钢筋机械连接技术指导书.docx
《钢筋机械连接技术指导书.docx》由会员分享,可在线阅读,更多相关《钢筋机械连接技术指导书.docx(19页珍藏版)》请在冰豆网上搜索。
钢筋机械连接技术指导书
钢筋机械连接作业指导书
1、目的
明确钢筋机械连接作业的工艺流程、操作要点和相应的工艺标准,指导、规范钢筋机械连接作业施工。
2、适用的条件及范围
适用于贵广铁路GGTJ-12标段钢筋的机械连接。
3,施工工艺
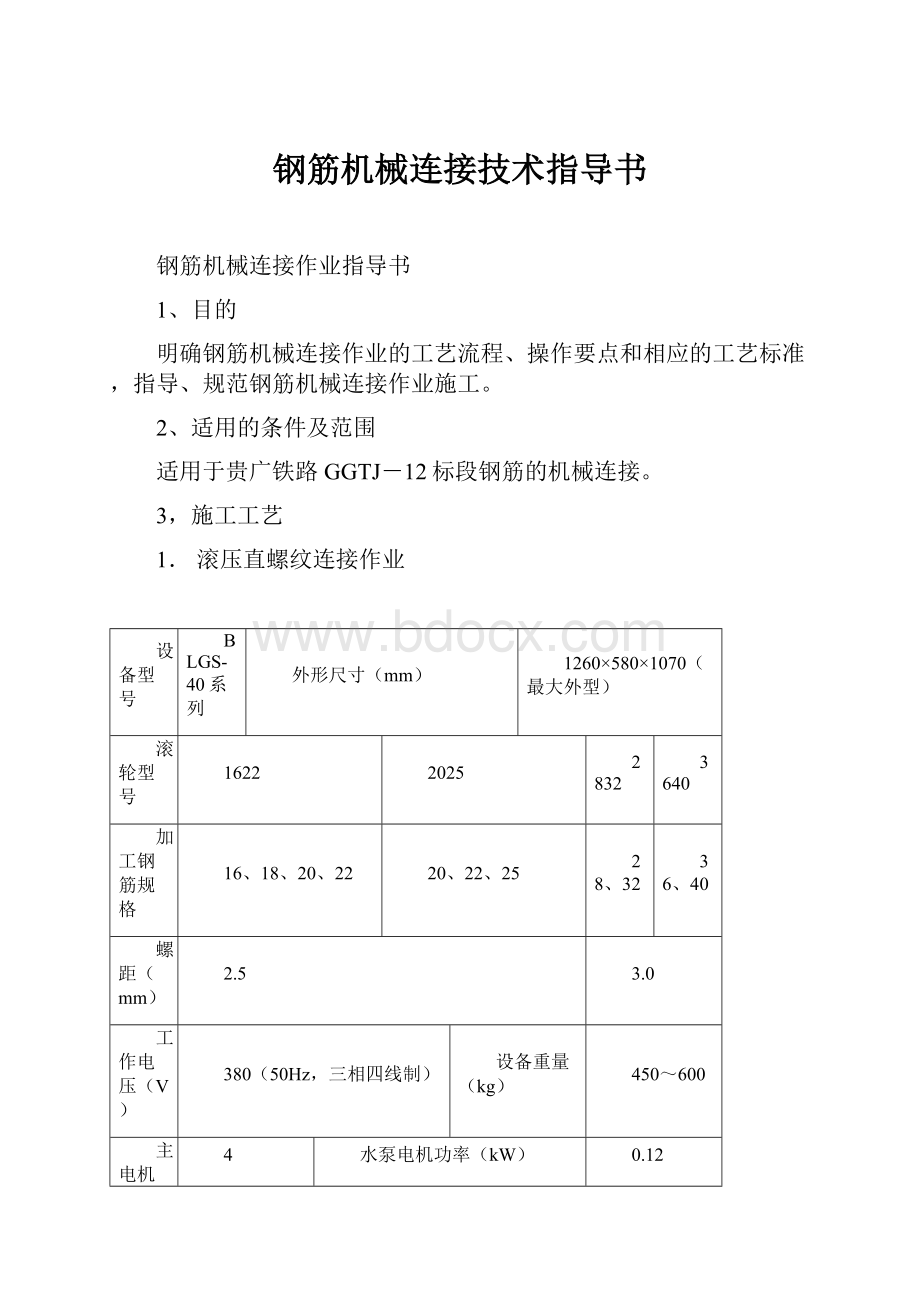
1.滚压直螺纹连接作业
设备型号
BLGS-40系列
外形尺寸(mm)
1260×580×1070(最大外型)
滚轮型号
1622
2025
2832
3640
加工钢筋规格
16、18、20、22
20、22、25
28、32
36、40
螺距(mm)
2.5
3.0
工作电压(V)
380(50Hz,三相四线制)
设备重量(kg)
450~600
主电机功率(kW)
4
水泵电机功率(kW)
0.12
1.JM钢筋剥肋滚丝设备
钢筋剥肋滚丝机是现场加工钢筋丝头的机械,是决定丝头质量和加工效率的关键因素。
JM型钢筋剥肋滚丝机由电控箱、虎钳组、张刀剥肋滚丝机构、减速机构、冷却机构、电机、机架等组成。
主要参数见下表:
2.JM剥肋滚压直螺纹连接套筒
直螺纹套筒是构成接头的重要组成部分,用45号优质碳素结构钢加工而成。
机械性能应符合下表要求:
项目
性能指标
屈服强度MPa
≥355
抗拉强度MPa
≥600
延伸率%
≥16
套筒尺寸参数如下:
型号规格
BG16
BG18
BG20
BG22
BG25
BG28
BG32
BG36
G40
适用钢筋
直径
φ16
φ18
φ20
φ22
φ25
φ28
φ32
φ36
φ40
套筒长度H
40
45
50
55
60
66
75
90
99
套筒外径D
25
28
31
33.5
38
42.5
48
54
60
螺纹大径
×螺距
M17
×2.5
M19
×2.5
M21
×2.5
M23
×2.5
M26
×2.5
M29
×3.0
M33
×3.0
M37
×3.0
M41
×3.0
备注
符合上表尺寸参数的直螺纹套筒满足HRB335、HRB400钢筋Ⅰ级接头连接要求
3.丝头加工工艺及接头组接
3.1准备工作
3.1.1设备、工具、附件、配电装置的准备
滚丝机必须平稳着落在坚实的地面上,保证工作时稳固可靠。
滚丝机机头前须搭设钢筋支架,待加工钢筋放在支架上,钢筋轴线与机头中心应在同一平面上。
常用工具有:
螺纹环规、定位块与棒、丝头保护帽、呆扳手(管钳)、测力扳手等。
加工现场要配备有漏电保护器的配电箱,箱内有三相四线插座(380V、20A)和接地端子。
其它附件、易损易耗件:
冷却润滑液、滚轮、滚针、垫片、滚轮轴、剥肋刀等。
3.1.2钢筋的准备
钢筋端面要平整,并与钢筋轴线垂直。
任何可能影响滚压螺纹牙型完整度的缺陷均应处理,如切口马蹄、翘边、坡度等。
距钢筋端头0.5米范围内不得有影响钢筋丝头加工质量的弯曲。
距钢筋端头0.3米范围内不得粘结沙土、砂浆等附着物。
3.1.3人员的准备
加工钢筋丝头班组,每台滚丝机配操作人员一名,还要有接头组接人员和辅助人员若干。
操作人员和接头组接人员必须经过培训,培训合格并取得操作证后方能上岗作业。
操作人员负责丝头加工和质量自检;辅助人员负责搬运钢筋,给钢筋丝头拧上塑料保护帽或套筒;组接人员负责工位安装组接钢筋接头。
3.2丝头加工
3.2.1丝头示意图如下:
JM丝头参数如下表:
钢筋
规格
Φ16
Φ18
Φ20
Φ22
Φ25
Φ28
Φ32
Φ36
Φ40
套筒
长度
40mm
45mm
50mm
55mm
60mm
66mm
75mm
90mm
99mm
公称直径×螺距
M17×
2.5
M19×
2.5
M21×
2.5
M23×
2.5
M26×
2.5
M29×
3.0
M33×3.0
M37×
3.0
M41×3.0
剥肋
直径
15.2-0.1
17.1-0.1
19.1-0.1
21.1-0.1
23.9-0.1
26.9-0.1
30.6-0.1
34.5-0.1
38.1-0.1
剥肋
长度
20-1.0
22.5-1.0
25-1.0
27.5-1.0
30-1.0
33-1.0
37.5-1.0
45-1.0
49.5-1.0
丝头
长度
20+2.5
22.5+2.5
25+2.5
27.5+2.5
30+2.5
33+3.0
37.5+3.0
45+3.0
49.5+3.0
丝头
扣数
8~9
9~10
10~11
11~12
12~13
11~12
12.5~13.5
15~16
16.5~17.5
备注
1.丝头长度公差比行业标准严1倍(行标为0~2扣);2.剥肋长度不含斜坡。
3.2.2批量加工前,先按上述丝头参数调试设备到相应的规格。
调试完成后在虎钳上夹一根短钢筋进行试滚压。
滚压丝头检测合格后方可正式加工。
3.2.3滚压按以下步骤进行:
a把滚丝机机座退至机架后极限位置;
b将待加工钢筋(与调整环规格相符)放在虎钳口内,移动钢筋使其端面顶到机头前放置的定位块,再用力扳动手柄把钢筋充分紧固,(为了便于钢筋的夹持与定位,钢筋的纵肋应与水平面平行);
c启动机器,冷却液流出稳定后,开始向前进刀。
当剥肋刀片开始接触钢筋端部时,进给速度要慢(防止钢筋偏心或钢筋的高纵肋把刀片打坏),剥肋至设定长度后剥肋刀片自动张刀,操作人员继续转动行走手柄,进行第二道工序—滚压;
d滚轮刚开始滚压钢筋时,操作力度要适当,操作力过小,机头无法跟进,力量过大则影响螺纹加工精度,滚轮滚压螺纹三、四圈后就会自动跟刀,此时可脱离人工操作,操作者可松开行走机构手柄,让机器自动滚压螺纹,到达设定长度后机器就会自动反转退回;
e当滚轮退出丝头后,再转动行走机构手柄把机头退回后极限位置。
按动主机停止按钮停机,取出钢筋,检查丝头螺纹质量,合格后立刻拧上塑料保护帽或套筒,抬至成品库码放待安装。
3.3接头组接
3.3.1组接直螺纹接头时应使用管钳或专用呆扳手。
3.3.2在组接时,再将钢筋丝头保护帽拆下,保证丝头清洁、无碰撞变形。
3.3.3一般接头的连接,先把套筒用手(或扳手)拧在一侧钢筋丝头上,到外露一扣左右;再将另一根钢筋拧进套筒的另一端,用扳手拧紧直到设定的力矩值为止;扳手要靠近套筒两侧。
3.3.4对于异径接头,应先拧粗钢筋,再拧细钢筋。
3.3.5对于钢筋不能转动的场合,需要用正反丝扣型接头。
安装时:
先把套筒正丝扣一端靠紧有正丝扣的钢筋、反丝扣一端靠紧有反丝扣的钢筋,并使三者在一条轴线;然后用手(或扳手)顺时针拧套筒,使两端的丝头旋入套筒内;再用两把扳手锁紧套筒两端的钢筋,用第三把扳手拧转套筒,直到钢筋顶紧,拧不动为止。
3.4两个钢筋笼之间的对接安装
钢筋笼成型后,钢筋不能转动,当需要将两个钢筋笼在工位接长时,只能采用旋转套筒的方式。
旋转套筒的方式有两种,一种是正反丝扣型,一种是加长丝扣型。
正反丝扣型在连接的过程中钢筋需要轴向移动,对单根不能旋转的钢筋采用这种形式是可行的,如隧道圆弧钢筋、墩身与帽承台之间的拐筋等,但对于钢筋笼的对接,要求连接每一个接头时整体钢筋笼均要轴向移动,操作难度极高,往往有一个接头拧不进去,整个钢筋笼无法连接,因而,一般采用加长丝扣型。
(注:
加长丝扣不能保证100%达到Ⅰ级接头指标,可以达到Ⅱ级,需要设计同意方可采用)。
采用加长丝扣型接头连接钢筋笼的工艺流程图及钢筋笼连接示意图见附件一。
4.现场质量检验
4.1丝头检验
4.1.1丝头的尺寸应符合3.2.1表中要求。
4.1.2丝头牙形及螺纹光洁度:
用目测检查该丝头有效长度内的牙形、螺纹光洁度及偏心,丝头牙型应饱满光洁,不完整螺纹(牙顶宽度大于0.3P)累计长度不超过二扣。
4.1.3加工的丝头应逐个进行自检,不合格的应重新加工;自检合格的丝头,应由现场质检员随机抽样进行检验。
一个工作班加工的丝头为一批,随机抽检10%,且不少于10个。
4.1.4丝头抽检合格率应不小于95%。
当小于95%时,应另抽取同样数量的丝头重新检验。
两次检验的总合格率不小于95%时,该批合格。
若小于95%,则逐个检验,合格者方可使用。
4.2接头外观检验
钢筋规格
Φ16
Φ18
Φ20
Φ22
Φ25
Φ28
Φ32
Φ36
Φ40
拧紧力矩
≥80N.m
≥160N.m
≥230N.m
≥300N.m
≥360N.m
4.2.1钢筋连接完毕后,检查标准型接头连接套筒外应有外露有效螺纹,且套筒单边外露有效螺纹不得超过2扣。
钢筋连接完毕后,拧紧力矩值应符合下表要求。
4.2.2接头的外观质量应100%自检,不合格的应重新调整或采取其他有效连接措施;自检合格的接头,应由现场质检员随机抽样进行检验。
相同施工条件的同规格连续生产的500个接头为一个检验批,不足500个也按一个检验批算。
每批随机抽检15%,且不少于75个。
4.2.3现场接头的外观抽检合格率应不小于95%。
当小于95%时,应另抽取同样数量的丝头重新检验。
两次检验的总合格率不小于95%时,该批合格。
若小于95%,则逐个检验,在检验出的不合格接头中,抽取三根接头进行抗拉强度检验,这三根全部合格时,该批外观合格。
4.3接头力学性能检验
4.3.1施工前,每种规格制作三根试件按JGJ107规定进行工艺检验,合格后
方可施工。
4.3.2同条件同规格连续生产的500个接头为一个检验批,不足500个也按一个检验批算。
按JGJ107规定进行检验。
4.3.3在现场连续检验10批,拉伸试件全部一次合格时,检验批接头数量可扩大为1000个。
引用标准
1.《钢筋机械连接通用技术规程》JGJ107
2.《滚轧直螺纹钢筋连接接头》JG163
第二部分镦粗直螺纹连接作业指导书
1.JM钢筋镦粗设备及套丝设备
钢筋镦粗机和套丝机是现场加工钢筋丝头的机械,是决定丝头质量和加工效率的关键因素。
JM型钢筋自动镦粗机主要由镦粗主机、自动泵站、电控系统、油管、电缆等组成。
主要参数见下表:
型号
LDJ-40
额定压力(MPa)
80
功率(kW)
5.5
镦粗速度(秒/头)
20~30
泵站尺寸(mm)
943×590×980
泵站重量(含油)kg
300
主机尺寸(mm)
1370×1000×1350
主机重量(kg)
1700
JM型套丝机主要由机架、减速机构、夹持机构(虎钳)、张刀机构、行走机构、车削机构、调整机构、冷却系统、电控系统等组成。
主要参数见下表:
型号
GTS-40系列
机头转数(转/分)
50~63
主电机功率(kW)
4
水泵电机功率(kW)
0.12
外形尺寸(mm)
1150×470×1070
重量(kg)
350~570
2.JM镦粗直螺纹连接套筒
直螺纹套筒是构成接头的重要组成部分,用45号优质碳素结构钢加工而成。
机械性能应符合下表要求:
项目
性能指标
屈服强度MPa
≥355
抗拉强度MPa
≥600
延伸率%
≥16
套筒尺寸参数如下:
型号规格
DZG16
DZG18
DZG20
DZG22
DZG25
DZG28
DZG32
DZG36
DZG40
适用钢筋
直径
φ16
φ18
φ20
φ22
φ25
φ28
φ32
φ36
φ40
套筒长度H
32
36
40
44
50
56
64
72
80
套筒外径D
25
28
31
33.5
38
42.5
48
54
60
公称螺纹
×螺距
M18
×2.5
M20
×2.5
M22
×2.5
M24
×2.5
M27
×3.0
M30
×3.0
M34
×3.0
M38
×3.0
M42
×3.0
备注
符合上表尺寸参数的直螺纹套筒满足HRB335、HRB400钢筋Ⅰ级接头连接要求
3.镦粗、套丝工艺及接头组接
3.1准备工作
3.1.1设备、工具、附件、配电装置的准备
镦粗机和套丝机必须平稳安放,保证工作时稳固。
两种设备并排而放,机头前须搭设公用钢筋支架,将钢筋放在支架上,钢筋轴线与机头中心应在同一平面上。
每台镦粗机配检测工具一套,其中包括直尺一把,卡规(或150mm游标卡尺)一把;套丝机须准备相应规格的环规。
另备丝头保护帽、呆扳手(管钳)等。
加工现场要配备有漏电保护器的配电箱,箱内有三相四线插座(380V、20A)和接地端子。
其它附件、易损易耗件:
冷却润滑液、梳刀等。
3.1.2钢筋的准备
钢筋端面要平整,并与钢筋轴线垂直,否则须用砂轮切断机切去端头。
距钢筋端头0.5米范围内不得有影响钢筋丝头加工质量的弯曲。
3.1.3人员的准备
加工钢筋丝头班组,每台镦粗机和套丝机各配操作人员一名,还要有接头组接人员和辅助人员若干。
操作人员和接头组接人员必须经过培训,培训合格并取得操作证后方能上岗作业。
操作人员负责丝头加工和质量自检;辅助人员负责搬运钢筋,给钢筋丝头拧上塑料保护帽或套筒;组接人员负责工位安装组接钢筋接头。
3.2镦粗加工
3.2.1镦粗头参数如下
钢筋规格
Φ16
Φ18
Φ20
Φ22
Φ25
Φ28
Φ32
Φ36
Φ40
镦粗头长度(mm)
≥16
≥18
≥20
≥22
≥25
≥28
≥32
≥36
≥40
镦粗头直径(mm)
18±0.5
20±0.5
22±0.5
24±0.5
27±0.5
30±0.5
34±0.5
38±0.5
42±0.5
3.2.2批量加工前,先按上述镦粗头参数调试镦粗设备及模具到相应的规格。
调试完成后试镦粗。
镦粗头符合上述要求后正式加工。
3.2.3镦粗按以下步骤进行:
a接通电源,按自动控制“启动”钮,镦粗头和夹具退至初始位置停止。
b将钢筋从镦粗机夹持模凹中部穿过,直顶到镦粗头端面不动为止。
钢筋纵肋面最好和水平面成45°左右角度,钢筋要全部落在模具中心的凹槽内。
c按下“启动”钮,镦粗机自动完成夹持-镦粗-松开全过程(大约20s左右)。
d镦粗完成后,抽出镦好的钢筋,检查镦粗头质量。
合格的转入下一道套丝工序。
3.2.4镦粗头质量检查内容方法为:
用直尺、卡规(或游标卡尺)检查钢筋镦粗头的外径、长度;
目测检查是否有弯曲、偏心、椭圆,表面有无裂纹等;
如检查有不合格,针对不合格原因调试设备和工艺,直至合格为止。
如有弯曲、偏心,应检查模具、镦粗头安装情况,钢筋端头垂直度、钢筋弯曲度;如椭圆度过大,要检查钢筋自身椭圆情况,以及选择的夹持方向、夹持力;如有表面裂纹,应检查镦粗长度,对塑性差钢筋要调整镦粗长度;如镦粗头外径尺寸不足或过大,应改变镦粗长度等。
3.3套丝加工
3.3.1丝头参数
钢筋规格
Φ16
Φ18
Φ20
Φ22
Φ25
Φ28
Φ32
Φ36
Φ40
公称直径×
螺距
M18×2.5
M20×3
M22×3
M24×3
M27×3
M30×3
M34×3
M38×3
M42×3
丝头长度
(mm)
16
18
20
22
25
28
32
36
40
3.3.2 丝头加工采用套丝机。
根据要加工的直径规格调试设备,试加工几个丝头检查合格后,正是批量加工。
3.3.3丝头加工步骤:
a旋转主机手柄把套丝机机头退至后极限位置,使刀座收刀;
b将镦粗好的钢筋穿过虎钳穿入套丝机,使端头与套丝机机头前端面平齐后,用虎钳夹紧;
c按启动按钮,机器启动。
待切削液流出并稳定后,旋转主机手柄向前进刀。
当梳刀开始接触钢筋时进刀速度要慢一些(开始进刀过快会降低刀具使用寿命);
d当梳刀在钢筋上套出两、三圈螺纹并感觉到自动进刀时,操作者可松开手柄,机头会自动跟进、切削;
e螺纹加工到设定长度后,机器会自动跳刀停止前进。
此时再转动主操作手柄把机头退回原点位置,停机;
f打开虎钳取下钢筋,检查丝头合格后,戴上保护帽或套筒,至此一个试加工周期完成。
3.4接头组接
3.4.1组接直螺纹接头时应使用管钳或专用呆扳手。
3.4.2在组接时,再将钢筋丝头保护帽拆下,保证丝头清洁、无碰撞变形。
3.4.3一般接头的连接,先把套筒用手(或扳手)拧在一侧钢筋丝头上,到外露一扣左右;再将另一根钢筋拧进套筒的另一端,用扳手拧紧直到设定的力矩值为止;扳手要靠近套筒两侧。
3.4.4对于异径接头,应先拧粗钢筋,再拧细钢筋。
3.4.5对于钢筋不能转动的场合,需要用加长丝扣型接头。
加长丝头连接:
把锁母、套筒依次旋入加长丝头一侧,使套筒端面与钢筋端面平齐,将待连接钢筋(带标准丝头)端面对准靠在长丝端面,反向旋转套筒旋入标准丝头一侧,两端旋入长度一致后,用扳手锁紧螺母即可。
3.4.6所有形式的接头在拧紧后,钢筋外露有效螺纹不超过一圈,即合格。
3.5两个钢筋笼之间的对接安装
钢筋笼成型后,钢筋不能转动,当需要将两个钢筋笼在工位接长时,只能采用旋转套筒的方式,即加长丝扣型。
采用加长丝扣型接头连接钢筋笼的工艺流程图及钢筋笼连接示意图见附件一。
4.现场质量检验
4.1丝头检验
4.1.1丝头的尺寸应符合3.3.1表中要求。
4.1.2丝头牙形及螺纹光洁度:
用目测检查该丝头有效长度内的牙形、螺纹光洁度及偏心,丝头牙型应饱满光洁,不完整螺纹(牙顶宽度大于0.3P)累计长度不超过一个周长。
注:
加长型丝头螺纹,只要求丝头前端(套筒一半长度范围内)的牙型完整即可。
4.1.3加工的丝头应逐个进行自检,不合格的应重新加工;自检合格的丝头,应由现场质检员随机抽样进行检验。
一个工作班加工的丝头为一批,随机抽检10%,
且不少于10个。
4.1.4丝头抽检合格率应不小于95%。
当小于95%时,应另抽取同样数量的丝头重新检验。
两次检验的总合格率不小于95%时,该批合格。
若小于95%,则逐个检验,合格者方可使用。
4.2接头外观检验
钢筋规格
Φ16
Φ18
Φ20
Φ22
Φ25
Φ28
Φ32
Φ36
Φ40
拧紧力矩
≥100N.m
≥180N.m
≥240N.m
≥300N.m
≥360N.m
4.2.1钢筋连接完毕后,检查标准型接头连接套筒外应有外露有效螺纹,且套筒单边外露有效螺纹不得超过1扣。
钢筋连接完毕后,拧紧力矩值应符合下表要求。
4.2.2接头的外观质量应100%自检,不合格的应重新调整或采取其他有效连接措施;自检合格的接头,应由现场质检员随机抽样进行检验。
相同施工条件的同规格连续生产的500个接头为一个检验批,不足500个也按一个检验批算。
每批随机抽检10%。
4.2.3现场接头的外观抽检合格率应不小于95%。
当小于95%时,应另抽取同样数量的丝头重新检验。
两次检验的总合格率不小于95%时,该批合格。
若小于95%,则逐个检验,在检验出的不合格接头中,抽取三根接头进行抗拉强度检验,这三根全部合格时,该批外观合格。
4.3接头力学性能检验
4.3.1施工前,每种规格制作三根试件按JGJ107规定进行工艺检验,合格后
方可施工。
4.3.2同条件同规格连续生产的500个接头为一个检验批,不足500个也按一个检验批算。
按JGJ107规定进行检验。
4.3.3在现场连续检验10批,拉伸试件全部一次合格时,检验批接头数量可扩大为1000个。
引用标准
1.《钢筋机械连接通用技术规程》JGJ107
2.《镦粗直螺纹钢筋接头》JG171
附件一直螺纹连接钢筋笼的工艺流程及安装图
1.1工艺流程图如下:
13.用扳手检测拧紧程度;
14.目测检查上端丝扣外露情况(最多外露2扣);
15.外观检验100%合格后,做拉伸抽检。
每500个为一批,做三根一组拉伸检验。
连续10批合格则可扩大为每1000个接头做一组拉伸检验。
钢筋笼地面制作
(见图2)
钢筋笼工位安装对接
(见图3)
接头检验
1.2加工制作及安装示意图如下:
图1钢筋标准丝及加长丝示意图
图2钢筋笼制作示意图
图3钢筋笼组接示意图
2.2加工制作及安装示意图如下
图4钢筋及标记示意图
图5钢筋笼制作示意图
图6钢筋笼组接示意图
 升级会员
升级会员 