生产能力评估.docx
《生产能力评估.docx》由会员分享,可在线阅读,更多相关《生产能力评估.docx(15页珍藏版)》请在冰豆网上搜索。
生产能力评估
主要产品生产能力评估
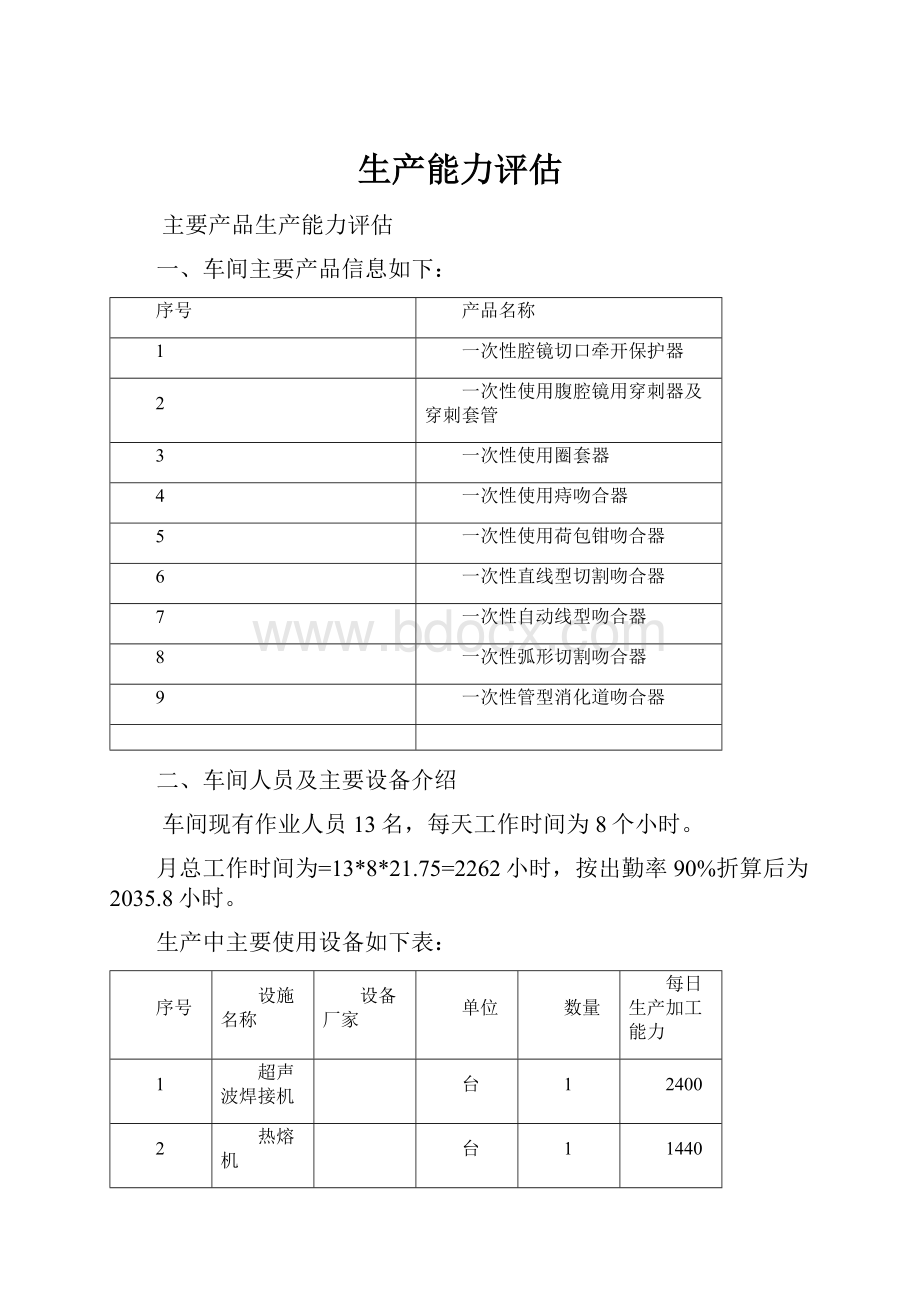
一、车间主要产品信息如下:
序号
产品名称
1
一次性腔镜切口牵开保护器
2
一次性使用腹腔镜用穿刺器及穿刺套管
3
一次性使用圈套器
4
一次性使用痔吻合器
5
一次性使用荷包钳吻合器
6
一次性直线型切割吻合器
7
一次性自动线型吻合器
8
一次性弧形切割吻合器
9
一次性管型消化道吻合器
二、车间人员及主要设备介绍
车间现有作业人员13名,每天工作时间为8个小时。
月总工作时间为=13*8*21.75=2262小时,按出勤率90%折算后为2035.8小时。
生产中主要使用设备如下表:
序号
设施名称
设备厂家
单位
数量
每日生产加工能力
1
超声波焊接机
台
1
2400
2
热熔机
台
1
1440
3
激光打标机
台
1
2880
4
台式封口机
台
1
1440
5
连续封口机
台
1
4800
三、根据生产工艺及人工动作测定工艺用时:
1)一次性腔镜切口牵开保护器其主要工艺如下:
产能约510个/天
序号
名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
下通道点胶
1
40
1
40
576
2
下通道装下固定座
1
90
2
45
512
3
密封通道装上固定座
1
15
1
40
576
4
装锁块、锁块销、弹簧
1
15
5
组装基座、锁紧圈
1
10
6
密封通道和基座组装
1
10
1
35
658
7
总装配
1
5
8
擦吸塑盒
1
10
9
封吸塑盒
1
40
1
40
576
10
贴透析条形码
1
3
1
43
536
11
封中包装、装箱
1
40
2)一次性使用腹腔镜用穿刺器及穿刺套管其主要工艺如下:
产能约700个每天
序号
工艺名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
充气组件组装
1
25
2
55
838
2
穿刺套管上盖组装
1
30
3
密封件组装
1
35
2
65
709
4
穿刺芯组装
1
30
5
穿刺芯压和
1
28
2
38
1213
6
擦吸塑盒
1
10
7
封吸塑盒
1
40
2
40
1152
8
贴合格证
1
3
2
43
1072
9
封中包装、并装箱
1
40
3)一次性使用圈套器其主要工艺如下:
产能约900个/天
序号
工艺名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
套管组装
1
30
2
30
1228
2
导引管组装
1
30
2
30
1228
3
封纸塑袋
1
20
1
20
921
4
封中包装、贴条形码装箱
1
50
3
50
1105
4)一次性使用痔吻合器其主要工艺如下:
产能约110把/天
序号
工艺名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
钉仓组件装配
1
160
2
240
154
2
抵钉座装配
1
80
3
芯轴组件组装
1
400
2
400
115
4
枪体总装
1
400
2
400
115
5
描指针、贴视窗
1
10
1
200
115
6
装塑料把手
1
10
7
调枪
1
60
8
固紧压紧
1
120
9
装出厂钉
1
300
2
300
154
10
打码拍照
1
20
1
145
159
11
擦吸塑盒
1
15
12
封吸塑盒
1
40
13
贴透析条形码
1
10
14
封中包装、贴外条形码并装箱
1
60
5)一次性使用荷包钳吻合器其主要工艺如下:
产能约230把/天
序号
工艺名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
钉仓组装
1
100
1
100
230
2
夹钳组件组装
1
400
4
400
230
3
器身打码拍照
1
20
2
160
288
4
擦吸塑盒
1
15
5
封吸塑盒
1
40
6
贴透析条形码
1
10
7
封中包装、贴外条形码并装箱
1
60
6)一次性直线型切割吻合器其主要生产工艺如下:
产能约220把/天
序号
工艺名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
钉仓组装
1
300
3
300
230
2
上夹板组件组装
1
200
3
200
230
3
下夹板组件组装
1
400
3
400
230
4
出厂试打
1
20
2
200
230
5
打码拍照
1
20
6
擦吸塑盒
1
15
7
封吸塑盒
1
40
8
贴透析条形码
1
10
9
封中包装、贴外条形码并装箱
1
60
7)一次性自动线型吻合器其主要生产工艺如下:
产能约230把/天
序号
工艺名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
钉仓组装
1
300
3
300
230
2
夹板组件组装
1
270
3.5
270
298
3
左右外壳组件组装
1
200
2.5
200
288
4
器身打码拍照
1
20
2
150
307
5
擦吸塑盒
1
20
6
封吸塑盒
1
40
7
贴透析条形码
1
10
8
封中包装、贴外条形码并装箱
1
60
8)一次性弧形切割吻合器其主要生产工艺如下:
产能约230把/天
序号
工艺名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
钉仓组装
1
300
3
300
230
2
夹板组件组装
1
270
3.5
270
298
3
左右外壳组件组装
1
200
2.5
200
288
4
器身打码拍照
1
20
2
150
307
5
擦吸塑盒
1
20
6
封吸塑盒
1
40
7
贴透析条形码
1
10
8
封中包装、贴外条形码并装箱
1
60
9)一次性管型消化道吻合器其主要生产工艺如下,产能约110把/天
序号
工艺名称
人员
产能(秒)
人员调整
工艺调整
日产能工作时间8H宽放系数0.8
1
钉仓组件装配
1
160
2
240
154
2
抵钉座装配
1
80
3
芯轴组件组装
1
400
2
400
115
4
枪体总装
1
400
2
400
115
5
描指针、贴视窗
1
10
1
200
115
6
装塑料把手
1
10
7
调枪
1
60
8
固紧压紧
1
120
9
装出厂钉
1
300
2
300
154
10
打码拍照
1
20
1
145
159
11
擦吸塑盒
1
15
12
封吸塑盒
1
40
13
贴透析条形码
1
10
14
封中包装、贴外条形码并装箱
1
60
四、生产能力评估分析
我公司的产品,主要以手工组装为主,工人的熟练度与作业产能有直接的关系,当前的产能为作业员熟练作业后的产能,在生产过程中,原材料的品质,前期准备是否完善,都会影响到产品的产出能力。
从现有设备的生产能力来看,当前的生产能力并未满足设备的负荷,与工人的人数有直接关系,建议综合销售订单情况,适当增加车间作业员,以提高设备运作效率。
 升级会员
升级会员 