字刻线
共___6___页第__6____页
16
镀层
镀铬
17
检测
检测入库
本文档部分内容来源于网络,如有内容侵权请告知删除,感谢您的配合!
 升级会员
升级会员 