控制计划范例精编版.docx
《控制计划范例精编版.docx》由会员分享,可在线阅读,更多相关《控制计划范例精编版.docx(18页珍藏版)》请在冰豆网上搜索。
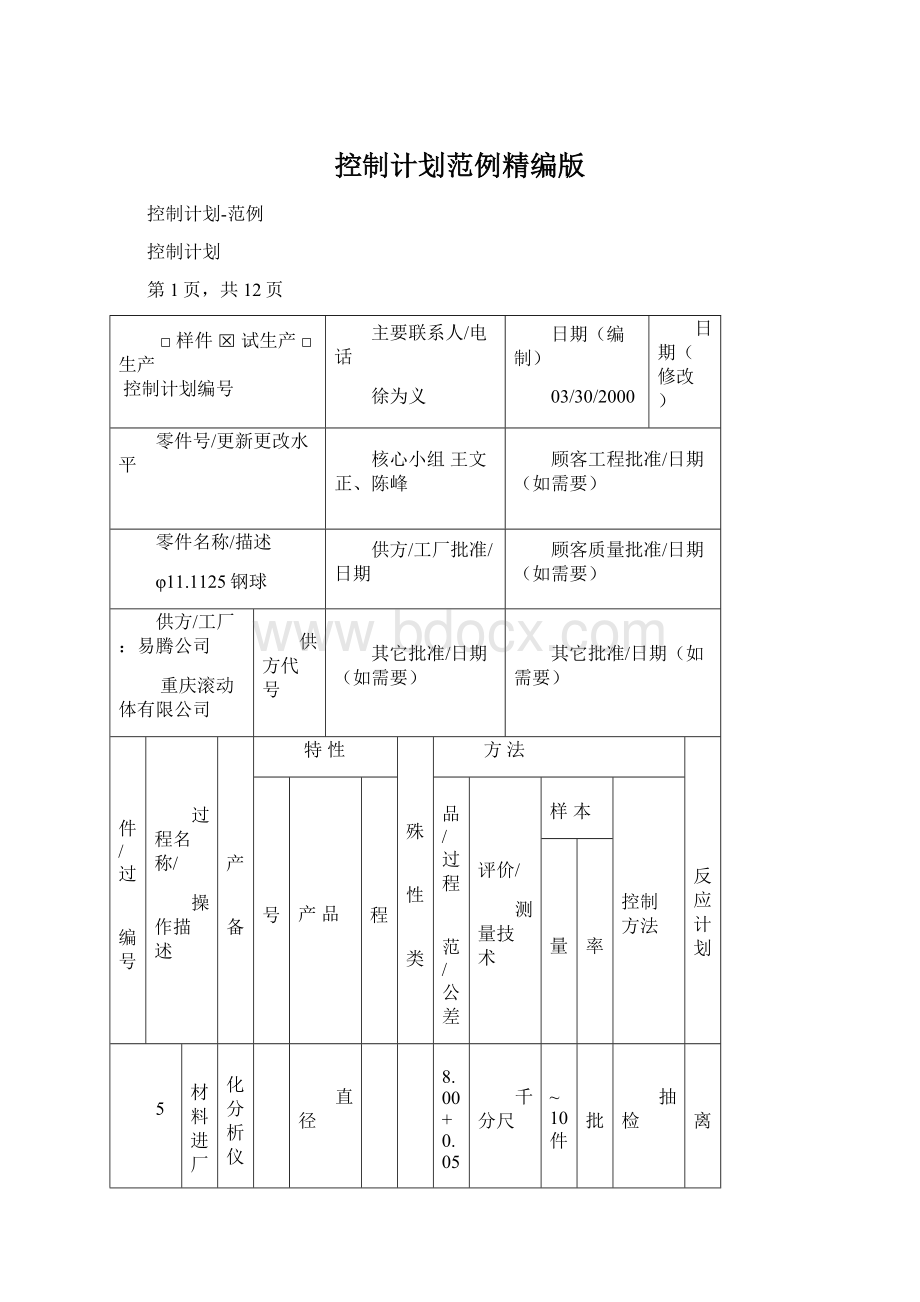
控制计划范例精编版
控制计划-范例
控制计划
第1页,共12页
□样件⌧试生产□生产
控制计划编号
主要联系人/电话
徐为义
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组王文正、陈峰
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
5
原材料进厂检验
理化分析仪
直径
∅8.00+0.05
千分尺
5~10件
每批
抽检
隔离
金相组织
2-4级
显微镜
5~10件
每批
抽检
隔离
控制计划
第2页,共12页
³样件⌧试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
10
冷镦
冷镦机
球坯直径D1、D
∅11.710+0.25
千分尺
5粒
每班开始工作时/更换产品时
每班两次
每班2~4次
首检
自检
巡检
隔离、调整
模具
环带直径
∅12.8
千分尺
5粒
每班开始工作时/更换产品时
每班两次
每班2~4次
首检
自检
巡检
隔离、调整
切料机
位移
0.09
D1-D
5粒
每班开始工作时/更换产品时
每班两次
每班2~4次
首检
自检
巡检
隔离、调整
刀板
表面质量
无裂纹、毛刺
目测
5粒
每班两次
每班2~4次
自检
巡检
隔离
控制计划
第3页,共12页
³样件⌧试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
20
光球
光球机
直径
∅11.320+0.02
千分尺
5粒
每班8次
每班2~4次
自检
巡检
隔离返工
固定板
表面质量
无机械伤痕
目测
5粒
每班1次
每班2~4次
自检
巡检
隔离
转动板
转动板转速
90~135r/min
自检
手动调节
重新调节
工作压力
1.5~3MPa
压力表
手动调节
重新调节
料盘转速
钢球均匀进入且无堆积
目检
手动调节
重新调节
转动板更换
钢球嵌入沟槽深度大于钢球直径的2/5时
目测
比较测量
更换磨板
控制计划
第4页,共12页
³样件⌧试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
30
热处理
网带炉
硬度
(§)
HRC≥64
显微硬度计
5粒
每班4次
自检
隔离
金相组织
2-4级
显微镜
5粒
每班4次
自检
隔离
淬火温度
855±5︒C
控温仪
记录
调整
网带速度
11-12分/米
仪表控制
调整
铺料厚度
2-3层
目测
100%
每批
人工调整
调整
回火炉
硬度
(§)
HRC62~66
硬度计
5粒
每班4次
X-R控制图
调整
金相
2~4级
显微镜
5粒
每班4次
自检
调整
回火温度
150±5℃
温度仪
记录
手动调节
回火时间
3~4时
记录
记录
调整
控制计划
第5页,共12页
³样件⌧试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
40
硬磨
磨球机
直径
∅11.1330+0.015
扭簧比较仪
5粒
每时
每班2~4次
自检
巡检
隔离、返工
固定板
球形偏差
0.006
扭簧比较仪
5粒
每时
每班2~4次
自检
巡检
隔离、返工
表面质量
无机械伤痕
目测
5粒
每时
每班2~4次
自检
巡检
隔离
砂轮转速
开机时60r/min稳定后80r/min或者120r/min
自检
手动调节
重新调节
工作压力
6~8MPa
压力表
手动调节
重新调节
料盘转速
钢球均匀进入且无堆积
目检
手动调节
重新调节
控制计划
第6页,共12页
³样件⌧试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
50
酸洗
酸洗槽
表面质量
无伤痕裂纹
目测
100%
每批
自检、抽检
隔离、返工
盐酸
50%盐酸水溶液
镑称
100%
每批
记录
调整
时间
10-30分钟
时钟
100%
每批
记录
隔离、返工
中和槽
碳酸钠
4-6%水溶液
镑称
100%
每批
记录
调整
时间
1分钟
时钟
100%
每批
记录
隔离、返工
防锈槽
无水碳酸钠
0.5-0.6%
镑称
100%
每批
记录
调整
亚硝酸钠
10-15%
镑秤
100%
每批
记录
调整
水
余量
镑称
100%
每批
记录
调整
时间
1分钟
时钟
100%
每批
记录
隔离、返工
控制计划
第8页,共12页
³样件⌧试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
60
初研
研球机
直径
∅11.11250+0.013
扭簧比较仪
5粒
每班两次
每班2~4次
自检巡检
隔离返工
固定板
球形偏差
0.0004
扭簧比较仪
5粒
每班两次
每班2~4次
自检巡检
隔离返工
转动板
表面质量
无机械伤痕
目测
5粒
每班一次
每班2~4次
自检巡检
隔离
转动板转速
15~40r/min
手动调节
重新调节
工作压力
2.5~3.5MPa
压力表
手动调节
重新调节
料盘转速
钢球均匀进入且无堆积
目测
手动调节
重新调节
固定板更换
钢球嵌入固定板深度达到钢球直径的2./5
目测
比较测量
更换固定板
控制计划
第10页,共12页
³样件⌧试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
70
精研
研球机固定板转动板
直径
∅11.1125±0。
009
扭簧比较仪
5粒
每班2次
每班2~4次
自检巡检
隔离返工
球形偏差
0.00025
扭簧比较仪
5粒
每班2次
每班2~4次
自检巡检
隔离返工
粗糙度
Ra0.025
标准样对比
5粒
每班1次
每班2~4次
自检巡检
隔离返工
转动板转速
30r/min
自检
手动调节
重新调节
工作压力
2.5~3.5MPa
压力表
手动调节
重新调节
料盘转速
钢球均匀进入且无堆积
目测
手动调节
重新调节
固定板更换
钢球嵌入固定板深度达到钢球直径的2./5
目测
比较测量
更换固定板
控制计划
第11页,共12页
³样件⌧试生产□生产
控制计划编号
主要联系人/电话
日期(编制)
03/30/2000
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
φ11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:
易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
80
清洗
清洗机
表面质量
无油污
目测
100%
每批
自检、巡检
隔离、返工
2件/次
1次/100件
90
涡流探伤
涡流探伤仪
外部缺陷
探头调节
表面无缺陷
目测
5%
每批
自检
隔离、返工
 升级会员
升级会员 