2.24钢筋加工交底—滚压直螺纹套筒连接Word文件下载.docx
《2.24钢筋加工交底—滚压直螺纹套筒连接Word文件下载.docx》由会员分享,可在线阅读,更多相关《2.24钢筋加工交底—滚压直螺纹套筒连接Word文件下载.docx(6页珍藏版)》请在冰豆网上搜索。
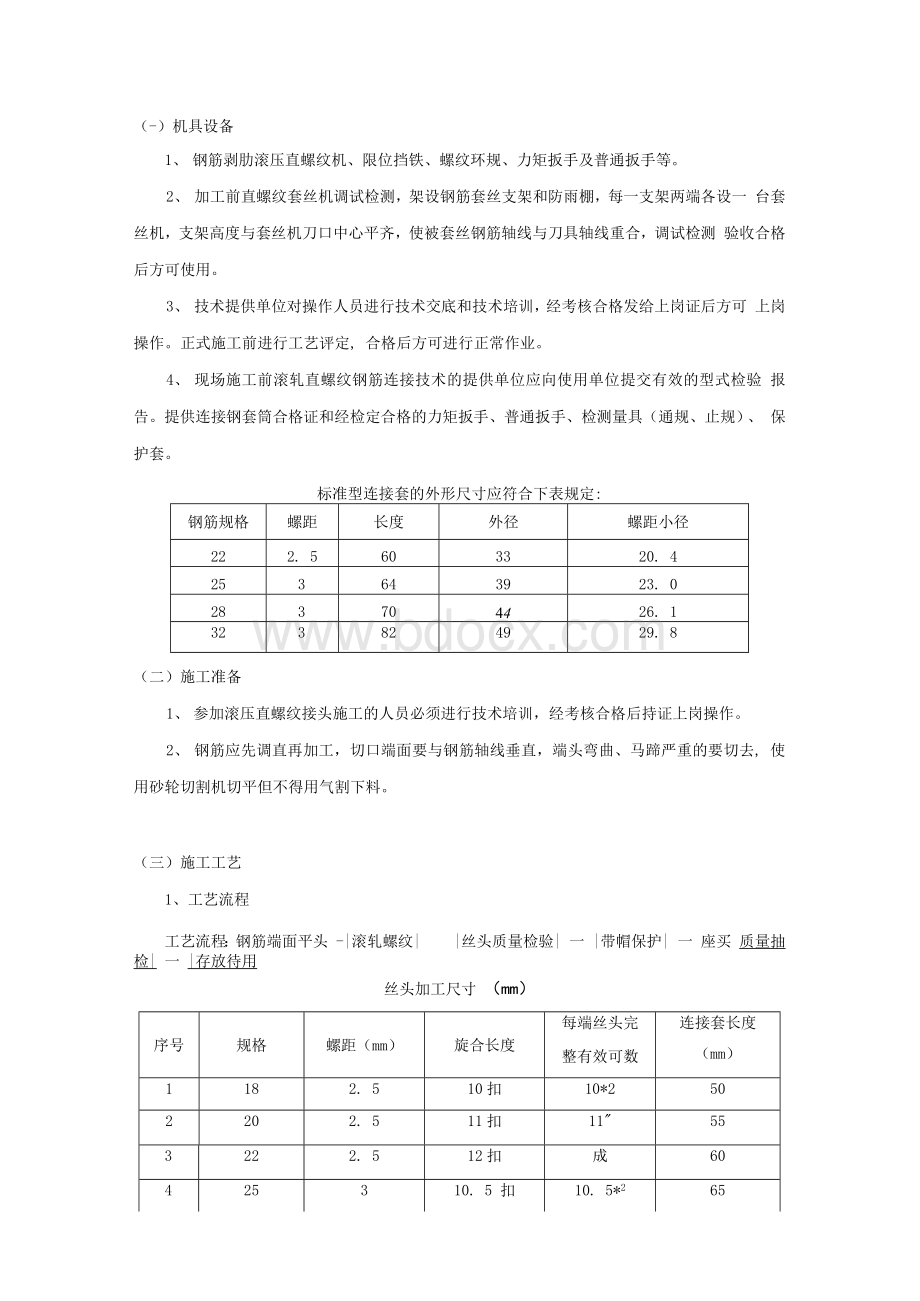
39
23.0
28
70
44
26.1
32
82
49
29.8
(二)施工准备
1、 参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后持证上岗操作。
2、 钢筋应先调直再加工,切口端面要与钢筋轴线垂直,端头弯曲、马蹄严重的要切去,使用砂轮切割机切平但不得用气割下料。
(三)施工工艺
1、工艺流程
工艺流程:
钢筋端面平头-|滚轧螺纹| |丝头质量检验|一|带帽保护|一座买质量抽检|一|存放待用
丝头加工尺寸(mm)
序号
规格
螺距(mm)
旋合长度
每端丝头完
整有效可数
连接套长度
(mm)
1
18
10扣
10*2
50
2
20
11扣
11"
55
12扣
成
4
10.5扣
10.5*2
65
5
11.5扣
11.5”
6
14扣
14*2
85
7
36
15扣
15*2
90
2、滚压直螺纹机操作
①、使用相应规格的调试棒调整好剥肋头,保证剥肋直径不得低于该钢筋的原径尺寸。
调定机床工作参数,夹紧钢筋。
②、开启水泵,逆时针搬动给进手柄,使主机启动并平稳前进,当滚丝轮接触钢筋后,使其能自动按螺距前行两个或三个螺距进行加工,完成丝头滚轧后,机床会自动停车。
③、启动反转按钮,滚丝头返回,当滚丝头即将离开丝头时,给手柄加一定的力顺时针摇到初始位置,机床停车。
④、钢筋滚轧一次完成.松开夹紧钳,取下钢筋,完成一个丝头的加工。
加工完毕后清除附着在螺丝上的铁屑.滚轧钢筋直螺纹采用水溶性切削润滑剂。
⑤加工丝头时,如有拐筋,应先加工丝头,再进行钢筋弯曲.遇上不合格丝头,必须切断滚丝,重新加工丝头。
3操作人员应按要求进行自检:
①逐个检查丝头的外观质量、螺纹直径、丝头长度。
②加工丝头的牙形、螺纹必须与连接套的牙形、螺距一致,有效丝扣段内的秃牙部分累计长度小于周长的1/2。
③钢筋丝头螺纹要饱满,螺纹大径低于螺纹中径的不完整扣累计长度不能超过两个螺纹周长,钢筋丝头长度误差应不大于+2P(P为螺距)且不得低于标准长度。
④螺丝直径每加工10个丝头用螺丝环规的通、止规检查一次,通规能顺利旋入,止规旋入量不超过3圈则判定为螺丝直径合格。
检验项目
检验方法
检验要求
外观检查
目测
螺纹应饱满、光滑,有效丝扣段内的突牙部分累计长度小于一扣周长的1/2
螺纹中径尺寸
通环规
止环规
通还规能顺利旋入整个有效扣长度,止环规旋入丝头的深度小于等于3P(P为螺距)
螺纹有效旋合长度
丝口卡板
允许偏差不大于IP(P为螺距)
⑤丝扣超长使用手持砂轮机磨掉;
丝扣长度不足需重新调整限位器并重新套丝,直至满足要求。
⑥自检合格的丝头,一头拧与钢筋直径相应规格的保护帽,另一头拧上与钢筋直径相应规格连接套筒,连接套另一端盖上密封盖。
分类堆放整齐待用。
4丝头加工检查
自检合格的丝头,由质检员用丝头卡板、环规随机抽样进行检验,以一个工作班内生产的丝头为一个验收批,随机抽检10%,且不少于10个。
当合格率大于等于95%时,判定该批为合格。
当合格率小于95%时,要加倍抽检,复检中合格率仍小于95%时,要对钢筋丝头逐个进行检查,切去不合格丝头,重新加工螺纹。
丝头加工检查后,认真做好钢筋直螺纹加工检验记录。
(四)钢筋连接
钢筋接头连接方法如下图所示:
|钢筋就位|-|拧下钢丝头保护帽|-|接头拧紧|一作标记1-1施工检验IT作标记
连接操作:
①钢筋连接工程开始前和施工过程中,应对每批进场钢筋和接头进行工艺检验。
拧下待连接钢筋的保护帽和连接套上的密封盖。
将待连接钢筋拧入连接套。
拧入前,应仔细检查钢筋规格是否与连接套规格一致,钢筋连接丝扣是否干净完好无损。
②被连接的两钢筋端面应处于连接套的中间位置,偏差不大于1P(P为螺距),连接套筒拧紧后两端无完整丝扣外露。
两钢筋端面应在套筒中间位置对紧。
有弯头的钢筋采用正反丝扣套筒。
经拧紧后的滚轧直螺纹接头必须做出标记。
①滚轧直螺纹接头的连接必须用工作扳手进行施工。
套筒接头拧紧力矩见下表,采用力
矩扳手检查。
直螺纹钢筋接头拧紧力矩值
钢筋直径/mm
18~20
22~25
28~32
36~40
拧紧力矩值(N・m)
160
230
300
360
④连接接头检验:
钢筋连接接头的外观质量在施工时应逐个自检,不符合要求的钢筋连接接头应及时调整或采取其它有效的连接措施。
(五)质量检验
1、 外观质量自检合格的钢筋连接接头,应由现场质检员随机抽样进行检验。
同一施工条件下采用同一材料的同等级、同型式、同规格接头,以500个为一个检验批进行检验与验收,不足500个的也作为一个检验批。
2、 对每一检验批的钢筋连接接头,随机抽取15%。
且不少于75个接头,检验其外观质量及拧紧力矩。
现场钢筋连接接头的抽检合格率不应小于95%。
当抽检合格率小于95%时,应另抽取同样数量的接头重新检验。
当两次检验的总合格率不小于95%时,该批接头合格。
若合格率仍小于95%时,则应对全部接头进行逐个检验。
在检验出的不合格接头中,抽取3根接头进行抗拉强度检验,3根接头抗拉强度试验的结果全部符合要求时,该批接头验收评定为合格。
3、 对每一验收批均应按I级接头的性能进行检验,在工程结构中随机抽取三个试件做单项拉伸试验,当三个试件抗拉强度均不小于该级别钢筋抗拉强度的标准值时,该验收批判定为合格,如有一个试件的抗拉强度不符合要求,应再取六个试件进行复检。
复检中仍有一个试件不符合要求,则该验收批判定为不合格,滚轧直螺纹接头的单向拉伸试验破坏型式有三种:
钢筋母材拉断、套筒拉断、钢筋从套筒中滑脱,只要满足强度要求,任何破坏型式均可判断为合格。
4、 现场检验连续十个验收批,抽样试件抗拉强度试验1次合格率为100%时,验收批接头数量可扩大为1000个。
5、其它注意事项:
钢筋丝头经检验合格后应保持干净无损伤;
所连钢筋规格必须与连接套规格一致;
连接水平钢筋时,必须从一头往另一头依次连接,不得从两头往中间或中间往两端连接;
连接钢筋时,一定要先将待连接钢筋丝头拧入同规格的连接套之后,再用工作扳手拧紧钢筋接头,以防损坏接头;
连接成型后用红油漆做好标记,以防有遗漏接头。
(六)直螺纹接头试验
1、 同一施工条件下,采用同一批材料的同等级、同型式、同规格接头,以500个为一验收批进行检验和验收,不足500个也为一验收批。
每一批取3个试件作单向拉伸试验。
2、 当三个试件抗拉强度均不小于该级别钢筋抗拉强度的标准值时,该验收批定为合格。
如有一个试件的抗拉强度不符合要求,应取六个试件进行复检。
3、 复检中仍有一个试件不符合要求,则该验收批判定为不合格。
剥肋直径
螺纹尺寸
丝头长度
完整丝扣圈数
16
15.1±
0.2
M16.5x2
20〜22.5
>
8
16.9±
0.2
M19x2.5
25〜27.5
18.8±
M21x2.5
27〜30
20.8±
M23x2.5
29.5〜32.5
9
23.7±
M26x3
32〜35
26.6±
M29x3
37〜40
10
30.5±
M33x3
42〜45
11
34.5±
M41x3.5
46〜49
40
38.1±
49〜52.5
(七)成品保护
1、成型钢筋应按总平面布置图指定地点摆放,用垫木垫放整齐,防止钢筋变形、锈蚀、油污。
2、 安装电线管、暖卫管线或其他设施时不得任意切断和移动钢筋。
如有相碰,则与土建技术人员现场协商解决。
3、 浇筑楼板於时,玲输送泵管要用铁马凳架高300mm,防止由于过重的泵管压塌板上部筋。
去往操作面的主要通道也需设铁马凳,上铺木跳板,边浇边撤。
(八)安全措施
1、 进入现场的钢筋机械在使用前,必须经项目工程部、安全部检查验收,合格后方可使用。
操作人员需持证上岗作业,并在机械旁挂牌注明安全操作规定。
2、 钢筋机械必须设置在平整、坚实的场地上,设置机棚和排水沟,防雨雪、防砸、防水浸泡。
机械必须接地,操作工必须穿戴防护衣具,以保证操作人员安全。
3、 钢筋加工机械要设专人维护维修,定期检查各种机械的零部件,特别是易损部件,出现有磨损的必须更换。
4、钢筋加工机械处必须设置足够的照明,保证操作人员在光线较好的环境下操作。
在进行加工材料时,弯曲机、切断机等严禁一次超量上机作业。
5、打磨钢筋的砂轮机,开机前检查砂轮罩、砂轮片是否完好,旋转方向是否正确。
对有裂纹的砂轮严禁使用,操作人员必须站在砂轮片运转切线方向的旁侧。
(九)环保措施
1、 现场在进行钢筋加工及成型时,要控制各种机械的噪音。
将机械安放在平整度较高的平台上,下垫木板。
并定期检查各种零部件,如发现零部件有松动、磨损,及时紧固或更换,以降低噪音。
浇筑硂时不要振动钢筋,降低噪声排放强度。
2、 钢筋原材、加工后的产品或半产品堆放时要注意遮盖(用苫布或塑料),防止因雨雪造成钢筋的锈蚀。
为了减少除锈时灰尘飞扬,现场要设置苫布遮挡,并及时将锈屑清理起来,待统一清运到北京市规定的垃圾集中地。
3、 直螺纹套丝的铁屑装入尼龙口袋送废品回收站回收再利用。
 升级会员
升级会员 