桥面板系制作作业指导书解读.docx
《桥面板系制作作业指导书解读.docx》由会员分享,可在线阅读,更多相关《桥面板系制作作业指导书解读.docx(13页珍藏版)》请在冰豆网上搜索。
桥面板系制作作业指导书解读
桥面板系制作作业指导书
1工艺流程图
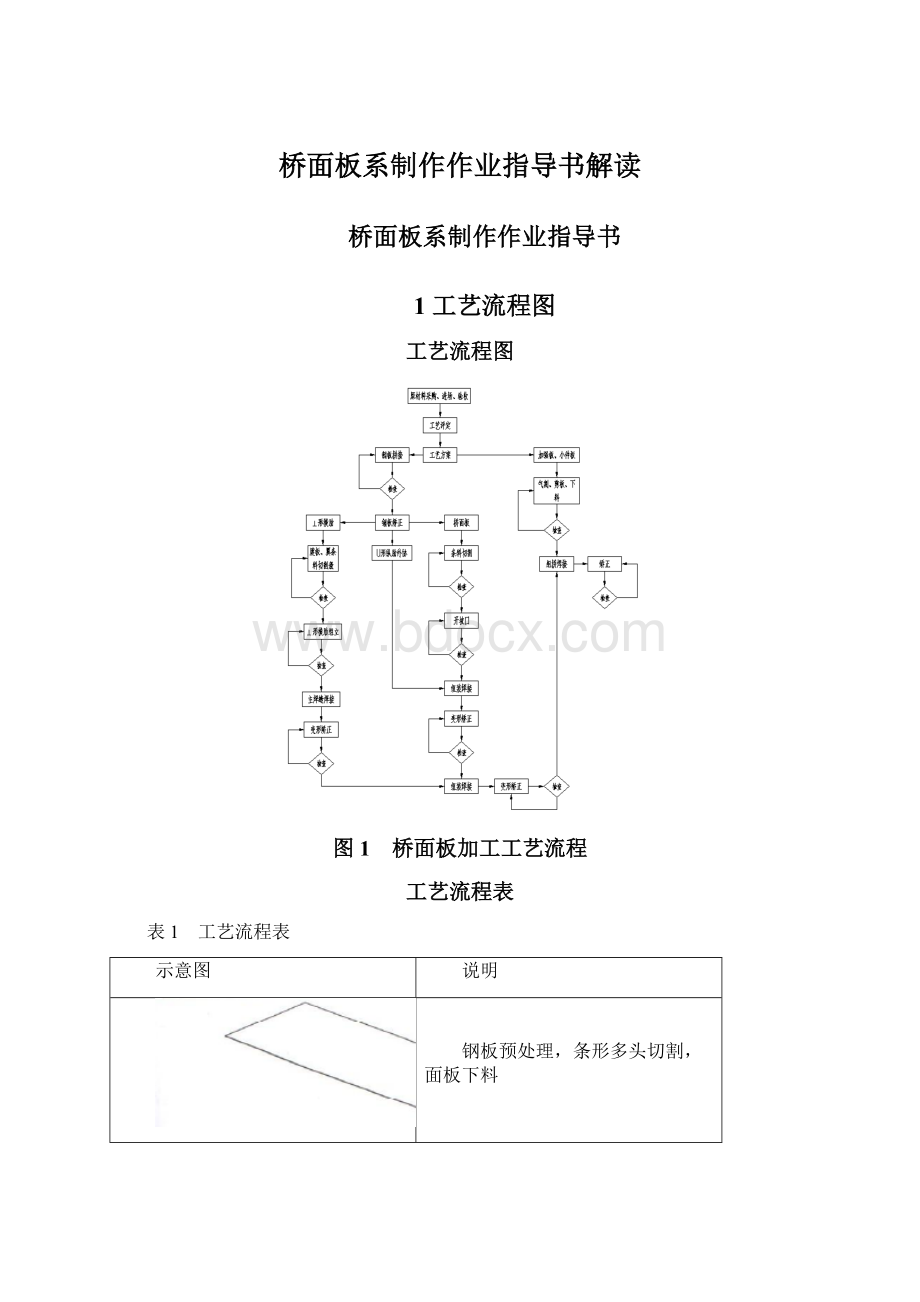
工艺流程图
图1 桥面板加工工艺流程
工艺流程表
表1 工艺流程表
示意图
说明
钢板预处理,条形多头切割,面板下料
横梁腹板数控精密切割
U肋板下料,双面铣边,开坡口
U肋压制成型及钻孔
横梁底板下料
底板与腹板组拼焊接,钻孔
面板与U肋在胎架中组拼焊接,矫正
在胎架中先铺设桥面系板单元,再加装横梁并焊接,矫正
2下料
拼接
2.1.1钢板长度不够时,应在下料前进行接长。
2.1.2焊接⊥形截面钢的盖板拼接长度不小于2倍板宽,盖、腹板拼接长度均不应小于1000mm,宽度均不应小于200mm,其长度与钢板轧制方向一致。
横向接料焊缝轴线距孔中心线不宜小于100mm。
翼缘板与腹板拼接焊缝错开,两者的间距应符合要求,见表2。
表2 翼缘板拼接缝与腹板拼接缝的间距规定
板厚t
翼缘板拼接缝和腹板拼接缝的间距
t<25
≥200
25≤t≤80
≥400
t>80
≥500
2.1.3拼接焊缝位置应避开跨中1/3的跨中范围,盖缘、腹板对接焊缝与加劲板也应错开100mm以上。
2.1.4组对时控制对口错边和对口间隙缝,组装对口的误差应符合的要求,见表3。
表3 钢板对口拼接装配允许误差
项目
允许偏差
图例
对口错边Δ
t/10,且不应大于3.0
间隙a
1.0
切割
2.1.5领取经检验合格的材料,检查钢板的材质、规格、尺寸是否同图纸要求一致,一致后才能进行切割。
正式切割前应试割同类钢板余料,调整切割参数及割嘴的气路的畅通性。
2.1.6钢板材料下料前应对钢板的不平度进行检查,一般要求:
(1)厚度≤15mm,在1米长度内的不平度不大于1.5mm。
(2)厚度>15mm,在1米长度内的不平度不大于1mm。
2.1.7切割下料应使用门式多头切割机,防止切割件产生马刀弯,上下面板采用精密切割,不再对面板切割边进行机加工,仅打磨即可。
2.1.8横梁腹板数控精密切割,具体要求如下:
腹板任意两槽口间距允许偏差±2mm,相邻两槽口间距±1mm,槽口两端允许偏差0mm~+2mm;
开口深度允许误差±2mm;
腹板长度允许偏差-2mm~0mm,宽度允许偏差0mm~+1.5mm。
2.1.9吊钢板至气割平台上,将切割区域表面的铁锈、油污等杂质清除干净,调整钢板边缘与导轨的平行度在0.5毫米/米范围内。
2.1.10调整割枪与板面的垂直度,并设定好后拖量,进行点火切割,切割后清除熔渣和氧化皮,批量切割时首件应进行严格检查,检查尺寸合格后方能继续切割。
2.1.11切割完成后,应将割渣去除干净,超标割纹应补焊,打磨匀顺。
2.1.12切割的公差和质量应满足下表4的规定。
表4 切割表面质量要求
项目
等级
备注
主要零件
次要零件
表面粗糙度Ra
25μm
50μm
按GB/T1031-2009用样板检测
崩坑
不允许
1m长度内容许有1处1mm
深度小于2mm时,可磨修匀顺,当深度超过2mm时,应先补焊,然后磨修匀顺
塌角
圆角半径≤1mm
—
切割面垂直度
≤0.05t,且不大于2.0mm
t为钢板厚度
零件矫正与弯曲
2.1.13零件矫正宜采用冷矫,矫正后的钢材表面不应有明显的凹痕和损伤。
2.1.14零件冷矫的温度不宜低于-12℃。
2.1.15采用热矫时,加热温度控制在600℃~800℃,设计文件有要求时,按设计文件规定执行。
温度降至室温前,不得锤击钢材和用水急冷。
2.1.16主要零件冷作弯曲时,环境温度不宜低于-5℃,内侧弯曲半径不宜小于板厚的15倍。
零件热煨温度应控制在900℃~1000℃,设计文件有要求时,按设计文件规定执行。
弯曲后的零件边缘不得产生裂纹。
2.1.17零件矫正允许偏差应符合的表5规定。
表5 零件矫正允许偏差
零件
名称
简图
说明
允许偏差(mm)
钢板
平面度
每米范围
f≤1.0
直线度
全长范围
l≤8m
f≤2.0
l>8m
f≤3.0
零件基本尺寸
2.1.18零件尺寸允许偏差符合的表6规定
表6 零件尺寸允许偏差
⊥形杆件
盖板宽度
±2.0mm
腹板宽度
根据盖板厚度及焊接收缩量确定
2.1.19根据排版图在切板中间位置标明切板编号和规格尺寸。
2.1.20检查合格后,按照要求做好标记。
坡口切割
2.1.21坡口气割应采用气割小车,严禁手工切割。
3⊥形杆组装
组装前准备工作
3.1.1翼、腹板装配区域用砂轮打磨去除其氧化层,区域范围是装配接缝两侧30~50mm内。
3.1.2在翼板上分别标志处腹板定位基准线,便于组装时检查。
组装方法
3.1.3⊥形钢组立应采用⊥钢组立机组立。
3.1.4组立前应调整组立机组对轮的左右间隙尺寸,送入翼缘板与腹板。
组立机最对轮的左右夹紧,校对腹板在翼缘板中心线位置是否准确,无误后开始机械组对,装配点固焊。
图2 ⊥钢组立机组装图
3.1.5组立时,以一端为基准对齐,之后随工件的移动,随时用钢板尺检查两侧距离是否均匀一致。
3.1.6装配组立应严密,翼腹板间隙≤1mm,点焊时,必须压紧上轮。
如果因切割原因造成间隙时,则应予以适当补焊,将缝隙填满,但不得焊得过高。
3.1.7⊥钢组立时,翼板与腹板中心线对中,偏差≤1mm。
3.1.8定位焊焊缝长度视钢板厚度可为30~50mm,间距为400~500mm。
定位焊应距端部30mm以上。
焊脚尺寸应满足4mm≤K≤8mm,且不得大于设计焊脚尺寸的一半,并及时打磨起熄弧处。
3.1.9定位焊前应检查焊件的集合尺寸、坡口形式、根部间隙和焊接部位的清理情况等,并按要求进行预热,如不符合要求不得实施定位焊。
3.1.10在焊接开始前,所有定位焊缝都应打磨并在起弧和熄弧处倒角。
定位焊进行外观检查,不得有裂纹、夹渣、气孔、焊瘤等缺陷。
定位焊如出现开裂,须先查明原因,然后用碳弧气刨清除掉、打磨光顺,再由装配人员重新定位施定位焊。
3.1.11组装允许偏差应符合表8的规定。
表8 组装允许偏差
序号
图例
项目
允许偏差
1
盖板中心与腹板中心线偏移Δ
1.0
2
腹板平面度Δ
1.0
3
盖板倾斜Δ
0.5
4
组装间隙Δ
1.0
5
纵梁、横梁、联结系杆件高度h
+1.5
0
3.1.12⊥形钢主焊缝焊接前,必须在焊缝两端加装引、熄弧板。
引、熄弧板板厚同构件,长100mm、宽80mm,引、熄弧板与构建端头之间应贴严,防止焊接时烧穿,影响构件端头焊缝质量,合格后方可转入下道工序。
4焊接
主焊缝焊接
4.1.1⊥钢主焊缝多为双面角焊缝,采用CO2气体保护,焊接时可采用反变形法;桥面板为对接焊缝,桥面板之间焊接应采用陶瓷衬垫CO2气体保护自动焊单面焊双面成型工艺。
先用CO2气体保护自动焊打底,上面用埋弧自动焊盖面。
4.1.2焊接前,应调试焊接行走速度。
引弧在引弧板上,收弧在熄弧板上,引燃电弧后立即观察操作盘上的电流、电压表的大小,同时调整焊接参数到设定值。
4.1.3焊接前可对⊥钢盖板进行反变形,如图1-1.
1-1翼缘板反变形示意图
4.1.4焊接参数见焊接工艺卡。
4.1.5焊工操作应熟练,焊接过程中随时观察检查焊接状态,焊前必须检查焊剂、焊丝是否充足,焊剂下送与回收是否顺畅,尽可能地避免出现焊接故障导致焊接中断的现象。
4.1.6主焊缝同一条焊缝两面焊道焊接过程中,要求对称焊接且同方向。
严禁在⊥钢正反面焊接过程中采用交叉反方向焊接。
4.1.7在多层多道焊接过程中,每侧焊道严禁一次焊完,应做到随时测量角度变化,进行频繁翻身对称焊接。
5U肋变形
U肋需压弯试验获取反弹量,然后正式压制U肋,具体要求如下:
1、开口宽度
;2、底宽度
;3、肢高误差±1.5mm,两边肢高差绝对值≤2mm;4、旁弯和竖弯允许变差L/1000或6mm,取最小值。
6部件组焊
U肋与面板组拼,采用模具,重物压紧,定位焊,拼装时重点检查U肋间距允许偏差±1mm,U肋拼装间隙不大于0.5mm。
⊥形肋与面板组拼时,面板两端依次垫高,保证拼装间隙不大于0.5mm,同时⊥形肋拼装间距允许偏差±1mm。
焊接采用CO2气体保护自动焊,先焊U肋与面板,然后U肋与面板组合件拼装焊接,最后焊⊥形肋与面板,焊接时两边对称焊接且面板须四边钢性固定,保证相同部件间的焊接顺序相同。
7矫正
操作要求
7.1.1做好矫前准备,检查氧、乙炔、工具情况,选择合适的烤枪、喷嘴。
7.1.2了解矫正件的材质,及其塑性、结构特性、刚性、技术条件及装配关系等,找出变形原因。
7.1.3用目测、直尺、粉线等工具测量变形尺寸,确定变形大小,并分析变形的类别。
7.1.4确定加热位置和加热顺序,考虑是否需要加外力。
7.1.5确定加热范围、温度和深度。
一般对于变形大的大工件,其加热温度为600~800℃,焊接件的矫正温度为700~800℃。
7.1.6检查矫正质量,对未能达到质量要求的范围进行再次的火焰矫正。
校正量过大的应在反方向进行火焰矫正,直到符合技术要求。
7.1.7一般件经矫正后不需做退火处理,但对有专门技术规定的矫正件需做退火处理,以消除矫正应力。
焊接件的退火温度一般为650℃。
7.1.8加热矫正后应缓慢冷却,禁止浇水冷却。
7.1.9同一部位加热矫正不得超过两次。
7.1.10⊥形杆件变形主要表现为弯曲变形和扭曲变形。
火焰矫正应先矫正扭曲变形,后矫正弯曲变形。
焊接角变形矫正。
7.1.11⊥钢焊接对称角变形是在焊接制造中产生的一种常见的焊接缺陷,采用矫正机进行角变形能满足质量检验要求的。
7.1.12在校正时应避免一次矫正到位,以逐步加压多次矫正为宜,矫正后进行检查。
7.1.13焊接上拱矫正,在腹板上用烤刀加热角形区域如图1-2所示,上拱一次加热矫正
不到位,可继续加热矫正。
7.1.14旁弯矫正,在面板上一侧凸起部分,用烤刀加热只角形区域,或一侧用线状加热,如图1-3、图1-4所示。
1-2热矫拱形示意图1-3热矫旁弯示意图1-4⊥形杆件旁弯矫正线状加热部位
7.1.15矫正后的⊥形横梁允许偏差如下:
盖板倾斜允许偏差0.5mm;
高度允许误差0mm~+1.5mm。
8钻孔
划线
8.1.1制孔前应在面板两端的中间位置划出以腹板为中心的中心线,再由中心向两端分尺寸,在钻孔防线焦点处打上样冲眼,钻孔前必须先复查孔距尺寸,无误后再钻孔。
8.1.2安装钻孔模板时应以面板上的划的中心线为基准纵向对称,长度误差应均分。
钻孔
8.1.3当⊥形杆腹板有孔时,先用覆盖钻孔模板钻盖板上,再盖板上孔位定位,用钻孔模板钻孔;U肋先压制变形然后用模板钻孔。
8.1.4先用小钻头钻中心孔,之后再用大钻头加工尺寸孔。
8.1.5不论采用何种钻床钻孔,对钻出的第一构件进行检查,若符合图纸的要求,方可进行后续的钻孔。
8.1.6螺栓孔应成正圆柱形,孔壁表面粗糙度Ra不得大于25μm,孔缘无损伤不平,无刺屑。
8.1.7不得采用冲孔、气割孔。
8.1.8螺栓孔径允许偏差应符合表9的规定。
表9螺栓孔径允许偏差
序号
螺栓直径
螺栓孔径
允许偏差
孔径
孔壁垂直度
1
M12
14
+0.5
0
板厚t≤30时,不大于0.3;
板厚t>30时,不大于0.5。
2
M16
18
+0.5
0
3
M20
22
+0.7
0
4
M22
24
+0.7
0
5
M24
26
+0.7
0
6
M27
29
+0.7
0
7
M30
33
+0.7
0
8
>M30
>33
+1.0
0
8.1.9螺栓孔距允许偏差应符合表10的规定。
表10螺栓孔距允许偏差
序号
项目
允许偏差
主要杆件
次要杆件
1
两相邻孔距离
±0.4
±0.4
2
同一孔群任意两孔距
±0.8
±0.8
3
多组孔群两相邻孔群中心距
±0.8
±1.0
4
两端孔群中心距
l≤11m
±0.8
±1.5
l>11m
±1.0
±2.0
5
孔群中心线与杆件中心线的横向偏移
腹板不拼接
2.0
2.0
腹板拼接
1.0
—
6
杆件任意两面孔群纵、横向错位
1.0
—
读书的好处
1、行万里路,读万卷书。
2、书山有路勤为径,学海无涯苦作舟。
3、读书破万卷,下笔如有神。
4、我所学到的任何有价值的知识都是由自学中得来的。
——达尔文
5、少壮不努力,老大徒悲伤。
6、黑发不知勤学早,白首方悔读书迟。
——颜真卿
7、宝剑锋从磨砺出,梅花香自苦寒来。
8、读书要三到:
心到、眼到、口到
9、玉不琢、不成器,人不学、不知义。
10、一日无书,百事荒废。
——陈寿
11、书是人类进步的阶梯。
12、一日不读口生,一日不写手生。
13、我扑在书上,就像饥饿的人扑在面包上。
——高尔基
14、书到用时方恨少、事非经过不知难。
——陆游
15、读一本好书,就如同和一个高尚的人在交谈——歌德
16、读一切好书,就是和许多高尚的人谈话。
——笛卡儿
17、学习永远不晚。
——高尔基
18、少而好学,如日出之阳;壮而好学,如日中之光;志而好学,如炳烛之光。
——刘向
19、学而不思则惘,思而不学则殆。
——孔子
20、读书给人以快乐、给人以光彩、给人以才干。
——培根
 升级会员
升级会员 