无心磨加工知识.docx
《无心磨加工知识.docx》由会员分享,可在线阅读,更多相关《无心磨加工知识.docx(13页珍藏版)》请在冰豆网上搜索。
无心磨加工知识
无心磨加工基本知识
双面的磨
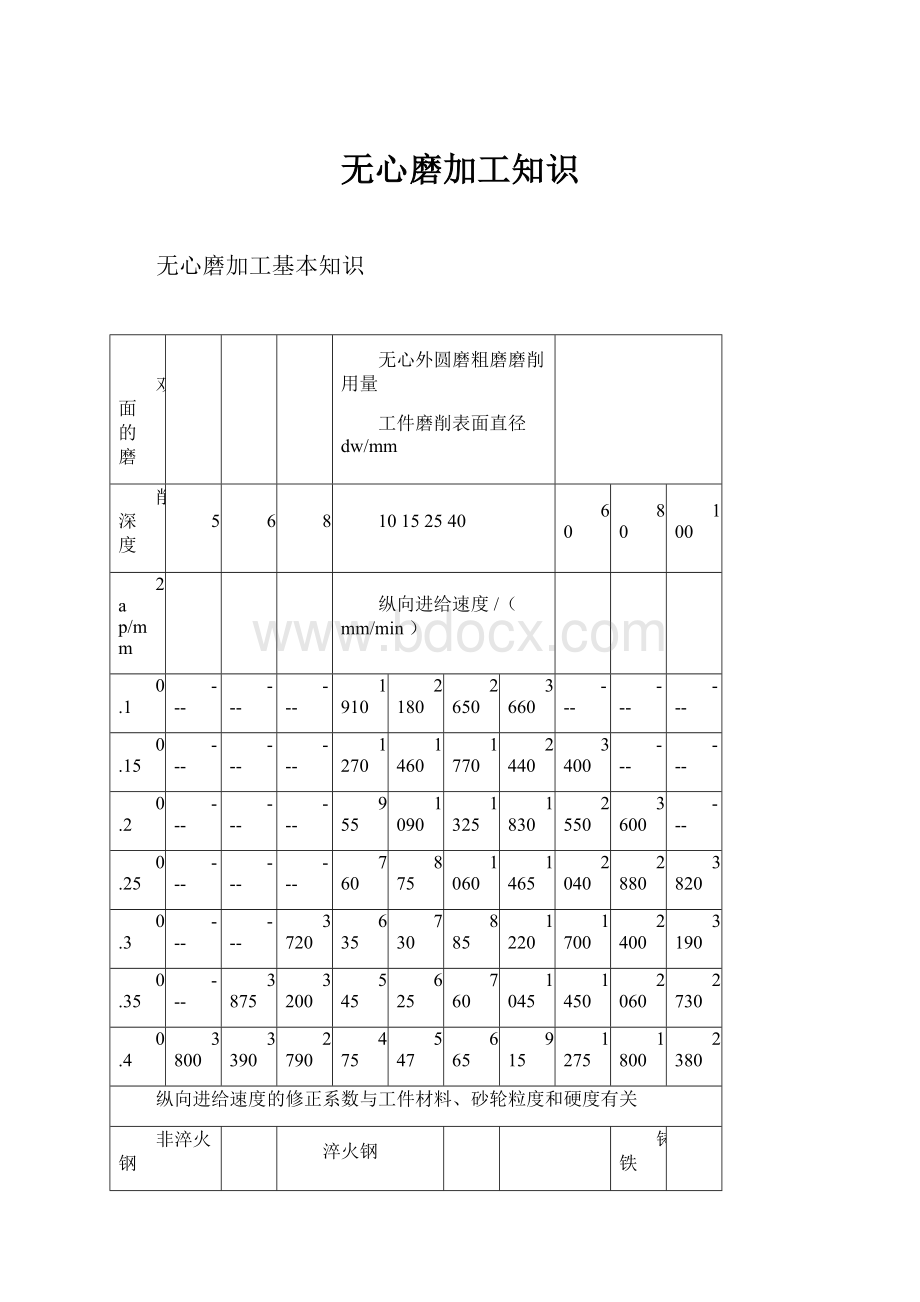
无心外圆磨粗磨磨削用量
工件磨削表面直径dw/mm
削深度
5
6
8
10152540
60
80
100
2ap/mm
纵向进给速度/(mm/min)
0.1
---
---
---
1910
2180
2650
3660
---
---
---
0.15
---
---
---
1270
1460
1770
2440
3400
---
---
0.2
---
---
---
955
1090
1325
1830
2550
3600
---
0.25
---
---
---
760
875
1060
1465
2040
2880
3820
0.3
---
---
3720
635
730
885
1220
1700
2400
3190
0.35
---
3875
3200
545
625
760
1045
1450
2060
2730
0.4
3800
3390
2790
475
547
665
915
1275
1800
2380
纵向进给速度的修正系数与工件材料、砂轮粒度和硬度有关
非淬火钢
淬火钢
铸铁
砂轮粒度与
系数
砂轮粒度与
系数
砂轮粒度与
系数
硬度
硬度
硬度
46M
1.0
46K
1.06
46L
1.3
46P
0.85
46H
0.87
60L
0.9
60L
0.75
46Q
0.82
60H
0.68
与砂轮尺寸及耐用度有关
耐用度T/s
砂轮宽度bs/mm
150
250
400
540
1.25
1.56
2.0
900
1.0
1.25
1.6
1500
0.8
1.0
1.44
2400
0.63
0.8
1.0
注:
实验条件为
1、纵向进给速度建议不大于400mm/min
2、导轮倾斜角为3o-5o
3、表内磨削用量能得到加工表面粗糙度Ra1.6um
无心外圆磨精磨磨削用量
精磨行程次数N及纵向进给速度vf/(mm/min)
精度等级
IT5
工件磨削直径dw/mm
510152030406080100
N
vf
N
vf
N
vf
N
vf
N
vf
N
vf
N
vf
N
vf
N
vf
3
1800
3
1600
3
1300
3
1100
4
1100
4
1050
5
1050
5
900
5
800
IT6320003200031700315004150041300513005110051000
IT7220002200032000317503145031200412004110041100
IT8220002200021750215003150031500313003120031200
纵向进给速度的修正系数
工件材料
壁厚和直径之比
>0.150.12-0.150.10-0.11
0.08-0.09
淬火钢
10.80.63
0.5
非淬火钢
1.251.00.8
0.63
铸钢
1.61.251.0
0.8
与导轮转速及导轮倾斜角度有关的纵向进给速度
vf
与导轮转速及导轮倾斜角度有关的纵向进给速度
vf
导轮转
速/
1
o
导轮倾斜角
1o30′2o2o30′3o3o30′4o
4o30′5o
(r/s)
纵向进给速度vf/(mm/min)
0.3
300
430
575
720
865
1000
1130
1260
1410
0.38
380
550
730
935
1110
1270
1450
1610
1790
0.48
470
700
930
1165
1400
1600
1830
2030
2260
0.57
550
830
1100
1370
1640
1880
2180
2380
2640
0.65
630
950
1260
1570
1880
2150
2470
2730
3040
0.73
710
1060
1420
1760
2120
2430
2790
3080
3440
0.87
840
1250
1670
2130
2500
2860
3280
3630
4050
纵向进给速度的修正系数
导轮直径
/mm
200250300350400500
修正系数0.670.831.01.171.331.67
注:
1.精磨用量不应大于粗磨用量
2.表内行程次数是按砂轮宽度bs=150-200mm计算的。
当bs=250mm时,行程次数可减少40%;当bs=400mm时,行程次数可减少60%
3.导轮倾斜角磨削IT5级精度时用1o-2o;IT6级精度时用2o-2o40′;IT8级精度时用
2o30′-3o30′
4.精磨进给速度建议不大于2000mm/min
5.磨轮的耐用度等于900s机动时间
6.精磨中最后一次行程的磨削深度;IT5级精度时用0.015-0.02;IT6、IT7级精度时用
0.02-0.03;其余几次都是半精行程,其磨削深度为0.04-0.05mm
无心磨床的试车、调整与操作
1、作机床之前:
首先检查液压箱、润滑箱、减速器等的贮油情况,及水箱的贮水情况。
此外,对各润滑
点还要按各点的润滑要求注润滑油。
然后。
在按机床电气要求开动机床,启动砂轮与导轮时一定要等润滑信号灯亮后才能进行,否则将造成轴瓦因无油抱轴的现象。
2、被磨工件、中心高(H)的选择:
砂轮中心线至托架底面高290mm。
工件安装中心高对磨削后工件的几何形状精度有很大影响,为了提高被磨工件的成圆度,(缩小三棱、五棱的误差)磨削时,一般应将工件的中心高尽可能装置得高些。
但工件
中心抬得过高,就会引起跳动而产生轴向振蚊,因此工件的中心高度要按照实际情况,以不致使工件在磨削时产生跳动为宜,下表可作为选择时的参考:
此外,还可以根据下列公式进行计算:
H=3.14r/360*[(D导轮+D工件)*(D砂轮+D工件)/(D导轮+D砂轮+2D工件)]
注:
D导轮导轮直径(mm)
D砂轮磨削砂轮直径(mm)
D工件工件磨削表面直径(mm)
r工件与导轮和砂轮之间的夹角,按实践经验取6o-8o
3、根据工件中心高,调整导轮修整器金刚到位移量金刚刀位移量一般可用下式计算:
h=H*R/(R+r)注:
h金刚尖位移量
H工件中心高
R导轮半径
r工件半径
较为精细的调整可以按照下式计算:
h=H*[1-r/2(R0+r)]
R0导轮最小断面处的半径
4、调整导轮架倾角和导轮修整器的回转角
4.1、导轮架倾角α按磨削类型及工件质量要求选择。
对于通磨:
粗磨一般为1.5o-2o
粗磨或质量要求不高的制品可选择大一些,对切入磨一般取小于0.5o
机床在通磨时,工件的轴向进给是靠导轮倾斜以后所产生的轴向分力来实现的。
其送进速度V与导轮的倾斜角度α、导轮直径D、导轮转速N等因素有关,一般情况可由下面公式计算:
V=λ*3.14*D导轮*N导轮Sinα式中:
V工件进给速度(m/min)
λ导轮与工件间的打滑系数,一般可取0.97-0.99
D导轮导轮直径
N导轮导轮转速(r/min)
α导轮倾角,即垂直方向扭转的角度。
(根据机械工业出版社《实用机械加工工艺手册》第1215页表11-191无心磨精磨磨削用量注3导轮倾斜角磨削IT5级精度时用1o-2o;IT6级精度时用2o-2o40′;IT8级精度时用2o30′-3o30′,我们生产的活塞销已经要求达到IT3级精度,因此理论上倾角α应该在1o以内)
4.2、导轮修整器回转角α′一般与α角相等或略小,较精细的调整可按下式计算:
α′=α[1-r/2(R0+r)]
5、导轮与砂轮的修整
按上述选择好金刚刀尖位移量及导轮修整器回转角,修整导轮,同时一起修整砂轮。
启动导轮和砂轮前必须先启动油泵,待润滑正常信号灯亮后,再启动导轮和砂轮。
修整导轮时,将调速手把拨到高速位置,并打开喷向导轮的水嘴开关,然后进行修整,
为确保砂轮的切削性能和所需的正确表面,必须及时修整砂轮,精细的修整砂轮对提高粗糙度作用很大,
修整时:
粗修取0.002-0.005;细修取0.002-0.0005
修整往复速度:
粗修取100mm/min,细修取50mm/min,高精度修取15-25mm/min。
6、调整工件的安装高度及导板或滚轮的位置。
移动导轮架变动托板高低,使工件成品尺寸的中心在所要求的工件装置高度上,并注意工件与托板的接触点应不使磨屑嵌塞在工件与托板之间。
否则会影响工件表面质量,工件安装位置确定后即可调节托架两头的导板,靠导轮一边的进口处与出口处的导板,调节的过紧或过松会直接影响工件母线的平直,因此必须加以仔细的调整。
调整时应在导轮低速转动下进行,以免破坏导轮表面,靠砂轮一边的导板只作保护作用,以免零件落入砂轮一边引起事故。
7、试磨零件
对于通磨,如磨削区火花分布不均匀,则可观察实际情况进行导轮的校正修整,如:
锥度大等问,则相应校正托架的导板或与托架的连接等。
火花的调整参考表一
表一
导轮修整参数对磨削区火花分布影响
参数
偏大
偏小
h
砂轮后部(工件进口处)火花偏硬
砂轮前部(工件出口处)火花偏硬
砂轮前部(工件出口处)火花偏软
砂轮后部(工件进口处)火花偏软
α
砂轮中部火花偏软,两端偏硬
砂轮中部火花偏硬,两端偏软
8、当调整与操作不当可能产生的缺陷
调整操作情况可能产生的缺陷备注工件中心高太低棱圆度较差
工件中心高太高工件跳动产生小棱
工件出口火花太硬
易烧伤,圆度光洁度均差,严重时工件表面有螺旋纹及其他缺陷
需进行导轮校正或将导轮架水平回转校正
砂轮传动皮带跳动易产生棱度将皮带拉紧可望好转砂轮已经磨损工件跳动,圆度不良表面粗糙度严重时出现烧伤磨钝时会产生叫声
砂轮振动大
工件表面有小棱,表面质量不佳,严重时工件有跳
动
有时是由于冷却水渗入砂轮内部造成
导轮母线与工件接触不良
产生锥度或工件母线不平直,工件两端有小棱或其它缺陷
需进行导轮的校正修
整
托架—导轮连接处
有偏差
产生锥度,腰鼓形或马鞍形表面不一致
金刚笔磨钝砂轮耐用度降低,工件表面质量下降
9、砂轮的拆卸更换
先将磨架的砂轮罩壳拆下,然后将皮带轮部分的浮动离合器拉出,使主轴上的结合子脱开,这样就可将砂轮连同主轴轴承一起从磨架上取下,装上砂轮拆卸装置,使主轴直立,柴下砂轮夹盘端盖,就可取出砂轮更换之。
如装上新砂轮后需进行静平衡,可拆下砂轮夹盘与主轴的联结螺钉,并松开波纹涨紧螺栓,就可将砂轮连同砂轮夹盘,从主轴上取出,再装上砂轮平衡芯轴进行静平衡,新砂轮经首次修整后,如震动很大,则应再作一次静平衡、或凭经验在机床上进行平衡,有条件的拥护最好用测震动平衡仪进行整机平衡。
11、导轮的拆卸更换
先讲导轮修整器金刚刀杆拧至最上位置,取下挡水板,卸下冷却喷嘴装置,然后松开两压盖的六角紧固螺钉,这样就可将两压盖取下,此后再脱开变速箱与主轴的离合器再将导轮
连主轴轴承一起吊出,以后再用与砂轮同样的方法使主轴直立,再将导轮压盖松开,就可直接取出导轮并更换之。
12、砂轮主轴的调整
将主轴(可带砂轮)搁置在某一架子上,使之不能转动,在主轴或夹盘上安置一磁力表座,将球面支撑螺钉的锁紧螺钉松出,然后用内六角扳手调节球面支撑螺丝的松紧,为了保持主轴在两套筒内不至歪斜,当盘动支撑套筒时(应注意将其端面贴在主轴轴肩上,并注意盘动的方向),百分表的振摆应不大于0.01mm,最好两支撑振摆的方向一致,以使误差最
小。
然后拧紧锁紧螺钉和测量轴承的间隙,当用手上下提动支撑套时,百分表的位置误差值应在0.015-0.02mm之间,并且每一轴瓦的间隙(即轴承的五个方向)应相等,最后再检查
支撑套筒的振摆是否在0.01mm以内。
按上述办法调好的轴承,装在机床上试运转二小时即可正式使用。
13、导轮主轴的调整
导轮主轴的调整方法与砂轮主轴的一样,为保证具有较高的工作精度,导轮轴承的间隙应保证在0.003-0.005以内。
 升级会员
升级会员 