零部件入库检验作业指导书.docx
《零部件入库检验作业指导书.docx》由会员分享,可在线阅读,更多相关《零部件入库检验作业指导书.docx(26页珍藏版)》请在冰豆网上搜索。
零部件入库检验作业指导书
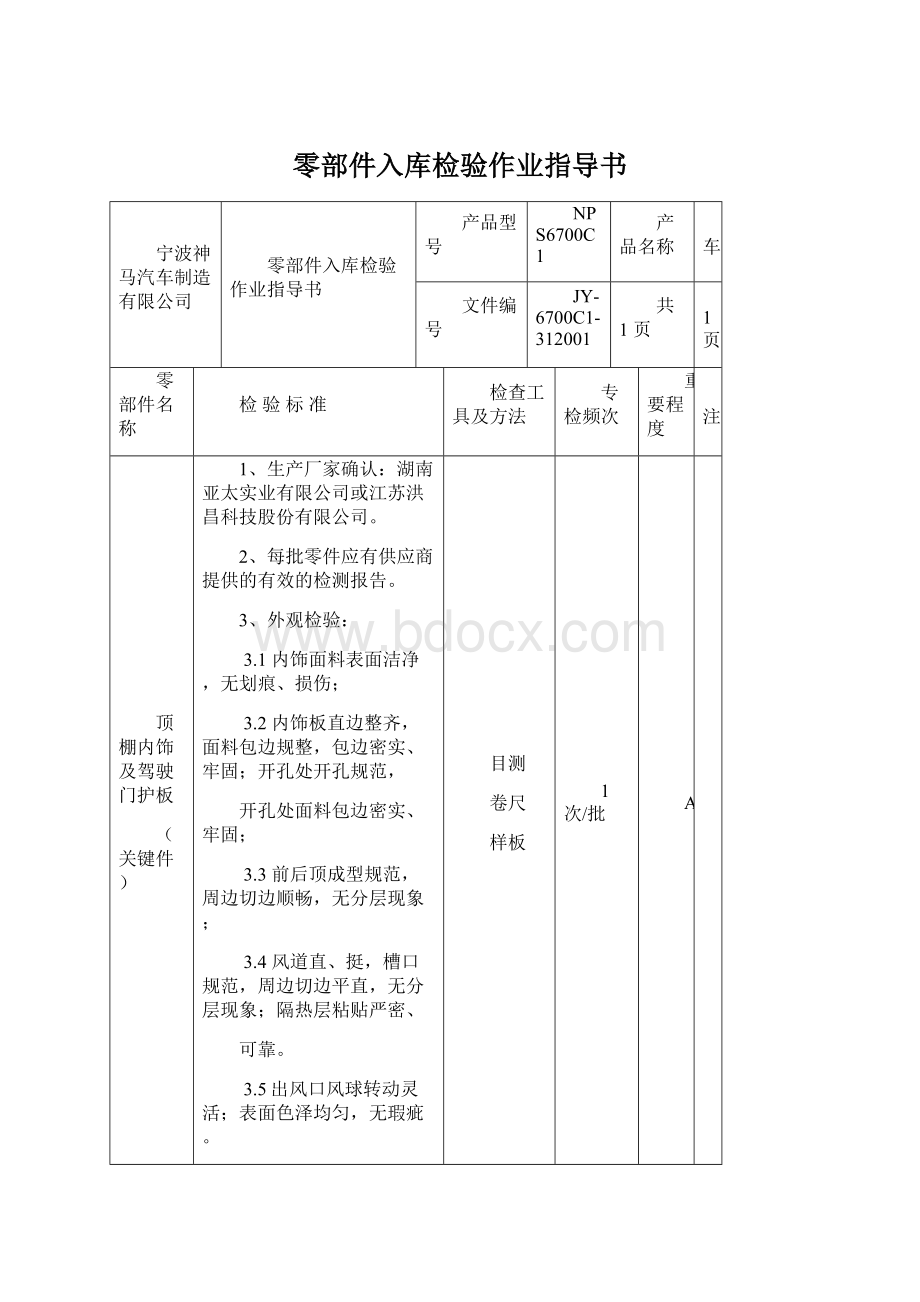
宁波神马汽车制造有限公司
零部件入库检验作业指导书
产品型号
NPS6700C1
产品名称
客车
文件编号
JY-6700C1-312001
共1页
第1页
零部件名称
检验标准
检查工具及方法
专检频次
重要程度
备注
顶棚内饰及驾驶门护板
(关键件)
1、生产厂家确认:
湖南亚太实业有限公司或江苏洪昌科技股份有限公司。
2、每批零件应有供应商提供的有效的检测报告。
3、外观检验:
3.1内饰面料表面洁净,无划痕、损伤;
3.2内饰板直边整齐,面料包边规整,包边密实、牢固;开孔处开孔规范,
开孔处面料包边密实、牢固;
3.3前后顶成型规范,周边切边顺畅,无分层现象;
3.4风道直、挺,槽口规范,周边切边平直,无分层现象;隔热层粘贴严密、
可靠。
3.5出风口风球转动灵活;表面色泽均匀,无瑕疵。
4、尺寸检验:
4.1轮廓尺寸A-5mm。
4.2弧度尺寸与样板不吻合度≤3mm。
目测
卷尺
样板
1次/批
A
前、后风窗玻璃
(关键件)
1、生产厂家确认:
上海福耀玻璃有限公司/常州工业技术有限公司。
2、每批零件应有供应商提供的有效的检测报告。
3、外观检验:
3.1玻璃表面洁净,无划痕、损伤;CCC标识以及各类标示清晰、完整。
3.2外观饱满、流畅,周边圆润、无跳砂等缺陷;
3.3前风窗玻璃为夹胶玻璃3+0.76+3,无气泡现象;
3.4后风窗玻璃为5mm钢化玻璃;
4、尺寸检验:
4.1轮廓尺寸与检具A-2mm。
4.2弧度尺寸与检具不吻合度≤2mm。
目测
卷尺
检具
1次/批
A
更改
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
编制
审批
日期
宁波神马汽车制造有限公司
零部件入库检验作业指导书
产品型号
NPS6700C1
产品名称
客车
文件编号
JY-6700C1-311002
共16页
第1页
工序名称
检验标准
检查工具及方法
专检频次
重要程度
备注
侧窗总成
(关键件)
1、生产厂家确认。
1.1推拉侧窗总成:
泰州市第一铝材厂有限公司/成都华西汽车附件有限公司。
推拉窗玻璃:
泰州市阳光玻璃有限公司/福耀玻璃工业集团股份有限公司/常州工业
技术玻璃有限公司
1.2封闭侧窗的粘接玻璃:
福耀玻璃工业集团股份有限公司/常州工业技术玻璃有限
公司。
2、每批零件应有供应商提供的有效的检测报告。
3、推拉窗外观检验:
3.1玻璃表面洁净,无划痕、损伤;CCC标识以及各类标示清晰、完整。
3.2窗框为黑色喷塑处理或氧化黑色处理,色泽均匀、一致。
窗框表面洁净,表面颗粒
直径≤Φ0.2,颗粒数1米内≤3颗。
窗框规整、饱满,无翘边或变形现象;窗框型
材接缝处接缝密实、牢固可靠;接缝处型材同面,错位误差≤0.5mm。
3.3锁扣与玻璃连接牢固,规整,锁扣琐止运动轻松;锁扣与挂钩配合良好,琐止状态
时,玻璃与窗框絨槽胶条贴合良好。
侧窗琐止、开启可靠、轻松。
3.4玻璃在窗框内滑动自如,无晃动现象。
3.5絨槽胶条规范、舒展,接缝处密实,与型材内表面粘接牢固,有效。
3.6条形排水孔开孔6×30规范;排水孔无遮盖现象。
3.7底边3块5mm厚的橡胶垫块分布规范,与型材底板粘接牢固。
4、封闭侧窗玻璃外观检验:
4.1玻璃洁净,饱满,圆润,无划痕,周边无损伤。
4.2CCC标识以及各类标示清晰、完整。
4.3黑边完整、无透光现象;网点规范、整齐。
5、尺寸检验:
5.1窗框轮廓尺寸A-1mm;对角线误差≤2mm;周边直线度误差≤1mm。
5.2玻璃轮廓尺寸A-1mm;对角线误差≤2mm;周边直线度误差≤1mm。
5.3外表面弧度尺寸与检验样板不贴合间隙≤1mm。
目测
卷尺
样板
直靠板
1次/批
A
更改
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
编制
审批
日期
宁波神马汽车制造有限公司
零部件入库检验作业指导书
产品型号
NPS6700C1
产品名称
客车
文件编号
JY-6700C1-311002
共16页
第2页
工序名称
检验标准
检查工具及方法
专检频次
重要程度
备注
地板革
(关键件)
1、生产厂家确认:
无锡八一塑料有限公司/无锡市新区八一塑料厂。
2、规格、型号:
幅宽2000mm,厚度2.2mm灰色、小方格。
3、每批零件应有供应商提供的有效的检测报告。
4、外观质量:
表面洁净,图案清晰,无划痕、损伤、折痕等缺陷。
5、尺寸检验:
幅宽2000±3mm;厚度2.2-0.1mm。
目测
卷尺
游标卡尺
1次/批
A
后视镜
(关键件)
1、生产厂家确认:
丹阳东港灯具有限公司。
2、规格、型号:
DG2001。
3、每批后视镜入库应有供应商提供的有效的检测报告。
4、外观检验:
4.1CCC标识完整、清晰。
4.2表面洁净、弧面饱满、圆润、规范。
4.3镜片大小:
长×高=253±2×160±2。
4.4镜面塑料底座黑色匀称,镜面与镜座连接可靠。
4.5镜杆黑色喷塑,色泽一致,无划伤。
4.6连接底座与橡胶垫配合良好。
5、功能检验:
5.1镜杆角度调节自如,琐止可靠。
5.2镜片角度调节自如,琐止可靠。
目测
卷尺
1次/批
A
门锁
(关键件)
1、生产厂家确认:
浙江中特力制锁有限公司。
2、规格、型号:
107C、121-1C、157E、161、163。
3、每批零件应有供应商提供的有效的检测报告。
4、外观检验:
表面镀铬完整、均匀,表面光亮无瑕疵。
5、功能检验:
琐舌伸、缩可靠,锁体运动件、琐止件运动正常,琐止可靠。
目测
启子
1次/批
A
更改
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
编制
审批
日期
宁波神马汽车制造有限公司
零部件入库检验作业指导书
产品型号
NPS6700C1
产品名称
客车
文件编号
JY-6700C1-311002
共16页
第3页
工序名称
检验标准
检查工具及方法
专检频次
重要程度
备注
安全带
(关键件)
1、生产厂家确认:
浙江赛凯车业有限公司。
2、规格、型号:
驾驶员安全带(三点式)LSQA-1其他乘员安全带(两点式)LSQD。
3、每批安全带入库应有供应商提供的有效的检测报告。
4、外观检验:
4.1CCC标示完整、牢固。
4.2安全带颜色为黑色或灰色。
4.3安全带壳体完好,圆润、饱满,色泽均匀。
4.4连接支架镀锌规范;连接螺栓M12×1.5及琐止垫片齐全。
5、功能检验
5.1驾驶员安全带在缓慢拉动时流畅,回缩自如;快速拉动下,安全带卡止可靠。
5.2安全带与安全带底座接插轻松,卡止可靠,解除接插轻松。
目测
牙规
1次/件
A
座椅
(关键件)
1、生产厂家确认:
江苏友邦精工实业有限公司。
2、规格、型号:
驾驶员座椅YB-JS-05其他乘员座椅YB-KP-05C、YB-KH-066。
3、每批座椅入库应有供应商提供的有效的检测报告。
4、外观检验:
4.1CCC标示完整、牢固。
4.2面料颜色为米黄色,表面洁净、顺畅、拐角自然、整体饱满;无损伤、线头等缺陷。
4.3脚架表面喷塑均匀,色泽一致。
4.4座垫宽度440+5;座垫深度420+5。
5、功能检验
5.1座椅与脚架连接处贴合紧密,角度一致,连接牢固。
5.2靠背调节机构调节有效、可靠。
5.3扶手上、下转动自如,但不晃动,到位后定位可靠。
目测
卷尺
1次/批
A
更改
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
编制
审批
日期
宁波神马汽车制造有限公司
零部件入库检验作业指导书
产品型号
NPS6700C1
产品名称
客车
文件编号
JY-6700C1-311002
共16页
第4页
工序名称
检验标准
检查工具及方法
专检频次
重要程度
备注
天线
(关键件)
1、生产厂家确认:
江西赣南科技电子有限公司/江都天海天线厂。
2、规格、型号:
KQTL-1200/S-200。
3、每批天线入库应有供应商提供的有效的检测报告。
4、外观检验:
4.1表面镀铬均匀、明亮、无变形。
4.2连接座规范、无损伤。
4.3线束完好,线束外罩保护层完好。
4.4线束接插件完好,规范。
5、功能检验:
天线杆伸、缩自如;小杆与上一级大杆间无相对松旷。
目测
1次/件
A
前组合大灯
(关键件)
5、生产厂家确认:
丹阳东港灯具有限公司。
6、规格、型号:
DG2007-7。
7、每批灯具入库应有供应商提供的有效的检测报告。
8、外观检验:
4.1CCC标示完整、清晰。
4.2表面清洁,灯外罩透明、饱满、圆润、规范。
4.3外罩四周与底座粘接密实,密封良好。
4.4连接螺杆丝牙完整,保护良好;螺杆与塑料底座结合部无变形。
4.5线束完好,线束外罩保护层完好。
4.6线束接插件完好,规范。
5、功能检验:
5.1灯泡角度调节可靠。
5.2每批灯具到厂后,在检测线上专用工装台架上抽查验证前照灯的配光性能,
符合GB4599-2007;GB17509-2008。
目测
工装
检测线
1次/件
A
性能验证抽检
更改
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
编制
审批
日期
宁波神马汽车制造有限公司
零部件入库检验作业指导书
产品型号
NPS6700C1
产品名称
客车
文件编号
JY-6700C1-311002
共16页
第5页
工序名称
检验标准
检查工具及方法
专检频次
重要程度
备注
前雾灯
(关键件)
1、生产厂家确认:
丹阳东港灯具有限公司。
2、规格、型号:
DG1021。
3、每批灯具入库应有供应商提供的有效的检测报告。
4、外观检验:
4.1CCC标示完整
 升级会员
升级会员 