电镀生产线的PLC控制.docx
《电镀生产线的PLC控制.docx》由会员分享,可在线阅读,更多相关《电镀生产线的PLC控制.docx(10页珍藏版)》请在冰豆网上搜索。
电镀生产线的PLC控制
电镀生产线的PLC控制
一.课题分析
1课题要求:
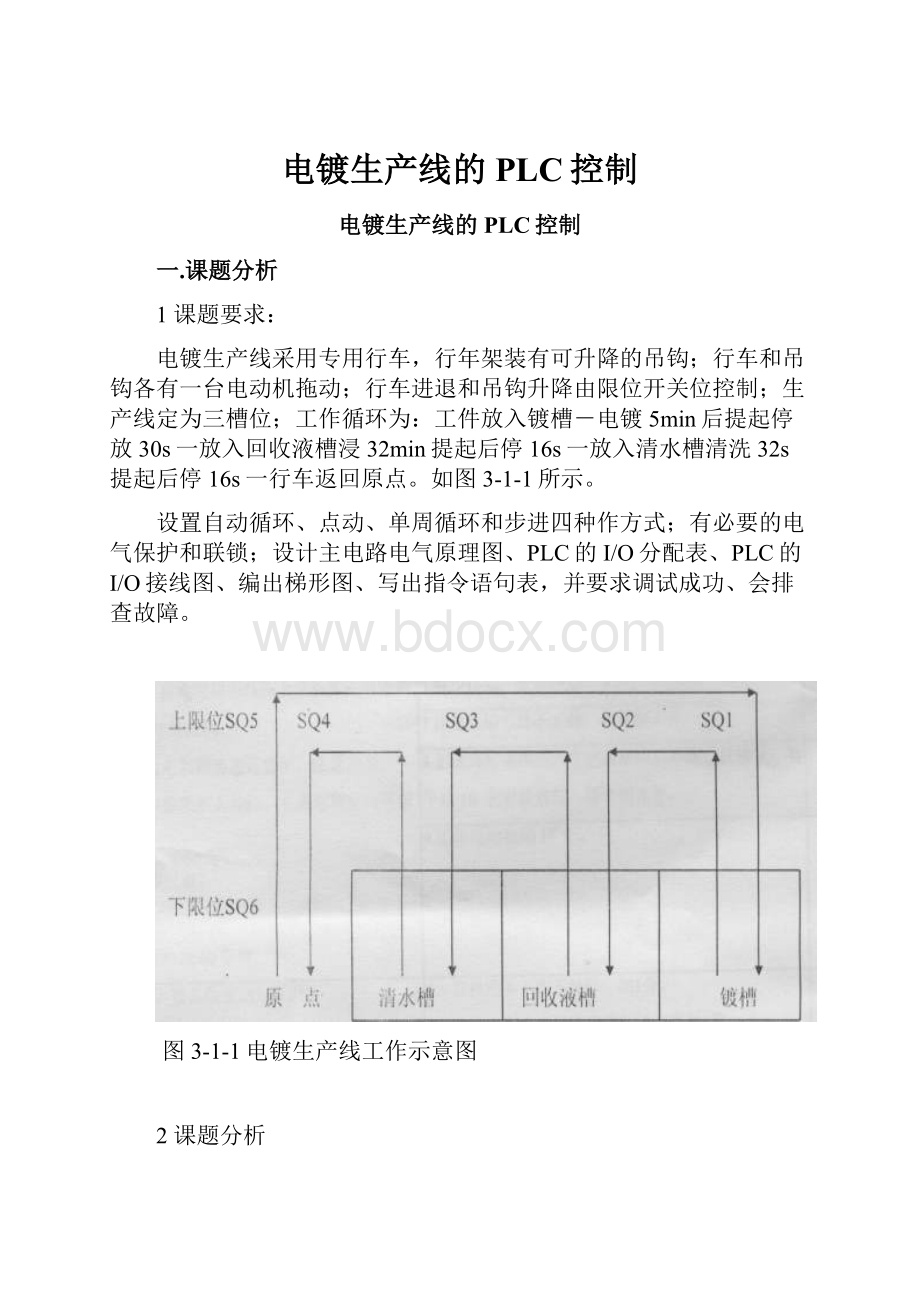
电镀生产线采用专用行车,行年架装有可升降的吊钩;行车和吊钩各有一台电动机拖动;行车进退和吊钩升降由限位开关位控制;生产线定为三槽位;工作循环为:
工件放入镀槽-电镀5min后提起停放30s一放入回收液槽浸32min提起后停16s一放入清水槽清洗32s提起后停16s一行车返回原点。
如图3-1-1所示。
设置自动循环、点动、单周循环和步进四种作方式;有必要的电气保护和联锁;设计主电路电气原理图、PLC的I/O分配表、PLC的I/O接线图、编出梯形图、写出指令语句表,并要求调试成功、会排查故障。
图3-1-1电镀生产线工作示意图
2课题分析
电镀生产线按照其工艺要求和规模一般设计有两台行车、三台行车和四台行车工作,每台行车都根据已编制好的各自的程序运行;对于行车的自动控制,早期是采用继电器逻辑电路和顺序控制器,发展至今其控制方式已采用可编程控制器PLC作为核心控制部件,其控制更为安全、可靠、方便、灵活,自动化程度更高。
本课题要求在一条电镀自动生产线上用PLC控制行车及挂钩的自动控制系统。
PLC采用“顺序扫描,不断循环”的工作方式,每次扫描过程。
集中对输入信号进行采样。
集中对输出信号进行刷新,输入刷新过程。
当输入端口关闭时,程序在进行执行阶段时,输入端有新状态,新状态不能被读入。
只有程序进行下一次扫描时,新状态才被读入。
一个扫描周期分为输入采样,程序执行,输出刷新。
元件映象寄存器的内容是随着程序的执行变化而变化的。
扫描周期长短由三条决定。
CPU执行指令的速度;指令本身占有的时间;指令条数。
由于采用集中采样。
集中输出的方式。
存在输入/输出滞后的现象,即输入/输出响应延迟。
PLC是通过运行编写的用户程序实现控制任务的。
PLC中的程序由系统程序和用户程序两部分组成,系统程序由PLC生产厂家提供,它支持用户程序的运行;用户程序是用户为完成特定的控制任务而编写的应用程序。
本课题可以采用起保停以及以转换为中心的方法编写程序,分为四个小块来完成:
(1)其中按钮SB1(X0)启动,SB2(X7)停止
(2)当闭合SA1则实现自动循环,若闭合SA4则实现单周期的控制方式。
(3)将开关拨动到SA2后,按一下启动按钮SB1后则开始工作,当碰到下一个极限行程开关后就停止,从而实现步进控制
(4)当开关拨动到SA4时,按住SB3、SB4、SB5、SB6则可以完成相应的工作过程,放开按钮则立即停止,实现对工作过程的手动控制。
二、设计主电路
电气原理图是根据电气控制系统的工作原理,采用电器元件展开的形式,利用图形符号和项目符号表示电路各电器元件中导电部件和接线端子连接关系的电路图。
电气原理图并不按电器元件实际布置来绘制,而是根据它在电路中所起的作用画在不同的部位上。
电气原理图具有结构简单、层次分明的特点,适合研究和分析电路工作原理,在设计研发和生产现场等方面得到广泛应用。
电气原理图一般分为主电路和辅助电路两部分,在本次设计中我们着重分析了主电路图。
在本设计中,根据电镀生产线的工艺要求,只需用两台电机分别控制吊钩的上升、下降和行车的左行、右行。
主电路如图3-2-1。
图中,接触器KM1,KM2控制电动机M1的正、反转,实现吊钩的上升和下降,接触器KM3,KM4控制
电动机M2的正、反转,实现行车的向右和向左。
图3-2-1电镀生产线PLC电气控制设计主电路图
三、设计PLC的I/O分配表
如表3-1所示是PLC的I/O分配表,其详细列出了输入输出的元件符号、编号、功能等,其中输出元件对应于电机的正、反转,Y0作为吊环电机M1的正转,控制生产线中的上升阶段;Y2作为电机M1的反转输出控制吊环下降;而Y1则是作为电机M2的正转输出控制右行;Y3是电机M2的反转输出信号控制其生产过程中的左行阶段。
表3-1PLC的I/O分配表
输入
输出
PLC编号
元件符号
功能
PLC编号
元件符号
功能
X0
SB1
启动
Y0
KM1
上升
X7
SB2
停止
Y2
KM2
下降
X5
SQ5
上限位
Y1
KM3
右行
X6
SQ6
下限位
Y3
KM4
左行
X1
SQ1
右限位
X2
SQ2
回收液槽限位
X3
SQ3
清水槽限位
X4
SQ4
左限位
X13
SA1
手动
X11
SA2
步进
X12
SA3
单周期
X10
SA4
连续
X14
SB3
上升
X15
SB4
下降
X16
SB5
右行
X17
SB6
左行
四、设计PLC的I/O接线图
如图3-4-1所示,为电镀生产线控制系统的I/O接线图,其中SB1、SB2、SB3、SB4、SB5、SB6为按钮开关,均需要用手操控其作用;SQ1、SQ2、SQ3、SQ4、SQ5、SQ6为行程开关,分别置于不同的限位上,用于控制电机的上下左右;SA1、SA2、SA3、SA4为拨动开关或者是旋转开关,主要用于手动、单周期、自动循环、步进这四种工作方式的选择与切换。
图3-4-1电镀生产线控制系统的I/O接线图
五、设计功能图
如图3-5-1是电镀生产线控制的PLC控制功能图,功能图主要用于描述电镀生产线控制系统的工作过程,功能及其特性,是分析、设计该电器系统控制程序的主要根据,主要有步、有向连线、转换、转换条件和命令组成,在本设计中更具PLC的具体情况,我们选择如图中M0~M20作为功能图的步,将整个电镀生产过程分成了许多步,每步完成各自不同的动作,通过输入转换条件如X0~X17、T0~T5进行步间转换后,由不同的输出Y0、Y1、Y2、Y3从而驱动电机运行完成整个电镀生产过程。
顺序功能图的设计同时也为我们下一步的梯形图设计奠定了基础,
图3-5-1电镀生产线控制的PLC控制功能图
六、设计梯形图
梯形图如图3-6-1梯形图,为电镀生产过程的总控制图,根据设计的要求在总控制梯形图中每个生产控制方式由程序不同的部分来控制完成:
1如图3-6-1是完成控制系统的启动与停止
其中按钮SB1(X0)启动,SB2(X7)停止。
如图3-6-1系统的启动与停止梯形图
2如图3-6-2手动工作方式控制部分
当开关拨动到SA4时,按住SB3、SB4、SB5、SB6则可以完成相应的工作过程,放开按钮则立即停止,实现对工作过程的手动控制。
图3-6-2手动工作方式控制梯形图
3图3-6-3为步进工作方式的控制部分
将开关拨动到SA2后,按一下启动按钮SB1后则开始工作,当碰到下一个极限行程开关后就停止,从而实现步进控制。
图3-6-3进工作方式的控制梯形图
4如图3-6-4为单周期和自动循环工作方式的控制部分
当闭合SA1则实现自动循环,若闭合SA4则实现单周期的控制方式。
如图3-6-4单周期和自动循环工作方式梯形图
图3-6-5电镀生产线PLC控制系统梯形图
 升级会员
升级会员 