核电站主管道焊接质量控制Word文档下载推荐.docx
《核电站主管道焊接质量控制Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《核电站主管道焊接质量控制Word文档下载推荐.docx(19页珍藏版)》请在冰豆网上搜索。
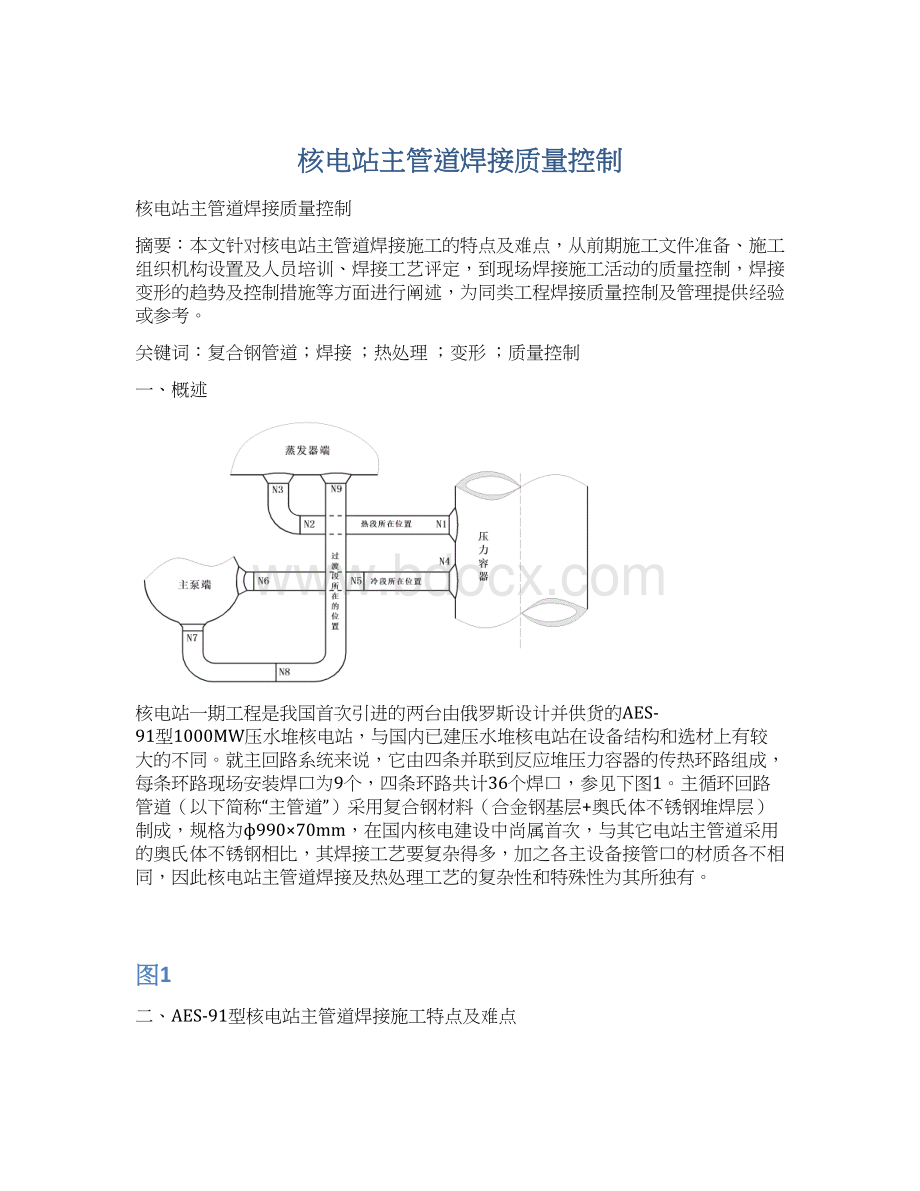
图1
二、AES-91型核电站主管道焊接施工特点及难点
(一)、结构材料
根据焊接接头基层材料的不同,核电站主管道安装焊口可分为三种不同的焊接接头形式:
一种是压力容器接管与主管道之间的焊接接头(图1中焊缝编号N1、N4,简称“Ⅰ型”),一种是蒸汽发生器集流管与主管道、主管道与主管道之间的焊接接头(图1中焊缝编号N3、N9、N2、N5、N8,简称“Ⅱ型”),另一种是主泵接管与主管道之间的焊接接头(图中焊缝编号N6、N7,简称“Ⅲ型”)。
各类型焊接接头基层材质为:
Ⅰ型:
压力容器接管为15Х2НМФА(15Cr2NiMoVA),主管道10ГН2МФА(10MnNi2MoVA);
Ⅱ型:
蒸汽发生器集流管及主管道均为10ГН2МФА(10MnNi2MoVA);
Ⅲ型:
主泵接管为06Х12Н3Д(06Cr12Ni3Cu),主管道侧为10ГН2МФА预堆边(堆焊坡口ЦЛ-51焊条)。
除主泵接管材料为单一材质外,其它均为复合钢材料,即在基层材料内表面堆焊有奥氏体不锈钢复层04X20H10Г2Б(04Cr20Ni10Mn2Nb),复层厚度约为4-6mm。
各种接管材料形式参见图2~4。
(二)、坡口型式
主管道焊接接头的三种坡口型式参见下图2、3、4。
图2压力容器接管与主管道之间焊接接头的坡口型式示意图
图3主管道(蒸发器集流管)与主管道之间焊接接头的坡口型式示意图
图4主泵壳体接管与主管道之间焊接接头的坡口型式示意图
(三)、施工难点
1)焊接结构及工艺复杂,施工难度大,过程控制严格。
从材质上分,主管道可分为三种不同型式的焊接接头。
三种焊接接头由基层焊缝和复合层焊缝两大部分组成,基层焊缝又可分为根部焊缝及填充层焊缝,复合层焊缝又可分为过渡层和复层焊缝,各层焊缝使用的焊接材料和焊接方法不同;
2)主管道焊接坡口为窄坡口型式,需采用多层多道焊接,焊接施工时,需先从管道外侧焊接基层钢焊缝,之后再从管道内侧堆焊复合层(过渡层+保护层)焊缝;
3)主管道热处理工艺复杂,热处理工艺对焊接质量有着至关重要的影响。
不同型式焊接接头的热处理工艺各不相同,选用的热处理设备及工装也各不相同,尤其中频感应加热成套热处理设备在我公司尚属首次使用,操作难度较大;
4)主管道具有大直径、大厚度、大拘束度的特点,因此保证对口精度控制焊接变形减少接头应力显得尤为重要。
由于主设备位置相对固定,对中精度要求高,对主管道的测量和组对要求精度很高,尤其是调整管段的测量和加工;
5)配合焊接过程的无损检验工序多、要求高,检验工艺复杂,需要解决好无损检验和焊接施工的交叉配合问题,合理安排无损检验的流程,才能确保合理工期的完成。
三、前期准备
(一)、施工组织机构设置
由于主管道安装、焊接、热处理施工的特殊性和复杂性,早在主管道施工准备的初期就抽调了多名富有经验的施工人员组成了主管道施工准备工作组。
在工艺评定和焊工考试阶段,成立了专门的工艺试验领导小组和实施组织。
在现场实施阶段更是成立了以项目部工程经理直接领导的现场实施组织机构。
主管道施工由项目主管负责现场统一指挥、协调;
技术组负责焊接技术准备、施工方案的编制,及施工期间技术问题的处理;
质量检查组负责焊接实施过程跟踪检查,质量控制点的见证和放行;
施工班组负责主回路管道安装焊接的具体实施工作。
(二)、培训
1、主管道施工人员的上岗培训
为确保施工质量,根据俄罗斯相关标准,技术规范,组织编制了“主管道培训教材”,对所有参与主管道施工人员进行培训、考核,并进行实际操作技能考评,取得“合格证”后方可上岗工作。
2、焊工及热处理操作人员的培训考核
优秀的焊工是获得优质焊接接头的前提条件之一,主管道焊接接头作为整个核电站最重要的焊接接头之一,对焊工的技能素质要求也最高,因此焊工的培训考核严格执行考核标准。
针对核电站主管道焊接工艺特点,制定了详细的焊工考核办法。
首先对项目部范围内挑选出来的30几名焊工采用国内相近材料进行培训练习,通过严格的选拔考试再挑选出26名优秀焊工;
最后对这26名焊工进行正式的实际操作技能考试,正式考试亦采用与主管道同材质同规格的试件材料,通过考试使焊工对主管道焊接工艺及实施工序有了更深地理解和掌握。
焊工的理论学习培训和考试穿插在实际技能培训之中进行,只有理论考试合格后方可参加实际技能考试。
通过严格的考核选拔使参与主管道焊接施工的每一名焊工都具备了高水平的操作技能,为严格执行焊接工艺打下良好的基础。
最终获得合格焊接资格的主管道焊工共计24名。
对于热处理操作人员,根据《热处理操作人员资格评定程序》的要求,对符合基本条件(有电气基础或在热处理方面有相关经历)的人员按照“主管道热处理理论培训教材”的内容进行培训、考核,并对实际操作技能进行考评,合格人员签发“热处理操作人员资格证”。
只有取得“资格证”并在有效期内的有关人员才能上岗进行操作。
(三)、施工技术文件准备
为保证焊接质量,使焊接工作的每一个环节都得到有效的控制,做到有章可寻,有据可查,针对核电站主管道的施工特点,在施工前期根据俄方提供的标准和技术文件组织编制了《主管道焊接工艺评定》、《主管道焊工考核》、《热处理操作人员资格评定程序》、《主管道安装工作程序》、《主管道焊接工作程序》、《主管道热处理工作程序》、《主管道无损检验程序》、《主管道焊接数据包》、《热处理设备维护及保养制度》、《主管道热处理施工作业指导书》等施工管理程序、工作程序及作业指导书,编制了专门施工质量计划,为主管道安装施工的顺利开工创造了条件。
(四)、焊材控制
焊接材料是主管道质量控制的重点之一。
主管道焊接材料种类、规格较多,每道焊口就需要使用4种不同型号的焊材。
主管道使用焊材见下表:
主管道焊材表:
1
Св-08Г2С
碳钢焊丝(俄)
4
ЭА-898/21Б
不锈钢焊条(俄)
2
ПТ-30
碳钢焊条(俄)
5
Св-01Х12Н2-ВИ
不锈钢焊丝(俄)
3
ЦЛ-25/1
异种钢焊条(俄)
6
ЦЛ-51
每批焊材到场后,除查验焊材出厂质量证明文件,检查焊材外观,还根据技术说明书要求,对每批焊材进行复验。
为保证焊接材料的保管、贮存、烘干、领用及回收等各项工作处于严格受控状态,成立了专门的主管道焊材烘干室,编制了主管道烘干室焊材管理程序,烘干人员严格按照程序进行工作,各环节均有工程技术人员及检查人员签字确认,保证了焊材的准确使用。
由于俄方的焊条是首次使用,其操作性能差,药皮薄,磁偏吹现象严重,易出现气孔、夹渣等缺陷。
在焊材复验过程中,通过观察分析讨论,改进了焊工的操作手法,以适应俄供焊条特性,焊工基本掌握了焊条的操作性能,保证了主管道的焊缝质量。
(五)、焊接工艺评定
由于主回路管道焊接接头形式多样,每种接头焊接和热处理工艺各不相同,需对每种接头进行工艺评定,以确定有效的复合钢主回路管道焊接参数和热处理规范。
鉴于核电站主管道焊接接头的特殊性,工艺评定采用与现场焊口一一对应的同材质同规格的实际材料试验件,焊接工艺评定项目不仅考虑了三种焊接接头形式,而且还考虑了不同的焊接位置,最大程度地符合现场焊口的实际条件,因为属国内首次遇到的较为特殊的复合钢管道焊接工程,为了进一步了解其焊接特性,在焊接工艺评定的基础上,完成对焊接变形量及焊缝收缩量的测定积累经验数据,为安装焊口的组对和焊接施工打下基础。
主管道焊接工艺及热处理工艺见表1.
主管道焊接工艺及热处理工艺一览表表1:
接头
形式
焊层
焊接材料
焊接
电流
A
热处理工艺
焊接位置
预热及层间温度℃
后热
℃×
h
中间
回火
焊后
热处理
h
牌号
规格
主管道与
压力
容器
基层
根部
φ1.6/φ2.0
90~140
/
620~660
×
7
5G1T
填充
φ3.0
80~140
150~250
φ4.0
90~180
过渡层
70~130
80~150
复层
ЭА-898/21Б
主管道
12
6~6.5
120~250
φ4.0
主泵壳体接管
Св-01Х12Н2-ВИ
610~630
4.5~5
625~650
8
ЦЛ-51
70~140
90~170
φ3.0
蒸发器集流管
2GT
4.5-5
 升级会员
升级会员 