工艺尺寸链题库.docx
《工艺尺寸链题库.docx》由会员分享,可在线阅读,更多相关《工艺尺寸链题库.docx(11页珍藏版)》请在冰豆网上搜索。
工艺尺寸链题库
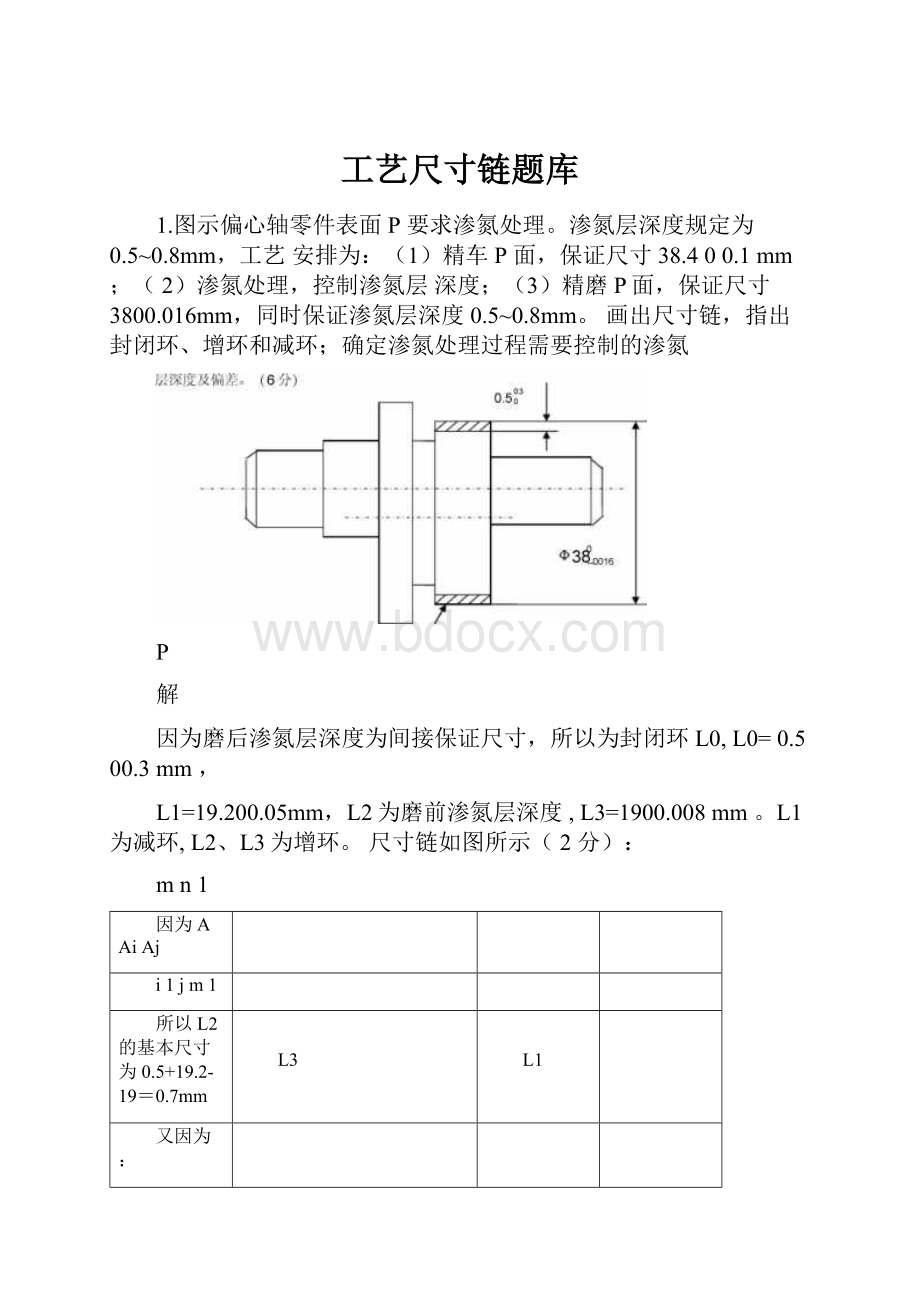
1.图示偏心轴零件表面P要求渗氮处理。
渗氮层深度规定为0.5~0.8mm,工艺安排为:
(1)精车P面,保证尺寸38.400.1mm;
(2)渗氮处理,控制渗氮层深度;(3)精磨P面,保证尺寸3800.016mm,同时保证渗氮层深度0.5~0.8mm。
画出尺寸链,指出封闭环、增环和减环;确定渗氮处理过程需要控制的渗氮
P
解
因为磨后渗氮层深度为间接保证尺寸,所以为封闭环L0,L0=0.500.3mm,
L1=19.200.05mm,L2为磨前渗氮层深度,L3=1900.008mm。
L1为减环,L2、L3为增环。
尺寸链如图所示(2分):
mn1
因为AAiAj
i1jm1
所以L2的基本尺寸为0.5+19.2-19=0.7mm
L3
L1
又因为:
mn1
ES0ESpEIq
L0
L2
p1qm1
mn1
EI0EIpESq
p1qm1
所以,ESL2=0.25mm,EIL2=0.008mm,即L2=0.700..02058mm。
(4分)
2.
下列三图中:
A)表示了零件的部分轴向尺寸,B)、C)为有关工序示意图,在B)工序中加工尺寸5000.1mm和1000.1mm,在C)工序中,加工尺寸H0h,试计算H和Δh值。
(12分)
1000.1mm,基准重合.图C的加工尺寸H0膆mm则转换了基准,从而间接保证了
mn1因为AAiAj,所以H的基本尺寸为50-4-10=36mm.
i1jm1
mn1mn1
又因为ES0ESpEIq,EI0EIpESq所以,
p1qm1p1qm1
0.20.1
ESH=-0.2mm,EIH=-0.3mm,即H=360.3mm,即H=35.70mm,Δh=0.1mm(8分)
3.
加工下述零件,以B面定位,加工表面A,寸链,指出封闭环、增环和减环并求出工序尺寸
A
±0.05
解绘出尺寸链图如示。
+0.2
L0=100
+0.05
30+0.05
L、30+0.050为增环
mn1因为AAiAj
i1jm1
50±0.05
m
又因为ES0ESp
p1
n1
EI
qm1
q,
m
EI0EI
p1
n1
ESq所以,
qm1
0.1
3000..105mm
ESL=0.2-0.05-0.05=0.1mm,EIL=0+0-(-0.05)=0.05mm,即L=
4分)
4.图示轴承座零件,Φ300.030mm孔已加工好,现欲测量尺寸80±0.05mm。
由于该尺寸不好直接测量,故改测尺寸H。
画出尺寸链,确定尺寸H的大小及偏差并指出封闭环、增环和减环。
(6分)
解
绘出尺寸链图如示
Φ
15
1分)
80±0.05是间接保证的,所以是封闭环。
Φ15+0.0150mm是Φ300.030mm孔的半径,是增环,H也是增环,尺寸链中没有减环。
(1分)
mn1
因为AAiAj,所以H的基本尺寸为80-15=65mm
i1jm1
n1
ESH=0.05-0.015=0.035mm,EIH=-0.05-0=-0.05mm,
即H=6500..00355mm(4分)
5.一轴套工件在车床上已加工好外圆、内孔和各表面,现需在铣床上以端面定位铣出表面C,保证尺寸2000.2mm,求铣C面工序尺寸。
(6分)
在铣床上以端面A定位铣出表面C,求铣C面工序尺寸即求端面A——C距离L1要求保证尺寸2000.2mm,所以尺寸2000.2mm为封闭环。
尺寸链如图所示,所以65±0.05为减环,4000.05、L1为增环。
(3分)
L1
0.05
400
200
0.2
65±0.05
mn1
因为AAiAj,所以L1的基本尺寸为65-40+20=45mm.
i1jm1
mn1mn1
又因为ES0ESpEIq,EI0EIpESq所以,
p1qm1p1qm1
0.1ESL=-0.1mm,EIL=-0.15mm,即H=450.15mm。
(3分)
6.图示工件A1=600-0.1,以底面A定位,加工台阶面B,保证尺寸A0=250.250,试确定工序尺寸A2。
(4分)
7.
7.图示箱体Ⅲ、Ⅳ孔中心距尺寸要求为(127±0.07)mm,因不好直接测量,改测内侧孔边距L2,试确定测量尺寸L2。
(4分)
建立尺寸链,其中孔心距L0为封闭环,Ⅲ、Ⅳ孔的半径L1、L3和孔边距L2是组成环(均为增环)。
(1分)由题意:
L1=40+0.002-0.009,L3=32.5+0.0150,L0=127±0.07,可求出:
L2=54.5+0.053-0.061(3分)
8.图示键槽孔加工过程如下:
1)镗内孔至D1=Φ49.80.0460;2)插键槽,保证尺
寸X;3)热处理;4)磨内孔至D2=Φ500.0300,同时保证键槽深度尺寸H=53.80.300试确定尺寸X的大小及公差。
(6分)
解
建立尺寸链如图所示(1分),H是间接保证的尺寸,因而是封闭环。
X、R2为
增环,R1为减环(1分)。
计算该尺寸链,可得到:
3分)
9.双联转子泵装配要求轴向装配间隙A0为0.05~0.15mm。
装配尺寸链如图。
相关尺寸为A31700.2mm,A4700.05mm,A51700.2mm,A64100..105mm。
试:
(1)通过计算分析确定能否采用完全互换法装配?
.
(2)若用修配法装配,A4为修配环,T4=0.05mm,确定修配环的尺寸及偏差,计算可能出现的最大修配量。
(12分)
A6
解
(1)采用完全互换法装配:
根据装配尺寸链,A3、A4、A5为减环,A6为增环。
所以封闭环基本尺寸为:
A0A6(A3A4A5)=0,偏差为:
A0maxA6max(A3minA4minA5min)=41.1-(16.8+6.95+16.8)=0.55mm;
A0minA6min(A3maxA4maxA5max)=41.05-(17+7+17)=0.05mm。
(2)采用修配法装配,A4为修配环,T4=0.05mm。
因为修配环A4为减环,在修配时使封闭环尺寸变大,即越修越大,应满足A0max=0.15mm。
即有:
A0maxA6max(A3minA4minA5min)=0.15mm,
0.40
0.35mm
所以A4min=41.1-(16.8+0.15+16.8)=7.35mm,由T4=0.05mm,得A4=7
最大修配量Fmax=TiT0(0.20.050.20.05)0.100.40mm(6分)10.误差复映现象是怎么产生的?
有什么特点?
若一个工艺系统,其误差复映系数为0.5,工件在本工序前的圆度误差0.5mm,为保证本工序0.01mm的形状精度,本工序最少走刀几次?
(6分)(ln0.01=-4.605,ln0.5=-0.693)解
工艺系统的刚度视为常量时,若毛坯存在形状误差或材料硬度不均匀,使切削力产生变化,工艺系统受力变形随之变化而产生的尺寸、形状加工误差即误差复映现象。
(2分)
特点:
毛坯表面上的误差传递到加工表面上,加工表面上必然也有同样性质的误差。
(2分)
因为Δgn=εnΔm
所以0.01=(0.5)n0.5
化简取对数得:
n=5.64所以本工序最少走刀6次(2分)
1分)
10+0.20是间接保证的,所以是封闭环。
50±0.05是减环,
(1分)。
,所以L的基本尺寸为10+50-30=30mm
 升级会员
升级会员 