精整作业区岗位操作规程Word文档格式.docx
《精整作业区岗位操作规程Word文档格式.docx》由会员分享,可在线阅读,更多相关《精整作业区岗位操作规程Word文档格式.docx(64页珍藏版)》请在冰豆网上搜索。
2
3
4
5
6
7
8
9
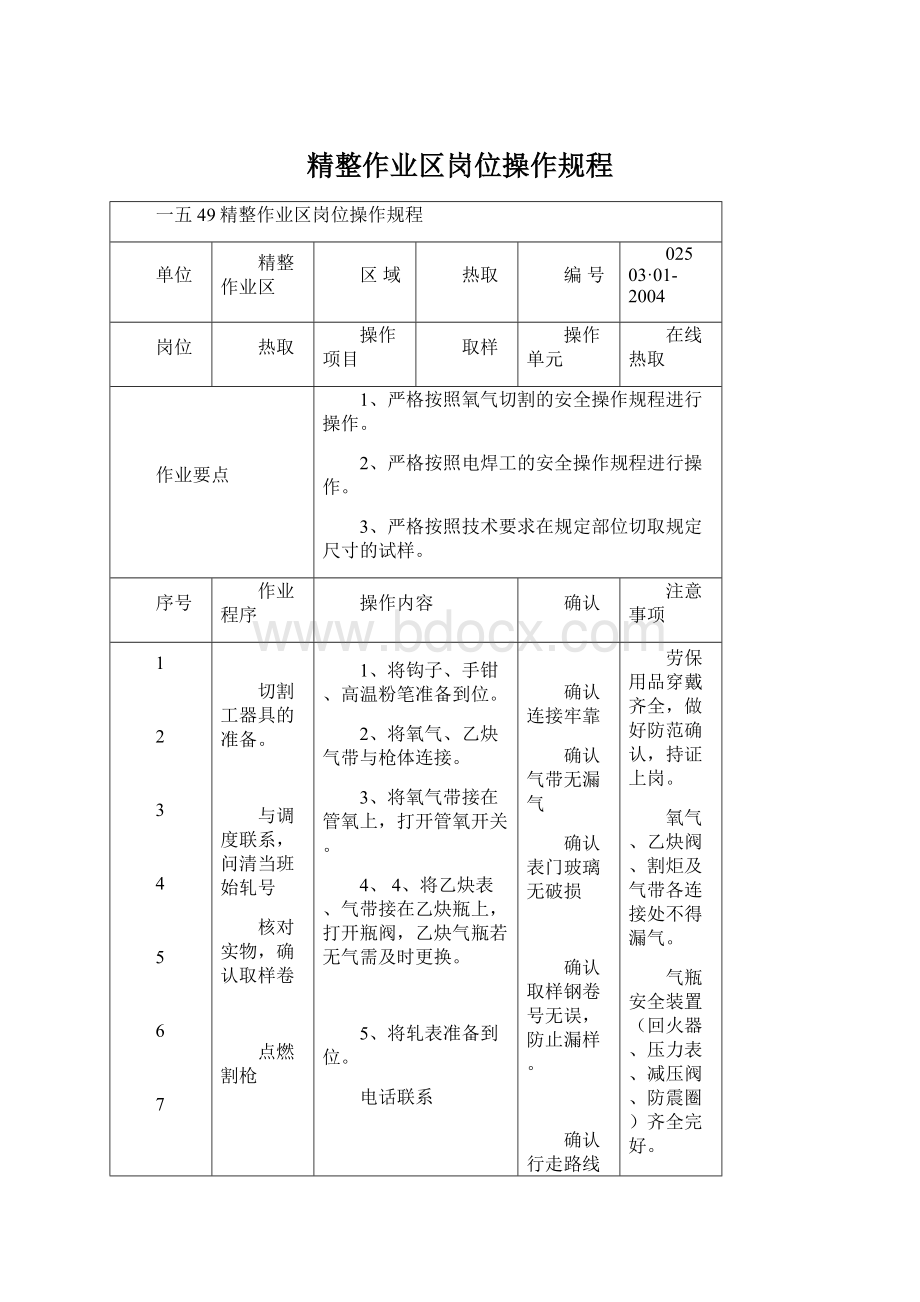
切割工器具的准备。
与调度联系,问清当班始轧号
核对实物,确认取样卷
点燃割枪
调节火焰,实施切割
在试样上描号标识
填写《分批取样单》
清理现场。
填写交接班记录
1、将钩子、手钳、高温粉笔准备到位。
2、将氧气、乙炔气带与枪体连接。
3、将氧气带接在管氧上,打开管氧开关。
4、4、将乙炔表、气带接在乙炔瓶上,打开瓶阀,乙炔气瓶若无气需及时更换。
5、将轧表准备到位。
电话联系
1、依据轧表通过工业电视逐卷核对3#链过来的热轧卷,轧表上打"
√"
的卷为取样卷。
2、不锈钢、硅钢、花纹板以及轧表上注明的供下厂料不进行热取样。
3、规定冷取样的钢种规格不热取。
先稍微开启预热氧调节阀,再打开乙炔调节阀,随即将割炬伸于热卷上端部或用打火机点燃。
1.调节氧气和乙炔的流量至需要的预热火焰,对钢卷准备切割部位进行预热。
2.开启切割氧气调节阀,将工艺捆带切断。
3.卷形紧的,需用钩子将带尾钩松。
4.双手把枪,弯腰侧行,与运行钢卷保持同步,在钢卷尾部1M处下部进行切割(试样尺寸为450*450)。
5.应掌握切割速度,勿将钢卷下层切伤。
6.严禁在钢卷尾部圆弧处切割,严禁顶样。
7.如遇换气、切割枪坏、调度未及时通知等特殊情况,无法取样的,应及时通知班长,在打捆台进行补取。
1.用手钳将热试样夹至旁边。
2.用高温粉笔在试样上描写钢卷号、钢质、厚度、炉号、轧制方向。
严格按格式填写,内容准确,数据真实。
1.将工具收起,放入工具箱内,将3#链两旁的废捆带捡拾到试样剪旁的废钢斗内。
2.按作业区5S规定将焊渣、氧化皮等杂物清扫干净。
在交接班本上填写当班轧制起止卷号,取样数量,及其它需要说明的事项。
确认连接牢靠
确认气带无漏气
确认表门玻璃无破损
确认取样钢卷号无误,防止漏样。
确认行走路线无妨碍物,防止绊倒。
确认描号准确,防止混号
劳保用品穿戴齐全,做好防范确认,持证上岗。
氧气、乙炔阀、割炬及气带各连接处不得漏气。
气瓶安全装置(回火器、压力表、减压阀、防震圈)齐全完好。
开乙炔阀门时应站在侧后方。
搬运乙炔气瓶时禁止将气瓶直接推、抛到地面上。
应直立放置,并采取防止倾倒措施。
同一炉卷,上班未轧完算在下班。
遇吊销、回炉、中板、轧废可顺延取样;
改规格卷调度通知后也应取样。
≥4.0的集装箱、部分汽车用钢、高强度钢等冷取。
使用打火机点燃时防止烧伤。
作业前应扣紧袖口,佩戴专用手套、面罩和防护镜。
切割工艺捆带时,应站在钢卷的侧面、链条护角槽钢的南外侧,防止钢卷带尾弹开伤人。
禁止站在链条上或两条链之间进行切割。
注意火花飞溅的方向,并招呼周围人员避让。
切割物与主体分离掉下时,防止将脚砸伤。
发生回火时,应迅速关闭割炬上的氧气阀和乙炔阀,然后采取灭火措施。
老化和回火时烧损的气带不准使用。
严禁徒手搬运热取试样,防止将手烫伤。
改轧、吊销情况应详细注明。
熄灭焊割炬,拧上气阀安全帽,关闭气瓶球形阀,除去减压器压力,关闭点阀箱氧气阀门,放出管中余气,并停止供气。
按照规定的路线捡拾捆带。
试料剪
02-2004
试样
试料剪切
试样制作
1.剪切作业严格按照技术条件、规定进行操作,严禁违规。
2.做到料单一一对应,当面结清。
10
11
12
一三
搬运试样。
持当班热取切割工填写的《分批取样单》
1、与实物核对。
编试样号。
将字头、手锤准备到位。
启动试样剪并点检。
将待剪切的试样送入剪机,对好尺寸,剪切成标准规定的试样。
往剪切下的标准样上打钢印。
整理试样并捆扎。
停泵、拉闸。
清理剪机周围区域卫生。
根据试样小票上的试样卷号与编号在系统内做性能委托,发送至技术中心,并打印样本明细。
持打印好的性能委托单与剪切好的试样料送至技术中心。
填写交接班台帐,与下班试样工面对面交接清楚。
将当班热取试样由3#链工艺平台搬至剪机旁。
逐块核对钢卷号、钢质、规格、轧制方向及试样上是否有诸如重皮、压坑、辊印等缺陷。
根据轧表及上班编号情况,编本班试样编号,并将标号情况写在轧表及试样小票相应炉号(卷号)后。
放在工作台面上,字头按从大到小的顺序排放。
1、合闸(将电器开关置于“合”的位置)。
2、按下操作台1#、2#油泵“开”按钮。
3、“选择”开关分别选单动、联动方式,观察设备运行是否正常。
4、检查油管、油泵、油缸、压紧轴部位是否有漏油现象。
5、听油泵是否有异常响声。
6、点检无问题后“选择开关”选单动方式。
1、双手将试样送入剪机,对好尺寸后双手撤离,按压手动开关,剪刃上下运行一次,试样边部被切掉。
2、掉转方向重复上述动作,直至将试样切成标准样。
用取样小票核对实物样后,选择相应字头,用手锤将字样打在试样上。
打字完成后,将拉力、冷弯等试样分别垛放并捆扎,将工具收起。
1、按压1#、2#泵“关”按钮,油泵停止。
2、将电器开关置于“关”的位置。
将剪切掉的边角料扔入废钢斗内。
在系统内做委托时要仔细核对,认真检查,不得有漏样、错样。
将捆扎好的试样料装入工具袋中,搬到交通工具上送往技术中心。
严格按格式要求认真填写,并签字。
确认票物一致
有缺陷的试样绝对不能用于试样的剪切,通知热取或打捆切割工重新取样
制样时应避开试样边部火焰影响区80100。
根据《试样剪切标准》剪切标准试样
确认样号票物一致
1、按要求穿戴好劳保用品,做好防范确认。
2、量力而行,确认钢板状态稳固。
3、上下楼梯应扶好站稳,防止摔伤、划伤、砸伤。
1、绿色指示灯亮。
2、确认设施完好无损。
1、压力表显示22左右。
2、严禁带负荷试车。
如漏油,停泵、断电并通知调度派人检修。
如有通知调度派人检修。
严禁联动操作。
试样送入剪机后双手严禁放在钢板下或压紧轴下,以防伤手。
严禁两人同时喂料,并按压手动开关。
剪切小块试样时,必须使用核实的钢板条将待剪试样压牢。
打字时精力集中,方法正确,防止将手砸伤。
严禁不同检验项目的试样捆扎在一起
绿色指示灯灭。
工作压力表复零,断电。
应注意观察周围是否有人。
发送完成后要与技术中心调度核对无误
1、检查车辆各部件是否处于安全状态。
2、自觉遵守交通法规,遇雨雪天路滑或天气不好时,应慢行。
3、禁止钻越道口栏杆。
内容准确,数据真实。
8#操作台
03-2004
收料
钢卷运输
1.操作每一个动作都应确认。
2.钢卷在3#链上重心偏移,应停止操作。
3.对中后托辊抬升不得推动钢卷。
提前5-10分钟上8接班,与点检人员联系点检设备。
检查35#链的运转是否正常,1#、2#高翻是否正常,液压泵托辊是否正常,工作台的按钮、手柄、指示灯及监视图像监控位置是否良好。
手动运转准备。
手动运送钢卷到跨。
(1#高翻工作)
钢卷送到跨(2#高翻工作)
记录设备故障时间、原因。
记录热轧卷入库库别及卷数。
根据《轧钢、精整实物质量交接标准》要求,对于有质量缺陷的钢卷(甩尾、无捆带、折边、折叠、松卷、塔形等)记录在来料质量信息反馈表上。
汇总信息记录在作业图表上。
交接班前一五—20分钟清理8#台卫生。
交接班前10分钟配合检查员点检3#—5#链,液压泵是否正常。
与接班人员共同填写交接班本,将填写完的质量信息反馈表放入指定票箱。
检修作业(捡拾捆带)
1、作业时设备处于停止状态。
2、试车前点检。
与交班人员共同填写交班情况。
1、各操作开关在停止位。
2、操作牌具备。
3、液压泵系统启动,各故障复位。
1、1#高翻开关选手动。
2、翻卷机处于受料位置,托辊在下限。
3、观察操作台上西侧第二台监视器,钢卷运行至转角台中心位置与6#台联系,使转角升降台升到顶位。
4、3#链操作开关选前进位。
5、钢卷运行一个标准间距后选停止。
6、观察操作台上西侧第三台监视器,当钢卷运行到1#高翻受料位时3#链选择停止,点动对中。
7、托辊选抬升。
8、1#高翻选翻转。
9、托辊选下降,钢卷被平稳放置于4#链上。
10、4#链操作开关选前进,待钢卷行至1.5M位置,4#链操作开关选停止。
11、1#高翻选翻回到位后,等待翻转下一个钢卷。
1、1#高翻选手动并且在翻起位,托辊在下限。
2、2#高翻选手动。
3、2#高翻位于翻回位,托辊在下限。
4、观察操作台上西侧第二台监视器,钢卷行至转角台中心位置与6#台联系使转角升降台升到顶位,3#链开关选前进位。
钢卷运行一个标准间距后选停止。
5、观察操作台上西侧第四台监视器,当钢卷运行到2#高翻受料位时3#链操作开关选择停止。
6、托辊选抬升,顶住钢卷且不能推动,2#高翻选翻转。
8、托辊选下降。
9、5#链操作开关选前进,待钢卷行至1.5M位置5#链操作开关选停止。
10、2#高翻选翻回到位后,等待翻转下一个钢卷。
11、2#高翻转1#高翻。
12、3#链上的钢卷翻完后,暂时停机,及时停泵。
记录在交接班本上。
记录在图表上,并签名。
1、关键质量问题应及时报告调度及作业区。
2、来料质量信息反馈表应让轧钢卷取人员签字认可。
1、物品定置摆放。
2、清洁台面、地面。
1、操作手柄在“零位”,“急停”按钮在“按下”状态。
2、在操作台面上悬挂“禁止操作”牌。
3、地坑下作业时,地面悬挂“警示标志。
”
1、
2、
3、1、与相关人员共同确认后签字认可。
2、与上工序相关操作台联系确认后运行。
相互确认
受料位灯亮下限灯亮
允许运行灯亮
翻起位灯亮下限灯亮
顶位灯亮允许运行灯亮
1、劳保用品穿戴齐全,做好防范确认。
2、上下楼梯应扶好站稳。
3、灭火器、报警器齐全、完好、有效。
·
工作台面上严禁放饭盒,水杯等杂物。
执行操作牌和停送电制度。
启动前必须打铃警示,并确认设备
 升级会员
升级会员 