湿式球磨机运行说明.docx
《湿式球磨机运行说明.docx》由会员分享,可在线阅读,更多相关《湿式球磨机运行说明.docx(52页珍藏版)》请在冰豆网上搜索。
湿式球磨机运行说明
1•概述
本运行说明仅使用于阳城发电厂FGD石灰石磨制系统提供设备说明和操作程序。
将本
部分与P&ID以及逻辑图一起学习,以便正确使用设备;防止出现异常。
阳城发电厂FGD系统有两条相同的又相互独立的球磨机碾磨生产线。
经每条生产线的
浆液,直接进入石灰石浆液箱。
除了两条生产线通用的设备以外,此功能规格只说明一条生
产线的运行情况。
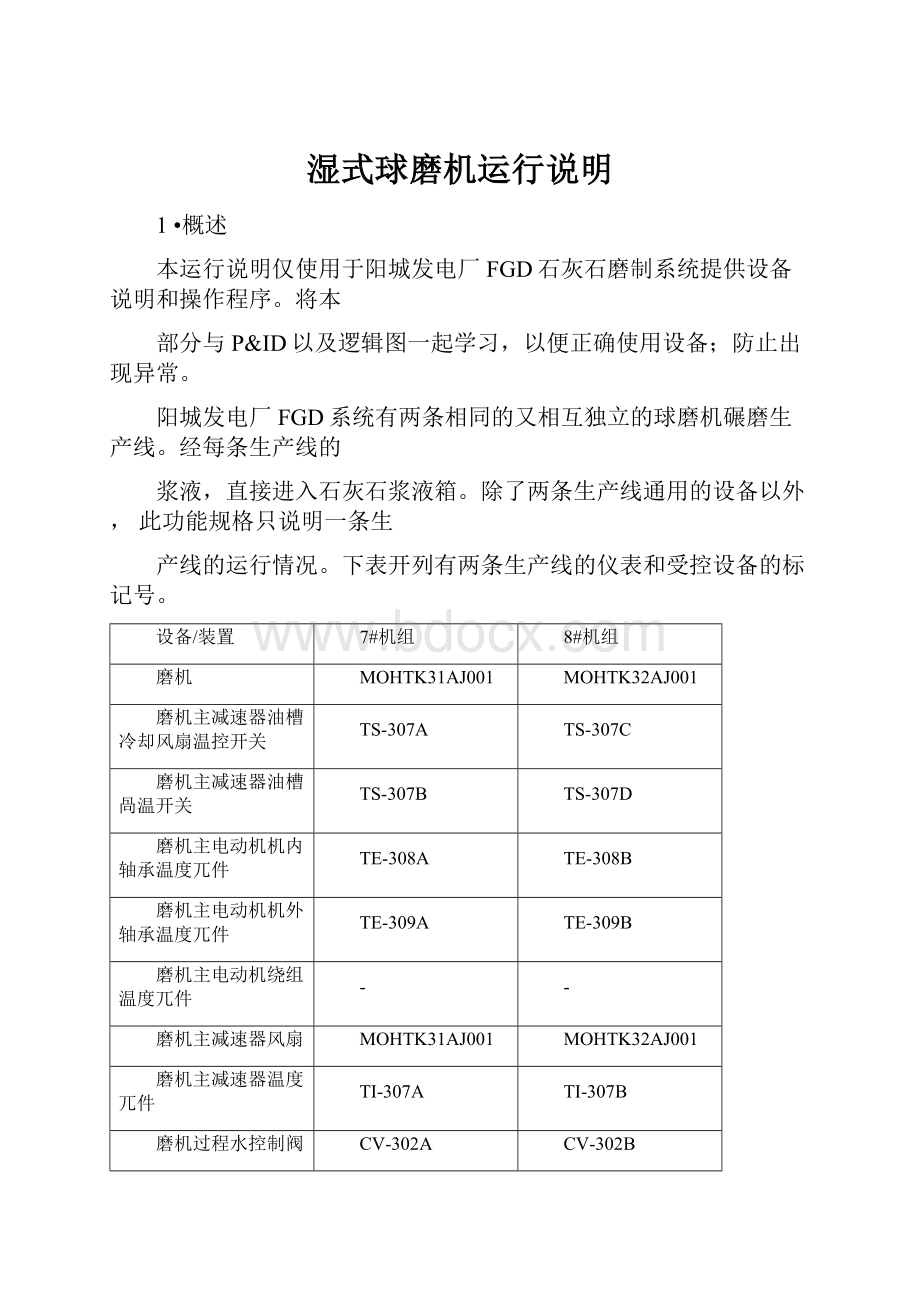
下表开列有两条生产线的仪表和受控设备的标记号。
设备/装置
7#机组
8#机组
磨机
MOHTK31AJ001
MOHTK32AJ001
磨机主减速器油槽冷却风扇温控开关
TS-307A
TS-307C
磨机主减速器油槽咼温开关
TS-307B
TS-307D
磨机主电动机机内轴承温度兀件
TE-308A
TE-308B
磨机主电动机机外轴承温度兀件
TE-309A
TE-309B
磨机主电动机绕组温度兀件
-
-
磨机主减速器风扇
MOHTK31AJ001
MOHTK32AJ001
磨机主减速器温度兀件
TI-307A
TI-307B
磨机过程水控制阀
CV-302A
CV-302B
磨机过程水流量发送器
FIT-302A
FIT-302B
称重皮带给料机
MOHTK21AF001
MOHTK22AF001
称重给料装置的称重兀件
称重给料装置的速度元件
称重给料装置的速度控制器
SC-301A
SC-301B
磨机浆液箱
MOHTK41BB001
MOHTK42BB001
磨机浆液箱过程水控制阀
CV-301A
CV-301B
磨机浆液箱过程水流量发送器
FIT-301A
FIT-301B
磨机浆液箱液位元件
LX-301A
LX-301B
磨机浆液箱液位发送器
LICA-301A
LICA-301A
磨机浆液箱搅拌器
MOHTK41AM001
MOHTK42AM001
石灰石旋流站
MOHTK41AT001
MOHTK42AT001
湿旋流进给浆液密度元件
AX-301A
AX-301B
湿旋流给料浆液浓度发送器
AIC-301A
AIC-301B
设备/装置
7#机组
8#机组
磨机浆液泵A
MOHTK41AP001
MOTHK42AP001
磨机浆液泵A吸入阀
OV-301A
OV-301C
磨机浆液泵A吸入阀开启限位开关
OV-301A-ZO
OV-301C-ZO
磨机浆液泵A吸入阀关闭限位开关
OV-301A-ZC
OV-301C-ZC
磨机浆液泵A排放阀
OV-302A
OV-302C
磨机浆液泵A排放阀开启限位开关
OV-302A-ZO
OV-302C-ZO
磨机浆液泵A排放阀关闭限位开关
OV-302A-ZC
OV-302C-ZC
磨机浆液泵A冲洗阀
OV-309A
OV-309C
磨机浆液泵A冲洗阀开启限位开关
OV-309A-ZO
OV-309C-ZO
磨机浆液泵A冲洗阀关闭限位开关
OV-309A-ZC
OV-309C-ZC
磨机浆液泵A排水阀
OV-308A
OV-308C
磨机浆液泵A排水阀开启限位开关
OV-308A-ZO
OV-308C-ZO
磨机浆液泵A排水阀关闭限位开关
OV-308A-ZC
OV-308C-ZC
磨机浆液泵A/CVFD
MOCF35A
MOCF35C
磨机浆液泵B
MOTHK41AP002
MOTHK42AP002
磨机浆液泵B吸入阀
OV-301B
OV-301D
磨机浆液泵B吸入阀开启限位开关
OV-301B-ZO
OV-301D-ZO
磨机浆液泵B吸入阀关闭限位开关
OV-301B-ZC
OV-301D-ZC
磨机浆液泵B排放阀
OV-302B
OV-302D
磨机浆液泵B排放阀开启限位开关
OV-302B-ZO
OV-302D-ZO
磨机浆液泵B排放阀关闭限位开关
OV-302B-ZC
OV-302D-ZC
磨机浆液泵B冲洗阀
OV-309B
OV-309D
磨机浆液泵B冲洗阀开启限位开关
OV-309B-ZO
OV-309D-ZO
磨机浆液泵B冲洗阀关闭限位开关
OV-309B-ZC
OV-309D-ZC
磨机浆液泵B排水阀
OV-308B
OV-308D
磨机浆液泵B排水阀开启限位开关
OV-308B-ZO
OV-308D-ZO
磨机浆液泵B排水阀关闭限位开关
OV-308B-ZC
OV-308D-ZC
磨机浆液泵B/DVFD
MOCF35B
MOCF35D
湿旋流分配器压力发送器
PIC-301A
PIC-301B
湿旋流溢流阀
OV-305A
OV-305B
湿旋流溢流阀关闭限位开关
OV-305A-ZC
OV-305B-ZC
湿旋流溢流阀开启限位开关
OV-305A-ZO
OV305B-ZO
湿旋流下溢磨机阀
OV-311A
OV-311B
设备/装置
7#机组
8#机组
湿旋流下溢磨机阀关闭限位开关
0V-311A-ZC
OV-311B-ZC
湿旋流下溢磨机阀开启限位开关
0V-311A-Z0
OV-311B-ZO
湿旋流再循环阀
OV-312A
OV-312B
湿旋流再循环阀关闭限位开关
OV-312A-ZC
OV-312B-ZC
湿旋流再循环阀开启限位开关
OV-312A-ZO
OV-312B-ZO
石灰石浆液箱
MOHTJ10BB001
MOHTJ1OBBOO1
磨机给料端主轴承温度1号兀件
TI-303A
TI-303B
磨机给料端主轴承温度2号兀件
TI-304A
TI-304B
磨机排放端主轴承温度1号兀件
TI-301A
TI-301B
磨机排放端主轴承温度2号兀件
TI-302A
TI-302B
磨机外小齿轮轴承温度兀件
TI-306A
TI-306B
磨机内小齿轮轴承温度兀件
TI-305A
TI-305B
磨机高压润滑油升液泵给料端
1O1-LO1O1
201-LO101
磨机咼压润滑油升液泵排放端
1O1-LO1O2
201-LO102
磨机咼压润滑油升液泵的空气补给电磁阀
SV-301A
SV-301B
磨机高压润滑油升液泵的空气补给高压开关
PS-345A
PS-345B
磨机低压润滑油泵
MOHTK31APOO1
MOHTK32AP001
磨机给料端主轴承润滑油低流量开关
FS-311B
FS-311D
磨机排放端主轴承润滑油低流量开关
FS-311A
FS-311C
磨机润滑油过滤器高压差指示开关
PDIS-348A
PDIS-348B
磨机给料端高压润滑油泵高压开关
PS-341A
PS-341C
磨机排放端高压润滑油泵高压开关
PS-341B
PS-341D
磨机给料端高压润滑油泵低压开关
PS-342A
PS-342C
磨机排放端高压润滑油泵低压开关
PS-342B
PS-342D
磨机润滑油热交换器恒温器
MV-681A
MV-681B
磨机润滑油油槽低电平开关
LS-302A
LS-302B
磨机润滑油油槽温度元件
TE-320A
TE-320B
磨机离合器空气接收器低压开关
PS-352A
PS-352B
磨机离合器空气管线高压开关
PS-354A
PS-354B
磨机离合器控制电磁阀
SV-302A
SV-320B
磨机齿轮机构喷洒系统泵
101-AP100
201-AP100
磨机齿轮机构喷洒系统泵空气电磁阀
SV-303A
SV-303B
设备/装置
7#机组
8#机组
磨机齿轮机构喷洒系统喷洒空气电磁阀
SV-304A
SV-304B
磨机齿轮机构喷洒系统循环开关
HS-301A
HS-301B
2•设备说明
信号和设定点的定义表
信号/设定点
定义
类型
值
旋流给料浆液密度
箱中的浆液密度由磨机浆液泵排放管中的密度仪表测量。
模拟
0.0-2.0SG
旋流给料浆液
密度设定点
磨机浆液箱里的浆液要求比重。
常数
1.44SG
运行最小值
流入湿旋流站浆液密度的最小值,此值以下时,溢流到石灰石浆液箱的浆液就要重新循环到磨机浆液箱中。
常数
1.37SG
磨机浆液箱特高位
特高报警/联锁箱位。
常数
液位范围的90%
磨机浆液箱咼位j
高报警/联锁箱位。
常数
液位范围的80%
磨机浆液箱位设定点
进给率系统控制模式中希望的工作箱位。
常数
液位范围的70%
磨机浆液箱低位
低报警/联锁箱位。
常数
液位范围的35%
磨机浆液箱特低位
特低报警/联锁箱位。
(*必须咼于搅拌机叶片)
常数
*液位范围的25%
旋流给料浆液压力
湿旋流分配器的浆液压力。
模拟
0-275KPA
旋流给料浆液
压力设定点
在湿旋流分配器测到的浆液的希望工作压。
常数
172KPA
旋流给料浆液高压
高报警。
常数
241KPA
旋流给料浆液低压
低报警。
常数
103KPA
水/石灰石比率
控制系统计算出的以重量为基础的值,用作为比率控制器的PV。
模拟
0-2
水/石灰石比率设定点
希望的标准工作比率。
常数
0.395
设备启动时间延迟
从设备START(启动)时起控制系
统产生的延迟,直到接入输出为止-
用以拉响报警警报。
常数
10秒
搅拌器最小运转时间
旋流给料泵START顺序开始前,搅拌器必须运转的最少时间。
常数
1分钟
信号/设定点
定义
类型
值
磨机浆液泵的
最少运转时间
认为浓度读数已趋稳定/可用于控制
回路中之前,磨机浆液泵必须运转的最少时间。
常数
30秒
主齿轮减速器油槽温度设定点
主齿轮减速器油槽中,希望的最高油温。
常数
60C
主齿轮减速器
油槽高温
位于或高于此水平温度就会报警。
常数
99C
离合器空气管线
压力开关设定点
咼于此压力的就会阻止启动磨机电
动机或指示离合器已啮合。
常数
34.5KPA
磨机电动机
最少运转时间
离合器啮合前所需的最少运转时间。
常数
1分钟
磨机运转时间
称重皮带给料机启动前的最少运转时间。
常数
10秒
磨机离合器空气接收
器压力开关设定点
低于此压时,阀就会阻止离合器啮合。
常数
517KPA
润滑油系统温度设定
希望润滑油系统油槽具有的温度。
常数
40C
润滑油系统最低温度
润滑油系统能启动前,温度必须高于此值。
常数
32C
高压润滑油泵的补给
空气咼压设定点
泵可用以运行的最高补给空气压力。
常数
586KPA
高压润滑油泵
的最小运转时间
啮合磨机离合器前,高压润滑油泵必须运转的最少时间;以及离合器啮合后,高压润滑油泵必须运转的最少时间。
常数
5分钟
高压润滑油泵的磨机
关停前的运转时间
磨机离合器松开啮合前,高压润滑油泵必须运转的时间。
常数
5分钟
高压润滑油泵的磨机
关停后的运转时间
磨机离合器松开啮合后,高压润滑油泵必须运转的时间。
常数
2小时
磨机轴承温度
的高设定点
处于或咼于此温度位时就会报警。
常数
55C
磨机轴承温度
的特咼设定点
处于或咼于此温度位时就会报警,
并使磨机离合器松开啮合。
常数
60C
信号/设定点
定义
类型
值
小齿轮轴承温度
高设定点
处于或咼于此温度位时就会报警。
常数
70C
小齿轮轴承温度
特咼设定点
处于或咼于此温度位时就会报警,
并使磨机离合器松开啮合。
常数
80C
齿轮喷洒间隔
每次齿轮喷洒循环间的时间(以分钟计)。
常数
15分钟
齿轮喷洒循环
持续时间
润滑循环开始后,启动循环完成输入报警前,控制系统要等待的最长时间。
常数
2分钟
齿轮喷洒空气
吹洗时间
齿轮喷洒泵已关闭,喷洒空气螺线管仍然在吹洗润滑脂管线时,完成了润滑循环后的时间。
常数
30秒
(1)磨机进给料
符合设计要求的石灰石储存在石灰石储仓里,经称重皮带机将石灰石运送到石灰石
给料皮带输送机上。
输送机将石灰石倒入磨机给料槽里。
称重皮带给料机会自动地将石灰石
称重,并将给料率发送到控制室进行监控和累计总数。
每台称重皮带给料机都配有负荷单元、
速度传送器和给料皮带电动机的变速驱动装置。
这些装置一起工作,让定速信号不断变化给
料皮带的速度,给出未加工石灰石的具体进给率。
称重皮带给料机配以皮带校直开关和/或
其它装置,报警与运行情况联锁。
系统配有球磨机过程水控制阀和流量发送器,这样,就可以符合未加工石灰石进给率需
要的固定速率对球磨机添加过程水,将磨机里浆液固体百分浓度保持在65-70%固体重量间。
称重皮带给料机的进给率,在控制室内未加工石灰石进给率控制器调整。
采用
“MAN”(手控)模式时,控制器的输出直接由运行人员设定,它会在称重给料器产生一恒等的进给率。
采用“CAS”模式时,控制器的设定点,按系统产生的磨机进给率要求设定。
“CAS”模式被认为是操作此控制器的标准模式,应在大多数情况下采用。
未加工的石灰石进给率要求,可用两种方法中的一种从生产过程中取得。
如运行人
员决定用“磨机浆液箱液位”控制法来控制系统,磨机浆液箱液位的指示控制器就会确定给料率要求。
如运行人员决定用“给料率”控制法来控制系统,浓度指示控制器就会确定给料率要求。
(2)磨机
磨机的未加工石灰石给料在磨机给料槽中与过程水和湿旋流站尺寸过大的产品混
合。
磨机利用钢球将石灰石碾磨到要求粒度,因为磨机不可能经过一轮碾磨就磨好所有的石灰石,球磨机就用闭路操作,用旋流器将过大尺寸的石灰石重新循环到球磨机里。
过大尺寸的材料,由球磨机排放耳轴衬上的反向螺旋螺杆,将其保留在球磨机里。
已碾磨的石灰石从球磨机经转动筛排放进磨机浆液箱里。
转动筛板有开缝口,以保护磨机浆液箱不进废料。
转动筛的向前运动式螺纹能帮助将过大尺寸的材料转到转筒筛的端头。
转动筛的废料被排放进料槽里,由人工处理掉。
1)主轴承和小齿轮润滑
球磨机主轴承的润滑,靠液压和流体静力润滑系统综合进行。
液压系统利用低压泵润滑磨机两端的主轴承。
在作业时,低压油泵会不断地运转。
有两个(磨机的两端各一个)高压顶轴油泵,用以将磨机吊离轴承面,这样,就保护了主轴承青铜面不被磨损。
高压泵只在启动过程中,关机前后以及平稳移动时开动。
至于这些泵何时运转,运转多长时间等详情,见于本规格“系统运行”节中。
系统油槽中的主轴承油的温度,由本机仪表监控。
系统油槽配供有加热元件和温度元件。
温度元件向控制系统提供信号,控制加热元件的开关,将润滑油系统的温度保持在设定点。
如润滑油槽温度低于润滑油系统最低温度要求,控制系统就不会让润滑油泵启动。
根据油槽电平开关的信号,控制室会对低油位作出报警。
低油位报警也会不让润滑油泵运行。
油槽也配供有目视油位表。
低压泵的排放靠减压阀,它能将压力排放回到油槽。
泵排放管接入过滤器组件。
由差压开关监控过滤器组件的压降情况。
开关向控制系统提供输入,对过滤器的高压降作出报警。
排放管线也含有流向油冷却器的水和一个温度元件。
温度元件向控制阀提供信号,调整冷却水量,使之保持在预定的温度设定点。
冷却器的下游温度也由本机指示器监控。
适应低压泵排放的需要,在冷却器下游,配有压力补偿式油流量控制分配器阀,它能将流量均匀地分配给每个主轴承。
控制室对这些低压供油管线的低流量会发出报警,使磨机离合器立即松开啮开,关掉球磨机。
两个高压顶起泵由单设备供气连接装置液压驱动。
接入控制系统的电磁阀,控制供气和停止供气,同时供泵运转。
供气管线由压力表和高压开关(监控高压润滑油泵的供气高压设定点)监控,并向报警和联锁控制系统提供输入。
每个高压泵排放管线由2个压力开关监控,它向控制系统提供输入,指示压力是否足以在启动前顶起磨机,以及如压力太大,指示在润滑油管线可能的封堵处。
如这两种情况都不能满足,控制室就会发出单独的报警。
控制系统会自动地延迟磨机运行(离合器啮合),直到润滑油系统条件已具备为止。
2)齿轮润滑配有自动式润滑脂齿轮喷洒润滑系统。
此系统包括有气动式齿轮喷洒泵、气动板、本机控制板和装在磨机齿轮罩上的齿轮喷洒喷枪组合件。
磨机离合器啮合时,控制系统就会启动齿轮润滑。
离合器松开啮合,此系统就自动停止工作。
多余的润滑脂搜集在下齿轮护罩里,可从该处排放废料桶。
泵直接装在齿轮润滑桶上。
压力指示器装在从齿轮喷洒泵到喷枪组合件的给料管线
上。
润滑剂定时地泵到喷枪组合件上,再由它分配给每个喷嘴。
喷枪组合件上有流量感应循环开关,被回接到本机控制板上,对故障作出报警。
提供有气动面板,以控制齿轮喷洒泵和齿轮喷洒枪组合件的气流量。
板含有2个电磁阀,由本机控制板驱动。
一个阀控制齿轮喷洒泵的起动气,另一个阀控制喷嘴的气。
本机齿轮喷洒枪控制整个齿轮喷洒润滑油系统。
板含有循环定时器、选择器开关、指示灯和按钮。
齿轮润滑系统故障报警(漏掉的循环,或非AUTO(自动)模式),显示在本机控制板上,并传送给控制系统。
如故障存在时间达30分钟或以上,磨机就会关机(离合器松开啮合)。
故障基于喷洒循环报警或漏掉的流量循环计数。
故障一定要在齿轮喷洒本机控制板上RESET(复位),以便重新启动齿轮喷洒系统。
本机控制板面上提供有指示灯,可指示NORMAL(绿色),意指最后一次润滑循环已圆满完成;LUBEON(红色),意指润滑循环正在进行和FAULT(琥珀色),意指最后一次润滑循环未能圆满完成。
注意:
一次只会亮起一个指示灯。
运行人员可用齿轮喷洒本机控制板上的选择器开关,用手控方式局部启动喷洒循环。
设计此功能只为维护时使用。
运行人员可将此开关置于MANUAL(手控)模式,启动
一次喷洒循环。
在启动另一次手控式循环前,运行人员需先选择OFF(停止)模式。
(OFF
位可复位下一次润滑脂喷洒循环的自动定时器。
)如未将选择器开关留在AUTO模式上,就会产生系统故障报警。
3)磨机电动机
正常运行时,磨机电动机应在离合器啮合前就运行,如离合器已完全,甚至只有部分地啮合,电动机就不能启动。
有压力开关可监控离合器的供气管线。
如存在有压力,就不会让磨机电动机启动。
此压力开关与磨机电动机启动电路硬接线联锁。
磨机电动机配有轴承和绕组温度元件。
应监控好并指示出这些装置的信号。
电动机生产厂会确定并设计出与温度有关的报警和停机装置。
4)主齿轮减速器系统
齿轮减速器上已配有电动集成式冷却风扇。
配有温度元件以监控减速器油槽温度。
它向控制系统提供输入,用以控制减速器冷却系统风扇的ON-OFF循环,以及主齿轮减速
器油槽的高温报警。
高温报警并不关掉磨机电动机。
是否要关掉磨机电动机由运行人员决定。
5)磨机轴承温度探测器
每个主磨机轴承都配有2个温度元件。
如提供有4个温度元件,2个用于给料端轴承,2个用于排放端轴承。
每个温度元件都向有温度指示并产生有特高温度报警的控制系统提供一个输入。
任何特高温度条件,都会使离合器松开啮合。
一旦有高温报警,建议运行人员启动高压润滑油泵(如未在运转)。
以待特高温报警启动的、可能发生的离合器松开啮合情况的发生。
每个小齿轮齿轮轴承都配有一个温度元件。
每个温度元件都向有温度指示的,产生有高和特高温度报警的控制系统提供一个输入。
任何特高温度条件都会使离合器松开啮合。
一旦有高温报警,建议运行人员启动高压润滑油泵(如未在运转),以待由特高温报警启动的、可能产生的离合器松开啮合的情况的发生。
(3)磨机离合器系统离合器提供了一种将电动机转动轴与球磨机小齿轮驱动装置相断开的手段。
与离合器有关的一切运行均受离合器本机控制板控制。
磨机离合器系统由空气接收箱、离合器导向电磁阀和气流阀、气动离合器和离合器本机控制板等组成。
空气接收箱是压缩空气贮存器,由设备空气系统供给。
配有集成压力表的压力调节器,装在为空气接收箱供气的设备供气管线上。
泄压阀和压力表位于空气接收箱和低压开关上。
此开关能随时探测在离合器工作时气压高于磨机离合器空气接收器压力开关设定点的情况。
此开关硬接线于离合器本机控制板。
离合器导向电磁阀和气流阀用以控制离合器的啮合。
当啮合时,导向电磁阀允许压缩空气从接收箱流入并加压于离合器机构(啮合离合器)。
导向电磁阀去电时,气压从离合器机构排出(松开离合器啮合)。
离合器使用压力板,它由弹簧隔开,也可由压缩空气将其啮合。
随着压缩空气通过流量控制阀,然后就加到主减速器外轴端处的转动密封件上。
从该点起,压缩空气流经主减速器轴里的钻孔通路,并通过离合器轴,直到它到达离合器机构里的内通路。
流量控制阀调节通到离合器机构的压缩空气流量,从而控制了离合器啮合的速度。
平行于流量控制阀的止回阀,只有在离合器啮合时,才允许将压缩空气快速排出。
压力开关位于导向电磁阀的下游,指示离合器啮合,硬接线到业主的控制系统。
本机压力表显示加到离合器的气压。
离合器配有本机控制板。
当有单独的120VAC控制电源通到离合器本机控制板时,指示灯就会亮起,表明“控制电源已接通”。
板上也配有3位选择器开关:
“LOCALINCH/LOCALRUN/REMOTE”(本机慢动/本机运转/远程)。
当有控制电源,以及业主的球磨机主电动机启动器已联锁,离合器空气接收箱压力开关和控制系统允许联锁等各项都得到满足时,板上的“离合器已作好准备”的指示灯就会以2种方法中的一种亮起。
如选择器开关处于或者是“LOCALINCH”,或者是“LOCALRUN”位时,“离合器已作好准备”的指示灯就会闪亮。
如选择器开关处于“REMOTE”位,“离合器已作好准备”的指示灯会亮起,但不会闪烁。
不管选择器开关处于哪个位,要啮合离合器,都需经控制系统允许。
开关处于
“LOCALINCH”或“LOCALRUN”时,要啮合离合器,只能用本机“PUSHTODISENGAGE
/PULLTOENGAGE”(“推上使松开啮合/拉出使啮合上”)开关。
拉出时,此开关会弹回到中心位,但仍然处于推进时的压缩位上。
选择器开关处于“LOCALINCH”位时,只有在推
拉式开关保持在拉出位时,离合器才能啮合。
当选择器开关处于“LOCALRUN”位时,离合器会仍然保持啮合(假设无其它联锁装置将其解扣),直到推拉式开关推进时为止。
不管选择器开关置于“LOCALINCH”、“LOCALRUN”或“REMOTE”位,只要按下本机“DISENGAGE”按钮,离合器电磁阀就会断电,使离合器松开啮合。
(4)磨机浆液箱和搅拌机
碾磨的石灰石浆液被搜集在磨机浆液箱里。
顶装式搅拌机
 升级会员
升级会员 