形位公差标注.docx
《形位公差标注.docx》由会员分享,可在线阅读,更多相关《形位公差标注.docx(23页珍藏版)》请在冰豆网上搜索。
形位公差标注
任务一
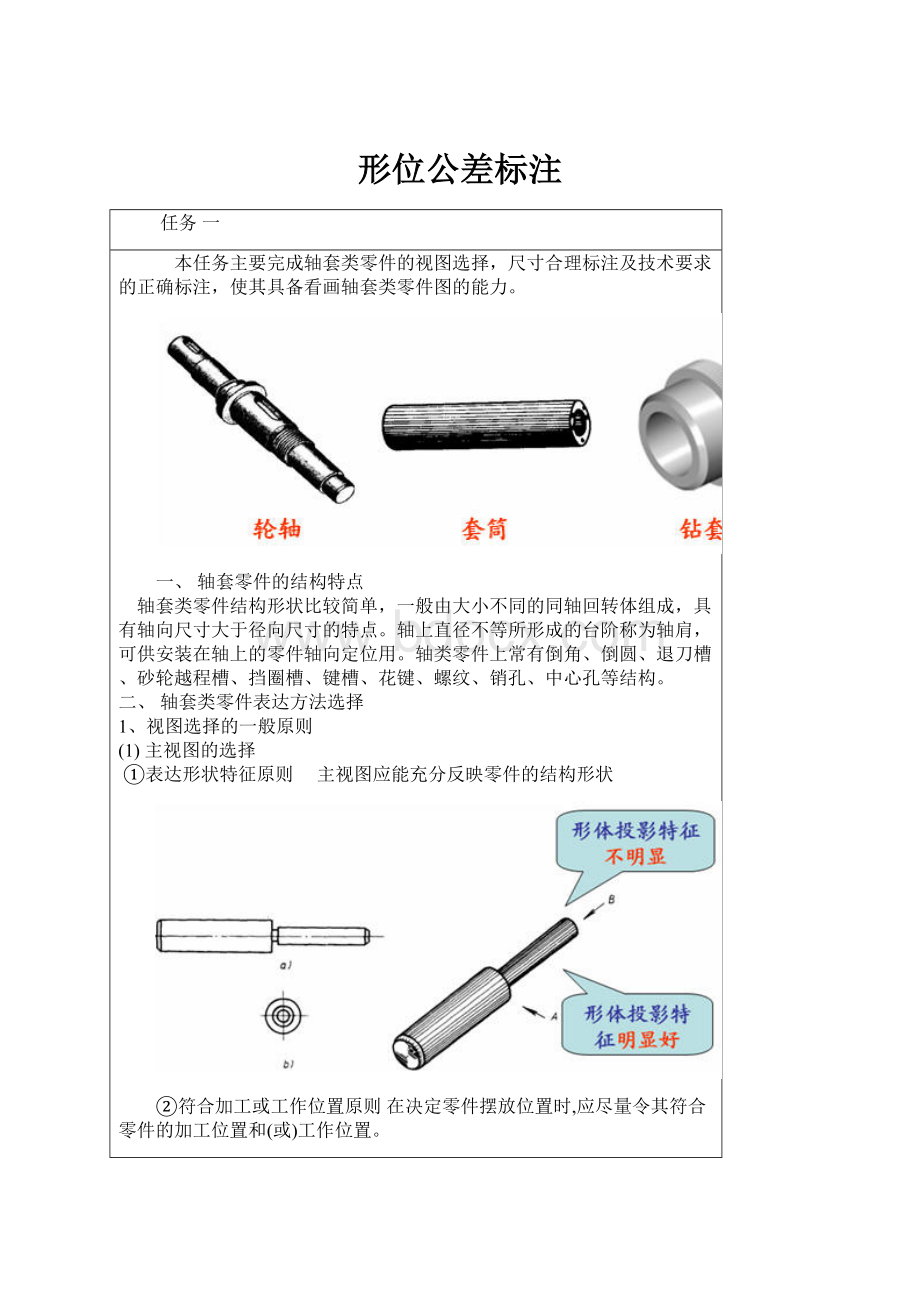
本任务主要完成轴套类零件的视图选择,尺寸合理标注及技术要求的正确标注,使其具备看画轴套类零件图的能力。
一、轴套零件的结构特点
轴套类零件结构形状比较简单,一般由大小不同的同轴回转体组成,具有轴向尺寸大于径向尺寸的特点。
轴上直径不等所形成的台阶称为轴肩,可供安装在轴上的零件轴向定位用。
轴类零件上常有倒角、倒圆、退刀槽、砂轮越程槽、挡圈槽、键槽、花键、螺纹、销孔、中心孔等结构。
二、轴套类零件表达方法选择
1、视图选择的一般原则
(1)主视图的选择
①表达形状特征原则 主视图应能充分反映零件的结构形状
②符合加工或工作位置原则在决定零件摆放位置时,应尽量令其符合零件的加工位置和(或)工作位置。
(2)其他视图的选择
一个零件,主视图中没有表达清楚的部分,必须选择其他视图,包括视图、剖视图、断面图、局部放大图和简化画法等。
在保证充分表达零件结构形状的前提下,尽可能使零件的视图数目为最少。
应使每一个视图都有其表达的重点内容,具有独立存在的意义。
其他视图的选择原则:
①所选择的表达方法要恰当,每个视图都有明确的表达目的。
②所选视图的数量要恰当。
在保证完整、清晰地表达零件的内、外结构形状的前提下,尽量减少图形个数,以便于看图和画图。
③对于表达同一内容的视图,应拟出几种表达方法进行比较,以确定一种较好的表达方案。
2、轴套类零件常用的表达方法
(1)主视图的选择
一般按加工位置将轴线水平安放来画主视图。
通常将轴的大头朝左,小头朝右;轴上键槽、孔可朝前或朝上,表示其形状和位置明显。
形状简单且较长的零件可采用折断画法;实心轴上个别部分的内部结构形状,可用局部剖视兼顾表达;空心套可用剖视图表达;轴端中心孔不作剖视,用规定标准代号表示。
(2)其他视图的选择
由于轴套类零件的主要结构形状是同轴回转体,在主视图上注出相应的直径符号“Φ”,即可表示清楚形体特征,故一般不必再选其他基本视图(结构复杂的轴例外)。
基本视图尚未表达完整清楚的局部结构形状(如键槽、退刀槽、孔等),可另用断面图、局部视图和局部放大图等补充表达,这样,既清晰又便于标注尺寸。
实例分析:
主视图的选择:
轴的基本形体是由直径不同的圆柱体组成。
用垂直于轴线的方向作为主视图的投射方向,这样既可把各段圆柱的相对位置和形状大小表示清楚,并且也能反映出轴肩、退刀槽、倒角、圆角等结构。
为了符合轴在车削或磨削时的加工位置,将轴线水平横放,并把直径较小的一端放在右面,键槽转向正前方,主视图即能反映平键的键槽形状和位置。
如果轴上开有半圆键键槽,则通常将此键槽朝上,并用局部剖视表示键槽的形状。
其他视图的选择:
轴的各段圆柱,在主视图上标注直径尺寸后已能表达清楚,为了表示键槽的深度,分别采用移出断面,如下图所示。
至此蜗轮轴的全部结构形状已表达清楚。
蜗轮轴的视图选择
三、轴套类零件的尺寸标注
1、零件图中的尺寸标注
零件图中标注的尺寸是加工和检验零件的重要依据。
标注尺寸要正确、完整、清晰、合理。
所谓合理,就是即要满足设计要求又要符合加工测量等工艺要求。
(1)尺寸基准
尺寸基准是指图样中标注尺寸的起点。
尺寸基准分类
实例分析:
(2)零件的重要尺寸要从主要尺寸基准直接注出
同一个零件,尺寸注法不同,最后加工出来的零件尺寸就会有不同的结果。
①链状式:
零件同一方向的几个尺寸依次首尾相连。
链状式可保证各端尺寸的精度要求,但由于基准依次推移,使各端尺寸的位置误差受到影响。
②坐标式:
零件同一方向的几个尺寸由同一基准出发。
坐标式能保证所注尺寸误差的精度要求,各段尺寸精度互不影响,不产生位置误差积累。
③综合式:
零件同方向尺寸标注既有链状式又有坐标式标注。
综合式既能保证零件一些部位的尺寸精度,又能减少各部位的尺寸位置误差积累,在尺寸标注中应用最广泛。
(3)不能注成封闭尺寸链
头尾相接绕成一整圈的一组尺寸,称为封闭尺寸链。
(4)标注尺寸时还应考虑到工艺要求
如果没有特殊要求,注尺寸时还应考虑便于加工、便于测量。
(5)零件图上常见结构的尺寸标注
2、轴套类零件的尺寸基准分析
轴套类零件一般具有径向和轴向两个尺寸基准。
①径向的基准
为了转动的平稳及齿轮的正确啮合,各段圆柱均要求在同一轴线上,因此设计基准就是轴线,见下图所示。
②轴向主要基准
蜗轮的轴向位置由蜗轮轴的定位轴肩来确定,因此选用这一定位轴肩作为轴向尺寸的主要设计基准,见下图所示。
四、零件图上的技术要求
零件图上,除了用视图表达零件的结构形状和用尺寸表达零件的各组成部分的大小及位置关系外,通常还标注有关的技术要求。
技术要求一般有以下几个方面的内容:
①说明零件表面粗糙度程度的粗糙度代[符]号。
②零件上重要尺寸的公差及零件的形状和位置公差。
③零件上的特殊加工要求、检验和试验说明。
④热处理和表面修饰说明。
1、表面粗糙度
(1)粗糙度的概念
零件加工表面上所具有的由较小间距和峰谷组成的微观几何形状不平的程度,叫表面粗糙度。
表面粗糙度反映零件表面的光滑程度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐蚀性、接触刚度、抗疲劳强度、密封性和外观等都有影响。
但粗糙度高度参数值越小,加工成本就越高,因此要合理选用。
(2)表面粗糙度参数值
国家标准中规定,常用表面粗糙度评定参数有:
轮廓算术平均偏差(Ra)、微观不平度十点高度(Rz)和轮廓最大高度(Ry)等。
其中轮廓算术平均偏差(Ra)为最常用的评定参数
轮廓算术平均偏差Ra的数值
(3)表面粗糙度代[符]号
基本符号
表面粗糙度符号及意义
(4)表面粗糙度在图样上的标注
表面粗糙度参数的单位是mm。
注写Ra时,只写数值;注写Rz、Ry时,应同时注出Rz、Ry和数值。
标注示例:
(5)用CAD标注表面粗糙度
①图块的功能
利用AutoCAD绘制机械图形时,如果某个图形需要经常使用,可以将其定义成图块,以便在日后的工作中可随时对其进行调用。
用户可以根据需要按一定比例和角度将图块插入到任何指定位置。
下面以“表面粗糙度符号”为例介绍块的各项操作。
②图块的属性
图块属性是图块中对其进行说明的非图形信息,它用于表达图块的一些文字信息。
其具体操作如下:
•a、绘制粗糙度符号图
b、执行Attdef(ATT)命令,打开“属性定义”对话框
•c、在“模式”栏中不选各复选框
•d、在“属性”栏中输入相应文本信息
•e、单击[拾取点]按钮,在绘图区指定将要定义的“粗糙度”属性块的插入基点为数值文字的放置起点。
•f、在[文字选项]栏“文字样式”下拉列表框中选择尺寸文字
•g、单击[确定]结束属性定义。
③图块的创建
AutoCAD中的图块分为内部块和外部块两种类型。
内部块的创建是使用Block(B)命令,通过“块定义”对话框完成的。
此类图块只能在当前图形文件中调用,而不能在其他图形中调用。
外部块的创建是使用WBLOCK(w)命令,通过“写块”对话框完成的。
此类图块与其他图形文件并无区别,同样可以打开、编辑,既可以插入当前图形中使用,又可为其他图形作为图块插入,应用广泛。
ⅰ、内部块的创建
a、单击“绘图”工具栏中按钮,打开“块定义”对话框
b、在“名称”下拉列表框中输入将要创建的图块名
c、在“基点”区域中指定图块的插入基点
d、在“对象区域”指定组成图块的实体
e、不改变其它选项的设置,单击[确定]按钮即可创建一内部块“粗糙度”
ⅱ、外部块的创建
a、在命令行执行WBLOCK命令,打开“写块”对话框。
b、选择外部块定义方式。
c、如果选择“对象”方式创建外部块,则需在“基点”、“对象”以及“目标”区域指
定相应的参数及信息。
④图块的插入
a、调用块插入命令。
b、选择要插入图形的图块。
c、确定图块在图形中的插入点。
d、确定插入图块的比例。
e、在“旋转”区域确定是否旋转图块。
f、如果要将插入的图块炸开成为各部分单独的实体,则可选中分解复选框,否则
插入后的图块将是一个整体。
g、所有的选项设置完成后单击[确定]按钮,在绘图区拾取一点即可插入带属性的
“粗糙度”图块。
⑤图块属性的编辑
写块前:
当用户定义好属性后,有时需要更改属性名、提示内容或缺省值,这时可用:
DDEDIT命令加以修改。
但DDEDIT命令只对未定义成块的或已分解的属性块起作用。
调用块后:
用图块属性值的编辑命令更改属性内容执行DDATTE(ATE)命令后,通过修改文本框中的内容即可更改属性值。
调用块后:
用图块属性的编辑命令ATTE更改属性的位置、内容、高度、角度等。
2、公差与配合的基本概念及标注方法
(1)互换性
同一规格的产品不经挑选和修配,即互换的性质称为互换性。
(2)公差基本概念
①尺寸公差的有关术语和定义
基本尺寸:
设计时确定的尺寸。
实际尺寸:
零件制成后实际测得的尺寸。
极限尺寸:
允许零件实际尺寸变化的两个界限值。
最大极限尺寸:
允许实际尺寸的最大值。
最小极限尺寸:
允许实际尺寸的最小值。
零件合格的条件:
最小极限尺寸≤实际尺寸≤最大极限尺寸
尺寸偏差:
某一实际尺寸减去基本尺寸所得的代数差。
尺寸公差(简称公差):
允许尺寸的变动量。
公差=最大极限尺寸-最小极限尺寸
=上偏差-下偏差
②公差带与公差带图
零线:
确定偏差的一条基准直线即零偏差线,通常零线表示基本尺寸。
公差带:
由代表上、下偏差的两条直线所限定的一个区域。
公差带图
公差带图可以直观地表示出公差的大小及公差带相对于零线的位置。
③标准公差
国家标准规定的用以确定公差带大小的标准化数值,共规定了20个等级,即IT01、IT0、IT1-IT18。
标准公差的数值由基本尺寸和公差等级确定。
④基本偏差
国家标准规定的用以确定公差带相对于零线位置的上偏差或下偏差,一般是指靠近零线的那个偏差。
国家标准中对孔、轴规定了28个基本偏差,用拉丁字母(1个或2个)及顺序来表示基本偏差系列。
大写字母为孔的基本偏差代号;小写字母为轴的基本偏差代号。
⑤极限偏差表
国标综合了标准公差和基本偏差这两个因素,对孔、轴的公差带规定了相应的极限偏差值,,分别列出了优先、常用的轴和孔的极限偏差值。
只要知道了孔与轴的基本尺寸、基本偏差代号及公差等级,就可以从表中查得上偏差、下偏差的数值。
例1:
已知孔的尺寸为Φ40H7,由表查得:
上偏差为+0.025,下偏差为0;
例2:
已知轴的尺寸为ф50f7,由表查得:
上偏差为一0.025,下偏差为-0.050。
(3)配合
配合:
指基本尺寸相同的相互结合的孔和轴公差带之间的关系。
配合分类:
间隙配合、过盈配合和过渡配合。
①间隙配合孔与轴配合时,具有间隙(包括最小间隙等于零)的配合。
孔的公差带在轴的公差带上方。
②过盈配合孔的尺寸减去轴的尺寸为负值时称为过盈。
所谓过盈配合就是指具有过盈(包括最小过盈等于零)的配合。
轴的公差带完全在孔的公差带之上。
③过渡配合过渡配合是指可能具有间隙,也可能具有过盈的配合,但这种配合间隙或过盈都很小。
此时孔的公差带和轴的公差带相互交叠。
(4)配合制度
国家标准规定了两种配合制--基孔制配合和基轴制配合
①基孔制配合基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合(间隙、过渡或过盈)的一种制度。
②基轴制配合基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合(间隙、过渡或过盈)的一种制度。
(5)尺寸公差与配合代号的标注
①在零件图上的标注
a、在孔或轴的基本尺寸的右边注出公差带代号;孔、轴公差带代号由基本偏差代号与公差等级代号组成。
b、在孔或轴的基本尺寸的右边注出上、下偏差数值。
上、下偏差的小数点必须对齐,小数点后的位数必须相同。
当上偏差或下偏差数值为零时,也要标注“0”,并与另一个偏差值小数点前的一位数对齐,
若上、下偏差数值相等,符号相反时,偏差数值只注写一次,并在偏差值与基本尺寸之间注写上符号“±”,且两数字高度相同。
c、在孔或轴的基本尺寸的右边同时注出公差带代号和相应的极限偏差数值。
此时偏差数值应加上圆括号。
②在装配图中的标注
(6)用CAD标注尺寸公差
①方法一:
在[替代当前样式]对话框的“公差”选项卡中设置尺寸的上、下偏差。
②方法二:
利用“多行文字(M)”选项打开多行文字编辑器,采用堆叠文字方式标注公差。
3、形位公差及其标注
形位公差是形状公差和位置公差的简称,是指零件的实际形状和实际位置对理想形状和理想位置的允许变动量。
(1)形位公差带代号
形位公差带代号主要包括:
形位公差项目的符号、形位公差的框格和指引线、形位公差数值和其它有关符号、基准符号。
①形位公差的项目符号
②形位公差代号
形位公差采用框格标注,框格可分成两格或多格,从左到右填写形位公差符号、公差数值和有关符号、基准代号的字母和其它符号。
③基准代号
基准代号由基准符号、圆圈、连线和字母组成。
基准符号用加粗的短划表示;基准代号的圆圈用细实线绘制,其直径与框格的高度相同;圆圈内填写大写的拉丁字母,字母高度应与图样中尺寸数字的高度相同。
无论基准代号在图样中的方向如何,圆圈内的字母都应水平书写。
(2)形位公差的标注方法
(3)用CAD标注形位公差
①不带指引线的形位公差标注
功能:
用来进行标注形位公差。
输入方法:
a.、工具栏:
标注→
按钮
b、下拉菜单:
标注→公差
c、命令行:
TOLERANCE↙
命令及提示:
执行上述命令后,AutoCAD自动弹出“形位公差”对话框
②指引标注形位公差
功能:
用来进行指引标注形位公差。
输入方法:
a.工具栏:
标注→
按钮
b.下拉菜单:
标注→引线
c.命令行:
QLEADER↙
命令及提示:
命令:
QLEADER↙
提示:
指定第一条引线点或[设置(s)]<设置>:
↙
AutoCAD自动弹出“引线设置”对话框。
五、读轴套类零件图
读零件图的一般步骤:
①看标题栏,了解零件概貌;
②看视图,想象零件形状;
③看尺寸标注,明确各部大小;
④看技术要求,掌握质量指标。
读车床尾架空心套零件图。
 升级会员
升级会员 