轧钢厂上料区设备操作、维护、检修规程Word文件下载.docx
《轧钢厂上料区设备操作、维护、检修规程Word文件下载.docx》由会员分享,可在线阅读,更多相关《轧钢厂上料区设备操作、维护、检修规程Word文件下载.docx(8页珍藏版)》请在冰豆网上搜索。
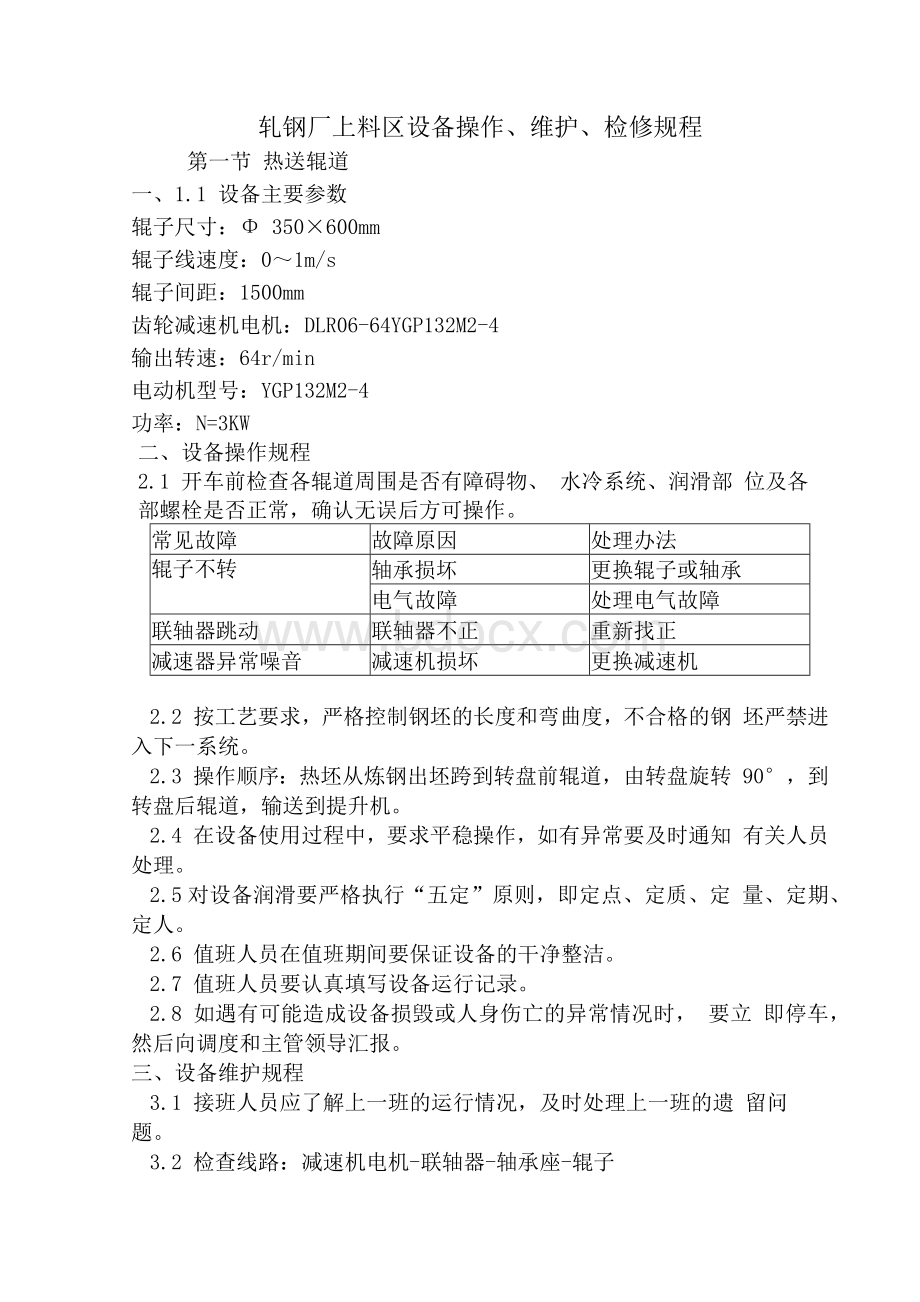
辊子不转
轴承损坏
更换辊子或轴承
电气故障
处理电气故障
联轴器跳动
联轴器不正
重新找正
减速器异常噪音
减速机损坏
更换减速机
2.2按工艺要求,严格控制钢坯的长度和弯曲度,不合格的钢坯严禁进入下一系统。
2.3操作顺序:
热坯从炼钢出坯跨到转盘前辊道,由转盘旋转90°
,到转盘后辊道,输送到提升机。
2.4在设备使用过程中,要求平稳操作,如有异常要及时通知有关人员处理。
2.5对设备润滑要严格执行“五定”原则,即定点、定质、定量、定期、定人。
2.6值班人员在值班期间要保证设备的干净整洁。
2.7值班人员要认真填写设备运行记录。
2.8如遇有可能造成设备损毁或人身伤亡的异常情况时,要立即停车,然后向调度和主管领导汇报。
三、设备维护规程
3.1接班人员应了解上一班的运行情况,及时处理上一班的遗留问题。
3.2检查线路:
减速机电机-联轴器-轴承座-辊子
3.3主要检查内容及要求
检查部件
检查内容
技术要求
负责部门
检查周期
生产
维修
减速电机
运行
平稳、无异常
1次/班
联轴器
连接
齐全、紧固
轴承座及辊子
无变形、灵活
3.4维护人员须按设备点巡检制度的有关规定进行检查,认真填写设备维护记录。
3.5发现设备问题能处理的及时处理,不能处理的及时逐级通知组长、部长、厂长,与有关部门协商解决。
四、设备检修规程
4.1检修周期及主要内容
小修:
每周一次,时间4~6小时。
内容:
检查轴承及辊磨损情况,更换加油。
中修:
半年一次,时间1~2天。
各部检查,更换损坏、老化件。
大修:
三年一次,时间2~3天。
.
各部拆检,更换损坏件。
4.2检修完毕后,要保证活完场净,设备干净整齐,并认真填写检修记录。
4.3检修技术规范。
4.3.1电机减速机输出轴中心应与辊子中心的同轴度在0.2mm之内。
4.3.2辊子装配时,应先核对轴承、油封型号;
4.3.3安装轴承时,应测量安装轴的轴径,测量轴承座内孔尺寸。
五、安全注意事项:
5.1检修人员检修前必须执行安全确认制,检修时要严格执行安全联保制度。
5.2非岗位人员不得操作本设备,任何人不得随意拆掉或放宽安全保护装置。
5.3点检、维修人员巡检时,随时注意钢坯的运行情况,并与操作人员搞好确认,严格执行摘挂牌制度。
5.4排除故障时,应切断电源,并挂上检查标志。
5.5严禁跨越辊道。
第二节坯料旋转台架
一、设备主要技术参数
旋转机构
电动机:
型号YVP160M-4 功率:
11KW额定输出转速1440r/min
减速机:
型号TDCD350-188-110b(2台)
传动比:
188
旋转角度:
90°
回转时间:
25s
辊道
辊子直径:
Φ300mm
辊身长度:
辊子速度:
1m/s
1060mm
辊道用减速机:
DlR06-68(20台)
YVPl60M-4功率11KW
额定转速1440r/min
2.l严格遵守工作牌制度,各班应设专职操作人员,并要了解设备的技术性能,其他人员严禁操作。
2.2开车前检查转盘及辊道周围有无障碍物,空载试车后方可投入运行。
2.3开车前先空转几次,检查旋转是否到位,制动器、接近开关、缓冲器动作是否正常,辊子、滚轮转动是否灵活,滚轮与滚道(弧形板)是否紧密接触,确认无异常后方可正常作业。
2.4使用中经常检查运行辊道,因故障而使钢坯不能前进时,辊道应立即停转,以免人为地磨损辊子,辊道上的热钢坯应及时吊走。
2.5操作顺序:
转盘先到转盘前辊道接钢,再旋转90度,移送钢坯到转盘后辊道。
2.6辊道在接钢时,转盘一定要处于制动状态,转盘旋转时,制动器一定要处于非制动状态。
2.7在使用中定期检查辊道内间隙处氧化铁皮等异物的堆集情况,要定期清除,严防由此而产生对辊道运行的干扰。
2.8对设备润滑要严格执行“五定”原则,即定点、定质、定量、定期、定人。
2.9值班人员在值班期间要保证设备的干净整洁,要认真填写设备运行记录。
2.10如遇有可能造成设备损毁或人身伤亡的异常情况时,要
3.3.1检查路线
辊道:
电动机-减速机-辊子-链条-辊子链张紧装置
旋转机构:
电机-联轴器-减速机-制动器-接近开关-缓冲器-滚轮
-转轴-齿轮齿板。
3.3.2主要检查内容
3.3.2.1各处螺栓紧固情况
3.3.2.2各处轴承温度≤60℃
3.3.2.3转盘、各辊子运转是否灵活,有无杂音及运转过程中有无跳动或摆动现象。
3.3.2.4链条有无断裂,磨损是否严重。
2.2.2.5滚轮转动是否灵活,滚轮与滚道(弧形板)是否紧密接触,若有间隙调整滑座螺栓处理。
.
3.3.2.6辊子、滚轮、转轴、辊子链张紧装置、齿轮齿板等润滑情况。
3.3.2.7辊子、滚轮、齿轮齿板的磨损情况。
3.3.2.8减速机是否缺油,油位油质是否正常,有无渗漏油现象。
3.3.2.9制动器闸瓦磨损情况,保持闸瓦和制动轮间合适的间隙。
3.3.2.10设备在运行中如发生异常,应及时处理,不得未经处理而连续带病作业。
3.3.2.11设备经常保持洁净。
3.3.2.12发现设备问题能处理的及时处理,不能处理的及时逐级通知组长、部长、厂长,与有关部门协商解决。
4.1检修周期及主要内容
各部检查,调整;
加换油;
更换损坏件。
半年一次,时间l~2天。
三年一次,时间2—3天。
各部拆检,更换损坏件
4.3技术规范。
4.3.1辊子中心与辊道架中心的误差在5mm内
4.3.2调整转盘下支撑滚轮高度,使8个支撑滚轮踏面在同一平面内并均匀与滚道(弧形板)接触。
’
4.3.3安装轴承时,应测量轴承座内孔尺寸和安装轴的轴径,确定相差不过1mm后才能安装。
4.3.4安装后,试车不应有转动不灵活和异帚噪音现象,接近开关应定为准确可靠。
五、安全注意事项
5.1非岗位人员不得操作本设备,任何人不得随意拆掉或放宽安全保护装置。
5.2排除故障或清扫设备时,应切断电源,并挂上检查标志。
点检、维修人员巡检时,随时注意钢坯的运行情况,并与操作人员搞好确认,严格执行摘挂牌制度。
5.3严禁跨越辊道。
5.4旋转时要站在安全可靠位置。
5.5检修人员检修前必须执行安全确认制,检修时要严格执行安全联保制度。
维护及检修设备时,检修人员要与生产人员密切配合,严格执行摘挂牌制度。
第三节坯料提升机
钢坯规格
150×
12000
提升速度
V=300mm/s
电动机
YTR2250M2-6,45KW
减速机
NCD500-125IS-GB,i=134.9
链轮节圆直径
653.281mm
链条节距
250mm
逆止器
NJ(NYD)160
2.1严格遵守工作牌制度,各班应设专职操作人员,并要了解设备的技术性能,其他人员严禁操作。
值班人员在值班期间要保证设备的干净整洁,要认真填写设备运行记录。
2.2运行前检查提升机周围有无障碍物。
2.3运行前先空试车,确认无异常后方可正常作业。
2.4每次操作只允许一根钢坯计入提升机。
提升机接到转盘后辊道运送的钢坯,再通过提升钩提升到5米平台上的台架上。
2.6提升钩在同一位置的接钢面应在同一平面上。
2.7提升机上严禁放入双层以上钢坯,提升钩上的钢坯不得有歪斜现象。
2.9如遇有可能造成设备损毁或人身伤亡的异常情况时,要立即停车,然后向调度和主管领导汇报。
3.1严格遵守交、接班制度
3.2按制度对设备进行点检和巡检。
设备维护完后要认真填写设备维护记录。
3.2.1检查路线
电动机-联轴器-制动器-减速机-联轴器-轴承座-接近开关-链条-链条张紧装置-滑轨
3.2.2主要检查内容
3.2.2.1检查电机是否振动,有无噪音,地脚螺栓紧固情况。
3.2.2.2电机轴承温度是否小于60℃
3.2.2.3检查减速机运转情况,有无噪音,地脚螺栓是否紧固,减速机油位是否在规定高度(设备上有标准刻度线),各部轴承温度不超过60℃
3.2.2.4检查各部传动接手、联轴器运转是否正常,启动前检查连接螺栓是否是松动。
3.2.2.5制动器预紧弹簧调整要适中,检查闸轮与闸皮(瓦块)的磨损情况,如发现闸轮、闸皮(瓦块)磨损严重而导致制动效果不佳时,应立即更换。
3.2.2.6检查链条有无断裂,磨损是否严重,如磨损严重应立即更换。
3.2.2.7检查链轮和链条的磨损情况。
3.2.2.8检查链轮、张紧轮的轴承温度是否小于60℃,并按润滑要求定期补充润滑油。
3.2.2.9检查接近开关是否灵敏。
3.2.2.10检查提升构、滑轨的磨损情况。
3.2.2.11设备在运转中如发生异常,应及时处理,不得未经处理而;
连续带病作业。
不能处理的及时逐级通知组长、部长、厂长,与有关部门协商解决。
3.2.2.12保证设备清洁。
四、设备检修规程。
每周一次,时间4-6个小时。
中修:
半年一次,更换损坏1-2天。
内容:
三年一次,时间2-3天。
内容:
4.2检修完毕后,要保证活玩场净,设备安静整齐,并认真填写检修记录。
4.3技术规程
4.3.1链条工作温度约400℃,要求链条极限拉伸载荷315kN
4.3.2提升机的5条链条在安装时需保证链条的连接板在同一平面上。
4.3.3张紧轮在装配之后要运转自如。
4.3.4张紧轮架体眼开口槽上下运动时应灵活自如,无卡壳现象。
4.3.5提升装置,向上调整量为100mm,向下调整量为100mm,向下调整时,调整螺栓可加适当垫块。
4.3.6滑块与提升机钢架为法兰连接,须待传动轴安装完毕后最后连接。
4.3.7本设备安装施工应按YBJ201-83/YBJ202-8《冶金机械设备安装工程及验收范围》执行。
4.3.8装配应按YB/T036.18-92《冶金机械制造通用件装配》标准执行。
5.1检修人员检修前必须执行安全确认制,检修时要严格执行安全联保制度。
维护及检修设备时,检修人员要与生产人员密切配合,严格执行
 升级会员
升级会员 