数控铣床编程例题文档格式.doc
《数控铣床编程例题文档格式.doc》由会员分享,可在线阅读,更多相关《数控铣床编程例题文档格式.doc(52页珍藏版)》请在冰豆网上搜索。
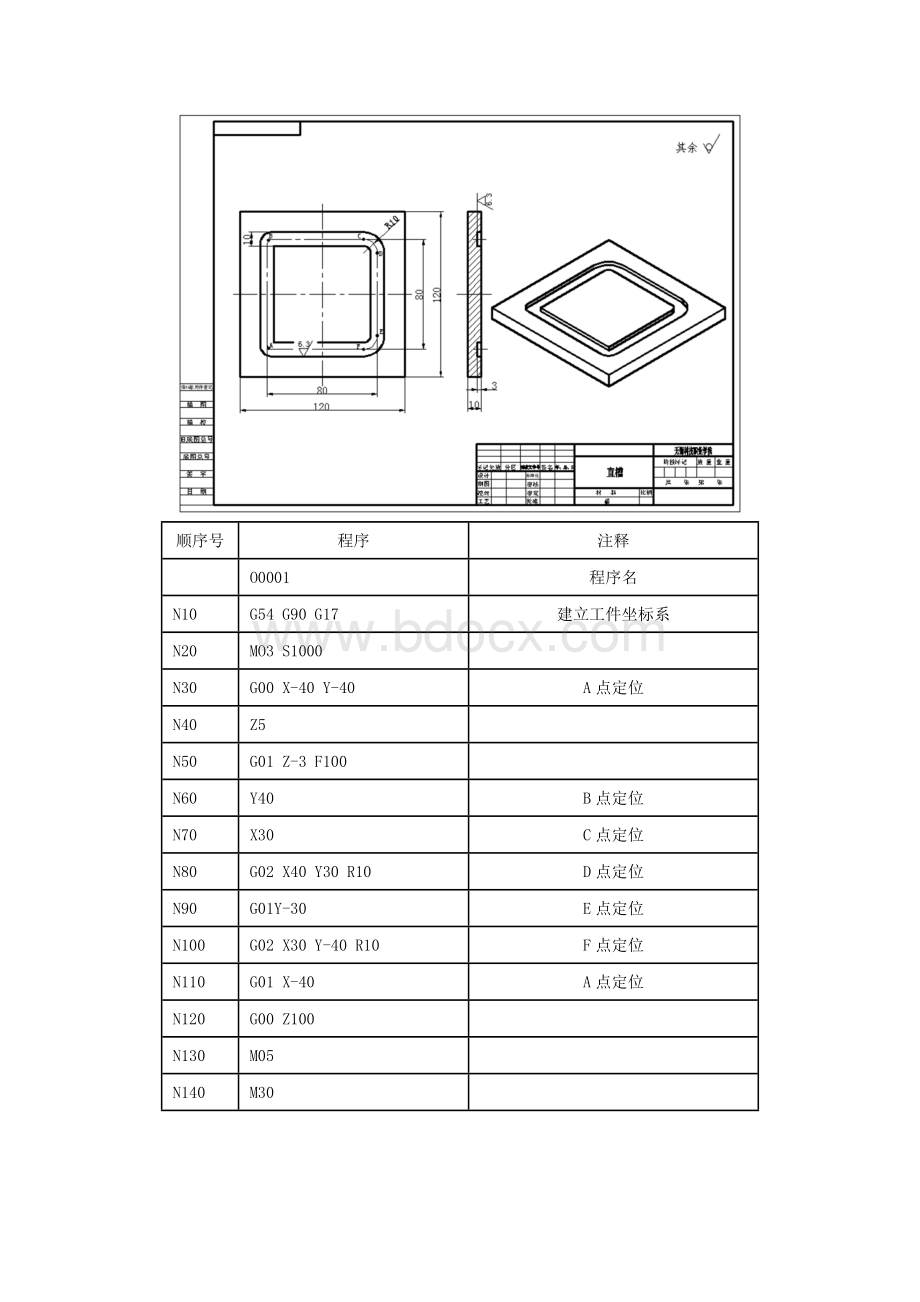
N90
G01Y-30
E点定位
N100
G02X30Y-40R10
F点定位
N110
G01X-40
N120
G00Z100
N130
M05
N140
M30
试用子程序编制“奥运五环”(切深5mm)
O0002
主程序名
G54G90G17
M03S1000
G90G00X-50Y0Z10
M98P0022
调用圆子程序
G90G00X50Y0
M98P0022
G90G00X0Y0
G90G00X-25Y-15
G90G00X25Y-15
O0022
子程序名
G91G00X-20
G01Z-15F200
G02X0Y0I20J0
G90G00Z10
M99
子程序结束
“三菱”的数控铣削加工程序
G17G40G49G80
安全指令
G54G90G00X0Y0Z10
建立G54坐标系
M98P0011
调子程序
G68X0Y0R-120
顺时针旋转120°
G68X0Y0R120
逆时针旋转120°
G69
O0011
G01Z-5F150
G01X14Y25F200
X0Y50
X-14Y25
X0Y0
G00Z10
已知毛坯规格为80mm×
80mm×
20mm,材料为45钢,毛坯六面已加工,要求编制八角凸模板零件加工程序并完成零件的加工。
零件加工工艺及工装分析
(1)零件用平口虎钳装夹,伸出钳口12mm左右;
(2)加工方法及刀具选择:
1)粗铣采用φ20mm粗立铣刀粗铣正方形外轮廓,留0.50mm单边余量;
粗铣八角形凸台,留0.50mm单边余量;
粗铣圆柱体,留0.50mm单边余量。
2)半精铣采用φ20mm精立铣刀半精铣八角形凸台、圆柱体、正方形外轮廓,留0.10mm单边余量.
3)精铣采用φ20mm精立铣刀实测工件尺寸,调整刀具参数,精铣八角形凸台、圆柱体、正方形外轮廓
O3333
G17G40G49G80
安全指令
G54G90G00X0Y0
建立G54工件坐标系
G43H01Z100
调用刀具长度补偿
M03S1200
G00Z30
G00X33Y42
Z1M08
G01Z-5.25F200
G41G01X22.5Y22.5D01F80
调用刀具半径补偿
铣削正方形外轮廓至5.25mm
Y-22.5
X-22.5
Y22.5
X22.5
G40G00X33Y42
取消刀具半径补偿
N150
G01Z-10.5F200
N160
铣削正方形外轮廓至10.5mm
N170
N180
N190
N200
N210
N220
G00Z10
N230
G00X33Y35
N240
Z1
N250
G01Z-3.5F200
N260
G41G01X0Y22.5D1F50
铣削八角形凸台至3.5mm
N270
G01X15.908Y15.908
N280
X22.5Y0
N290
X15.908Y-15.908
N300
X0Y-22.5
N310
X-15.908Y-15.908
N320
X-22.5Y0
N330
X-15.908Y15.908
N340
X0Y22.5
N350
G40G00X33Y35
N360
N370
X33Y35
N380
N390
G01Z-7F200
N400
G41G01X22.5Y25D01F80
铣削圆柱体至7mm
N410
Y0
N420
G02I-22.5J0
N430
N440
G49Z100M09
取消刀具长度补偿
N450
N460
备注
粗铣、半精铣和精铣时使用通一个加工程序,只需调整刀具参数分3次调用相同的程序进行加工即可。
主加工程序
%
程序传输起始符
O1234;
主程序名
G91G28Z0;
主轴回换刀点
T02M06;
换02号刀,ϕ16mm键槽铣刀
G40G49G80;
程序初始化
M03S850;
主轴正转转速850r/min
G90G00G54X0Y0;
第一个方槽,工件坐标系G54
G43H02Z100.0;
Z轴快速定位至100mm
Z5.0;
Z轴快速定位至5mm
M98P4321L2D02;
加工第一个方槽
G90G00G55X0Y0;
第二个方槽,工件坐标系G55
加工第二个方槽
G90G00G56X0Y0;
第三个方槽,工件坐标系G56
加工第三个方槽
G90G00G57X0Y0;
第四个方槽,工件坐标系G57
加工第四个方槽
G90G00Z150.0;
刀具快速抬到150mm高
M05;
主轴停转
M30;
程序结束并返回程序开头
程序传输结束符
子加工程序
加工程序
程序说明
O4321;
子程序名
G90Z0
刀具进刀至0平面
G91G01Z-5.0F100;
刀具进刀至-5mm,进给速度100mm/min
G41G01X-5.0Y10.0F100;
直线切削左刀补
G03X-15.0Y0R10.0;
逆时针圆弧切削
G01Y-5.0;
直线切削
G03X-5.0Y-15.0R10.0;
G01X5.0;
G03X15.0Y-5.0R10.0;
G01Y5.0;
G03X5.0Y15.0R10.0;
G01X-5.0;
G03X-15.0Y5.0R10.0;
G01Y0;
G03X-5.0Y-10.0R10.0;
G40G01X0Y0;
直线切削取消刀具半径补偿
G00G90Z5.0;
快速抬到5mm高
M99;
子程调用结束并返回主程序
精加工的主程序
M98P4321D03;
配合件的加工
图2-44 外形加工图2-45 槽加工
1—退刀路线 2—工件 3—刀具路径1—退刀路线 2—进刀路线 3—工件
4—G54坐标 5—进刀路线4—G54坐标 5—刀具路径 6—刀具
“L”形凸件主加工程序
O10;
N1010T01;
换01号刀,中心钻
N1020M98P1;
调用1号子程序
N1040T02;
换02号刀,ϕ7.8mm麻花钻
N1050M98P2;
调用2号子程序
N1070T03;
换03号刀,ϕ8.0mm铰刀
N1080M98P3;
调用3号子程序
N1100T04;
换04号刀,ϕ12.0mm铣刀
N1100M98P4;
调用4号子程序
N1120T05;
换05号刀,ϕ8.0mm铣刀
N1130M98P5;
调用5号子程序
N1150M30;
“L”形凸件子加工程序
O01;
(ϕ3中心钻钻凹坑子程序)
子程
 升级会员
升级会员 